,х
00
со сд оо оо
Изобретение относится к нанесению покрытий и касается установок для нанесения покрытий гальваническим способом, ,
Известно устройство программного управления автооператорами гальванической линии,, содержащее по числу операторов блоки управления, блоки анализа выполнения команд, счетчики команд, регистры адреса перемещения автооператоров, коммутаторы программ, блоки .отработки технологических выдержек времени, блоки управления считыванием команд 1.
Недостатками данного устройства являются низкие производительность линии, качество обрабатываемых изделий и гибкость корректировки программ технологических процессов.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для ..нанесения гальванических покры тий, содержап1ая ванны, транспортеры с блоками управления, направляющие для перемещения транспортеров, магнитоуправляемые датчики позиций гальванического процесса, установленные против соответствующих ванн, магнитные рейки Сз.
НедостаткомИзвестной установки является то, что когда один из транспортеров находился в местах .передачи катодных шин, другой смежнь1й с ним транспортер не имеет возможиости перемещения в этом направлении хотя бы на одну позицию, он в это время простаивает. Это происходит потому, что магнитоуправляёмые датчики, установленные у ванн, обслуживаемых смежными транспортера ми, разделены немагнитопроводящими экранами. Поэтому магнитное поле, образованное магнитной рейкой транспортера, находящегося в зоне передачи катодных шин, воздействует не только на -магнитоуправляемне датчики своего программного устройства, но и на магнитоуправляемые датчики другого программного устройстваг смежного транспортера, которые подают сигнал в программное устройство смежного транспортера о запрете перемещения его в сторону места передачи катодных шин. В результате этого происходят вынужденные простои транспортера, что приводит к сниженяй производительности всей установки, ЦеЛь изобретения - повышение производительности установки.
Поставленная цель достигается те что в установке для нанесения гальванических покрытий, содержащей ванны, транспортёр с блоками упрайления, направляющие для перемещений транспортеров, магнитоуправляемые датчики позиций гальванического про
цесса, установленные против соответствующих ванн, магнитные рейки, маг1 нитоуправляемые датчики разделены магнитопроводящими экранами, выполненными в виде кронштейнов из магнитопроводящего материала с горизонтальными полками, при этом магнитоуправляемые датчики программного устройства одного транспортера устдновлены над полками, а магнитоуправляемые датчики программного устройства другого смежного транспортера установлены под полками.
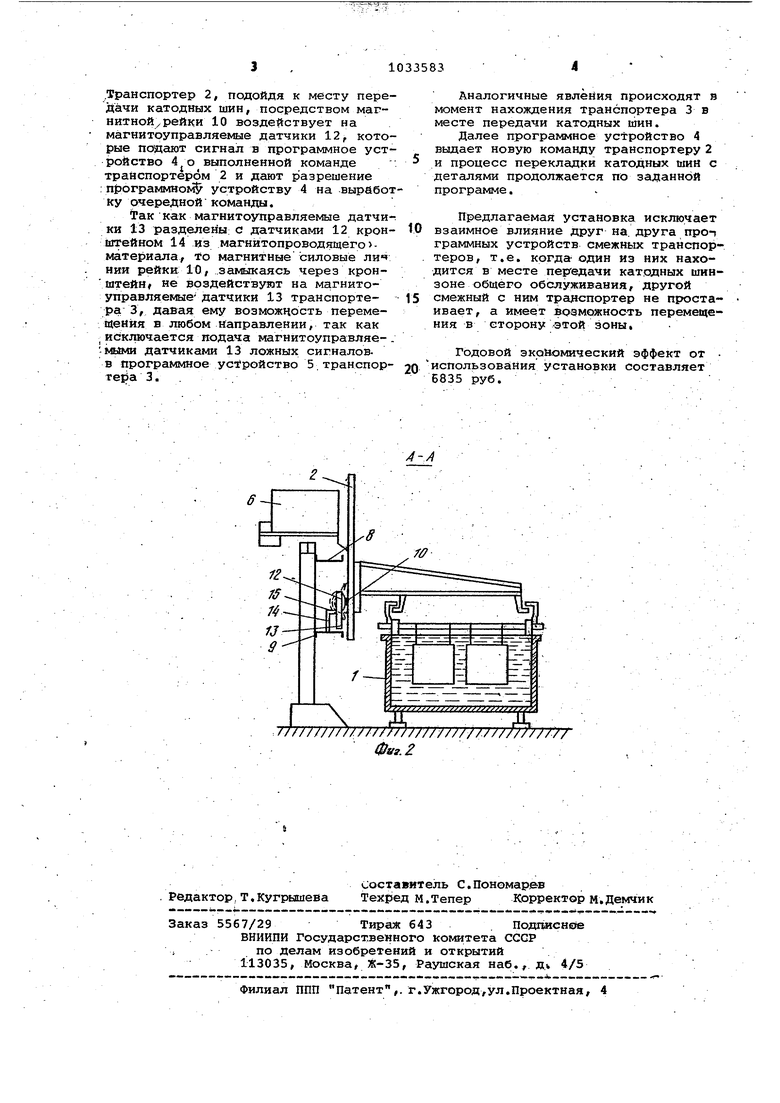
На фиг. 1 представлена схема установки; на фиг, 2--- разрез А-А на фиг. 1.
