i
Изобретение относится к области нанесения гальванических покрытий и может быть использовано для обработки внутренней поверхности труб в гальванических цехах промышленных предприятий.
Известное устройство для нанесения гальванических покрытий содержит ряд ванн, установленных по ходу технологического процесса, подвесные автооператоры, катодные штанги и перегрузочную тележку. Штанги, загруженные деталями на транспортере, перегружаются на тележку и транспортируются на позицию загрузки технологических ванн, откуда они переносятся автооператорами по циклу 1
Однако такое устройство не обеспечивает высокой производительности из-за использования ручного труда, а такж не обеспечивает высокое качество обработки деталей в результате неравномерного растворения и ма.ссопереноса ( перемешивания) агрессивной жидкости.,
Известно устройство для нанесения покрытия на внутренние поверхности труб, содержащее ватпш, автооператор, электроды и
устройство для автоматического перемещения IK внутрь обрабатываемой трубы 2.
Недостатком указанного устройства является малая производительность, так как элекроды должны вводиться в трубу перед обработкой в каждой ванне и каждый раз выводиться из нее после обработки.
Целью изобретения является увеличение производительности и повышение качества обработки.
Для достижения этой цели в устройстве, предложенной конструк1щи катод снабжен хвостовиком и заходным конусом и расположен на транспортере с возможностью перемещения, при этом на автооператоре закреплен контактный блок, обеспечивающий фиксацию заходного конуса и контакт с ним, а транспортер снабжен подпружиненным захватом, взаимодействующим с хвостовиком катода.
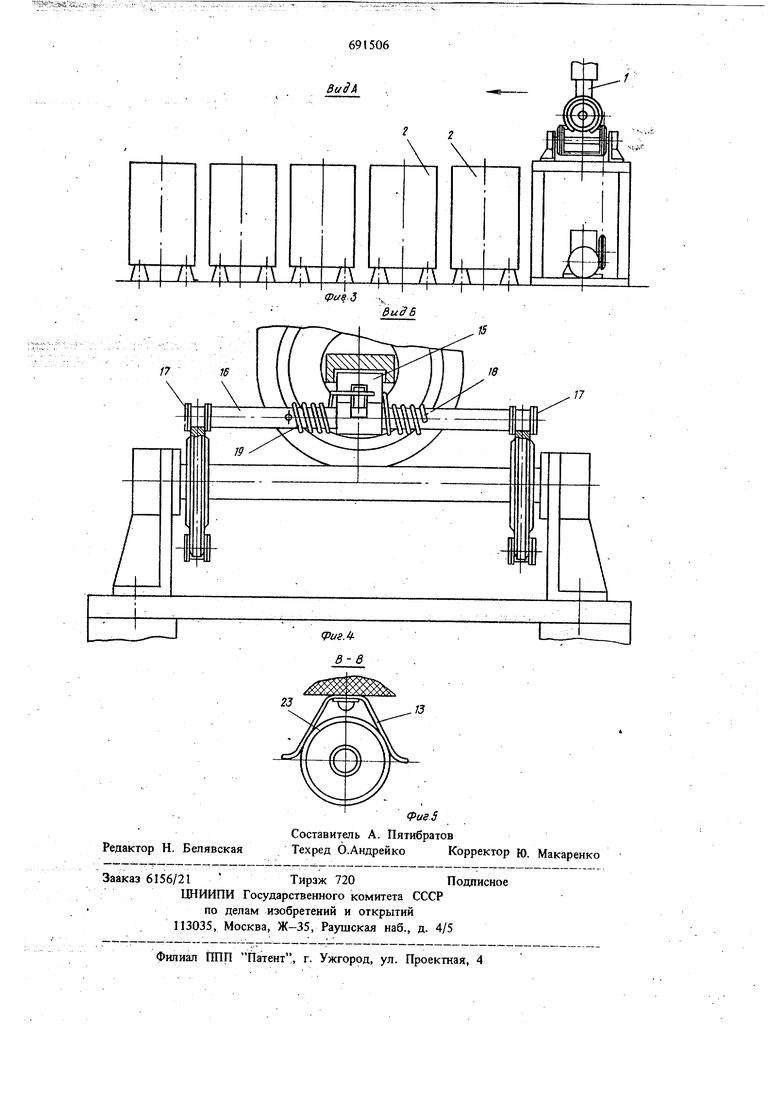
Захват установлен на оси, соединяющей две цепи транспортера, и подпружинен с двух сторон пружинами кручения, угол закручивания которых ограничен штырем. Кроме этого, в контактном блоке ив заходном конусе выполнены соосные отверстия, служащие для прохода сжатого воздуха в. полый перфорированный .катод. Такое конструктивное вьтолнение устройства позволяет повысить производительность труда, интенсифицирует процесс гальванооб, работки за счет барботирования, при этом качество обработанной поверхности значительно улучшается. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - узел I фйг. 1; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - сечение В-В фиг. 2. Устройство для гальванической обработки внутренней поверхности труб состоит из автооператора 1, обслуживающего ряд гальванических ванн 2, расположенных по ходу техно логического процесса, контактного блока 3, закрепленного на автооператоре 1, и подающе го транспортера 4, на котором расположен п лый перфорированный катод 5, имеющий хво товик 6. В хвостовике б выполнен прямоуго ный паз а. На одном конце катода. 5 смон тирован заходный конус 7 с катодным контактом 8, а на другом - опорный изолятор 9. В контактном блоке 3 выполнено отверстие 10, соединенное с воздухопроводом, а в заходном конусе имеется ответное отверсти 11, соосное с отверстием 10 и служащее для прохода сжатого воздуха внутрь перфорирова ного катода. Кроме того, на контактном бло ке 3 закреплены анодный щинопровод 12 с анодным контактом 13 и катодный щинопровод 14, по которому подводится ток к като ному контакту 8. Подающий транспортер, 4 снабжен захватом 15, входящим в прямоугольный паз а хвостовика 6 катода и установленным на оси 16, соединяющей две цепи 17 транспортера. Захват 15 подпружи,нен с обеих сторон пружинами кручения 18 и 19, угол