Известные штампы д.тя рсверсивгюГ) г/ 5окой вы1яжк11 aera.ieft из листа металла не позволяют ос}ществлять :1П10гократк 1о реверсивную вытяжку в несколько переходов за один ход ползуна пресса.
В описываемом штампе этот недостаток устранен благодаря применению прикрепленных к плитам верхней и нижней частей штампа и заключенных в герметпческий группы пуансопов-матрил, с промрж точными кольцезы.Н прижимами, находящимися нод давлением жидкости.
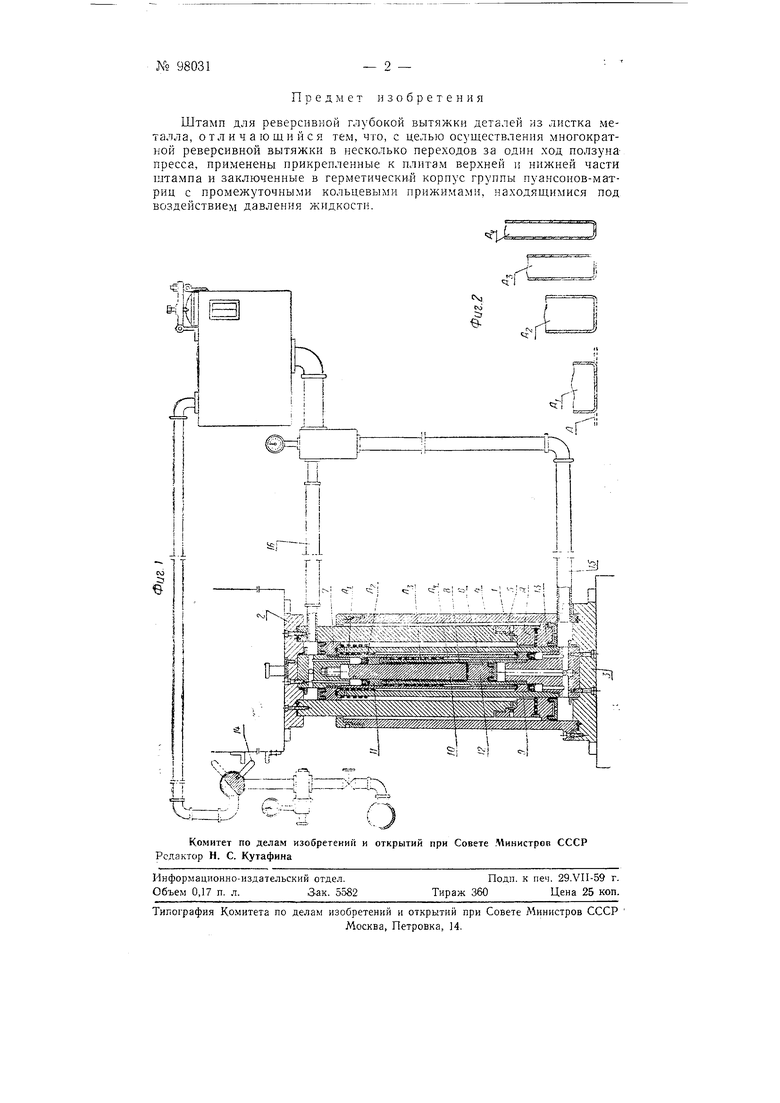
На фиг. 1 изображена ко К1р кция штампа в разрезе; на фиг. 2- нере.ходы вытяжки.
Штамп состоит из огра1и;че 1ных иилиндрол 1 и закрепленных к верхней плите 2 и нижней плите нуансоноз-.матриц 4. 5, 6, 5 и 10, npi;жи oв 7, 9 и-и, выталкивателя 12 и прижимного кольца 13. .Цля нерекрывания воздушной сети служит крап М. Подача жидкости под давлением в штамп осушествляется через трубопроводы 75 и J6.
Работа штампа осуш;ествляется следующим образом. Плоскую заготовку А (фиг. 2) кладут на прижи.м /,, который, будучи охвачен цилиндром /, движется на пуаисоне 4. Во рабочего хода ползуна пресса заготовка А вытягивается (вытяжка Л) матрицей 5 иа пуансон 4. При дальнейшем движении ползуна пресса вступает в действие пуансон-матрица 6, осуществляющая Бытял ску второго перехода Ло из-под прижима 7 на сферической поверхности пуансона 4. Далее матрица 6 встречает иа своем нути пуансон-матрицу 8, и вытяжка третьего персхода Лз производится на матрице 6 из-под прижима 9.
Затем вступает в работу п ансон W, осуществляющий вытяжку четвертого перехода Л4 на матрице 8 из-под прижи.ма //. Вытянутая деталь освобождается йыталкивателел 12. При достижении прессом нижней мертвой точки ползун воздействует на край 14, перекрывающий воздущкую сеть, и давление жидкости в рабочих пространствах под пpижи iaми надает до мииимума. При обратном ходе ползун нресса воздействует на кран 14 (подключающий воздушную сеть), как только верхняя часть цпампа выйдет из соприкосновения с деталя.ми Н11жней его части, вследствие чего прижимы и выталкиватель под действиел дазле}1ия жидкости принимают исходное положение. При этом выталкиватель 12 освобождает готовую деталь снизу, или прижим // снимет деталь с пуансона W, если она останется в верхней части .
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для осуществления жестко-жидкостной вытяжки деталей | 1957 |
|
SU115756A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| Штамп для глубокой вытяжки, например, корпусов фар | 1952 |
|
SU103342A1 |
| Штамп для вытяжки | 1985 |
|
SU1274812A1 |
| ВИНТОВОЙ ПРЕСС | 1986 |
|
RU2063340C1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для последовательной многопереходной вытяжки | 1980 |
|
SU1134260A2 |
| Штамп для двухпереходной вытяжки | 1980 |
|
SU927377A1 |
| Штамп для глубокой вытяжки полых металлических предметов | 1945 |
|
SU68296A2 |