Установка содержит ванны 1 для гальванического покрытия деталей, транспортеры 2 и 3 для перемещения катодных шин с деталями в соответствующих . зонах обслуживания, программные устройства 4 и 5, задакяцие комайду автономным блокам б и 7 автоматического управления перемещением Транспортеров 2 и 3, направляющие 8 и 9 для перемещения транспортеров. На транспортерах 2 и 3 установлены магнитные рейки 10 и 11, расположенные на уровне соответствующих им лиНИИ, образуемых магнитоуправляемыми датчиками 12 и 13 позиций гальванического процесса, установленными против соответствующих ванн 1. Магнитоуправляемые датчики 12, установленные в линию на уровне магнитной рейки 10 транспортера 2, связаны с программным устройством 4 этого, транспортера, а магнитоуправляемые датчики 13, установленные в линию на уровне магнитной рейки 11 транспортера 3, связаны с программным устрой ством 5 транспортера.3. Магнитоуправ .ляеиые датчики 12 и 13, установленны на разных уровнях у ванн, обслуживаемых смежнымиттранспортерами в местах передачи катодных шин, разделены магнитопроводящими экранами, которые выполнены в виде кронштейнов 14 из магнитоуправляющего материалс1 с горизонтальными полками 15. Магнитоуправляемые датчики 12 программного устройства 4 трцнспортера 2 установлены над полками, а магнитоуправляемые датчики 13 прогрйммного устройства 5 транспортера 3 установлены под полками, кронштейны 14 закреплены на Направляющей 9. : Установка работает следующим образом.
От программных устройств 4 и 5 подаются команды транспортерам 2 и 3 на перемещение в соответствующих зонах обслуживания посредством автономных блоков 6 и 7 автоматического управления для раскладки катодных шин с деталями в ванны 1 в сОответт ствии с заданным технологическим процессом гальванического покрытия.
.Транспортер 2, подойдя к месту переiia4H катодных шин, посредством магнитной/рейки 10 воздействует на магнитоуправляемые датчики 12, которые подают сигнал в программное устройство 4 о выполненной команде транспортером 2 и дают разрешение
; программном устройству 4 на вырйботку очередной команды.
Так как магнитоуправляемые датчики 13 разделены: с датчиками 12 крониггейном 14 из магнйтопроводящего материала, то магнитные силовые лич НИИ рейки 10, замыкаясь через крон штейнf не воздействупт на магнитоуправляемыедатчики 13 транспортера 3, давая ему возможность перемещения в любом направлении, так как
исключается подача магнитоуправляе-мьши датчиками 13 ложных сигналов, в программное устройство 5 транспортера 3.
Аналогичные явления происходят в момент нахождения транспортера 3 в месте передачи катодных шин.
Далее программное устройство 4 выдает новую команду транспортеру 2 и процесс перекладки катодных шин с деталями продолжается по заданной программе.
Предлагаемая установка исключает
0 взаимное влияние друг на. друга проп граммных устройств смежных транспортеров, т.е. когда- один из них находится в месте пергедачи катодных шинзоне общего обслуживания, другой смежный с ним TpajicnopTep не прюста5ивает, а имеет водможность перемещения в сторону этой зоны,
Годовой экойомический эффект от 2Q использования установки составляет Б835 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автоматическая линия для химической и электрохимической обработки печатных плат | 1982 |
|
SU1052570A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| Устройство для программного управления | 1982 |
|
SU1067470A1 |
| Автоматическая линия для нанесения гальва-НичЕСКиХ пОКРыТий | 1979 |
|
SU836242A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Устройство для управления автооператором химико-гальванической линии | 1981 |
|
SU966667A1 |
| Устройство программного управления автооператорами многопроцессных автоматических линий гальванопокрытий | 1982 |
|
SU1081243A1 |
| Устройство для гальванической обработки внутренней поверхности труб | 1977 |
|
SU691506A1 |
УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ, содержащая ванны, транспортеры с блоками управления., направляющие для перемещения транспортеров, магнитоуправляемые датчики позиций гальванического процесса, установленные против соответствующих ванн, магнитные рейки, о тл и ч а ю щ а я с я тем, что, с целью повышения производительности установки, Магнитоуправляемые датчики разделены магнитопроводящими экранами, выполненными в виде кронштейнов из магнитопроводящего материала с горизонтальными полками. ПРИ этом магнитоуправляеьсле датчики программного устройства одного транспортера установлены над полками, а магнитоуправляемые датчики программного устройства другого i смежного транспортера установлены под полками. О)
г
д
Фуу.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