закручивания которых ограничен щтырем 20, жестко закрепленным в оси 16. Фиксация заходного конуса 7 в контактном блоке производится щариковым замком 21, а его уплотнение - посредством колец 22 круглого сечения. Изделие 23, являющееся в процессе обработки анодом, подхватывается автооператором 1 и переносится им по циклу из одной ванны в другую. Устройство работает следующим образом. Автооператор 1 с закрепленным на нем контактным блоком 3 переносит трубу 23 в зону действия подаюп1его транспортера 4, на котором к зтому времени находится перфорированный катод 5. Транспортер 4 подает катод 5 внутрь трубы 23, при этом изо64лятор 9 скользит по внутренней поверхности трубы, а заходнь й конус 7 стыкуется с контактным блоком 3 и фиксируется в нем при помощи щарикового замка 21. При этом происходит замыкание катодного контакта 8 с катодным щинопроводом 14. Отверстие 10 совмещается с отверстием 11 в заходном конусе, что обеспечивает поступление сжатого воздуха внутрь перфорированного катода 5. Анодный контакт 13 замыкается с наружной поверхностью трубы 23 в момент захвата ее автооператором 1. Подача и изъятие катода из обрабатываемой трубы осуществляется при помощи захвата 15. Усилие, необходимое для преодоления сопротивления в щариковом замке 21. возникает за счет работы пружин крученкя 18 и 19, поджимающих с двух сторон захват 15. После установки и фиксации катода 5 внутри трубы 23 автооператор перемещает трубу в первую ванну, на контакты 8 и 13 подается постоянный ток, а в воздуховод 11 - воздух под давлением, который, проходя через отверстия катода 5, продавливается через слой электролита и создает барботирование в межэлектродном пространстве (в зоне электролиза). По окончании обработки трубы в первой ванне автооператор 1 переносит ее последовательно в ванны в соответствии с этапом технологического процесса. Формула изобретения 1.Устройство для гальванической обработки внутренней поверхности труб, содержащее ряд BaifH, расположенных по ходу технологического процесса, автооператор, подающий цепной транспортер, полый перфорированный катод, отличающееся тем, что, с целью повыщения производите; ьности и качества обработки, катод выполнен с хвостовиком и эаходным конусом, а устройство снабжено контактным блоком, закрепленным на автооператоре, и подпружиненным захватом, расположенным на транспортере с возможностью взаимодействия с хвостовиком катода. 2.Устройство по п. 1, о т л и ч а ющ е е с я тем, что захват установлен на оси, соединяющей две цепи транспортера, и подпружинен с двух сторон пружинами кручения, угол закручивания которых ограничен щтырем. 3.Устройство .попп. 1,2, отличающееся тем, что, с целью повьпиения качества обработки, в контактном блоке, и в заходном KOiryce выполненьг соосньге
56915066
отверстия, служащие дня прохода сжатого1. Авторское свидетельство СССР N 390191,
воздуха в катод.кл. С 25 D 19/00, 10.08.70.
Источники информации, принятые во внима-2. Авторское свидетельство СССР
иие при экспертизе№ 1902186/22-02, кл. С 25 D 17/04, 26.03:73. 9 У


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванической обработки внутренней поверхности труб | 1977 |
|
SU783369A2 |
| Линия гальванической обработки внутренней поверхности труб | 1987 |
|
SU1447935A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая линия для химической и электрохимической обработки печатных плат | 1982 |
|
SU1052570A1 |
| Подвеска для гальванической обработки изделий | 1977 |
|
SU891811A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
.z- L
17 n X
