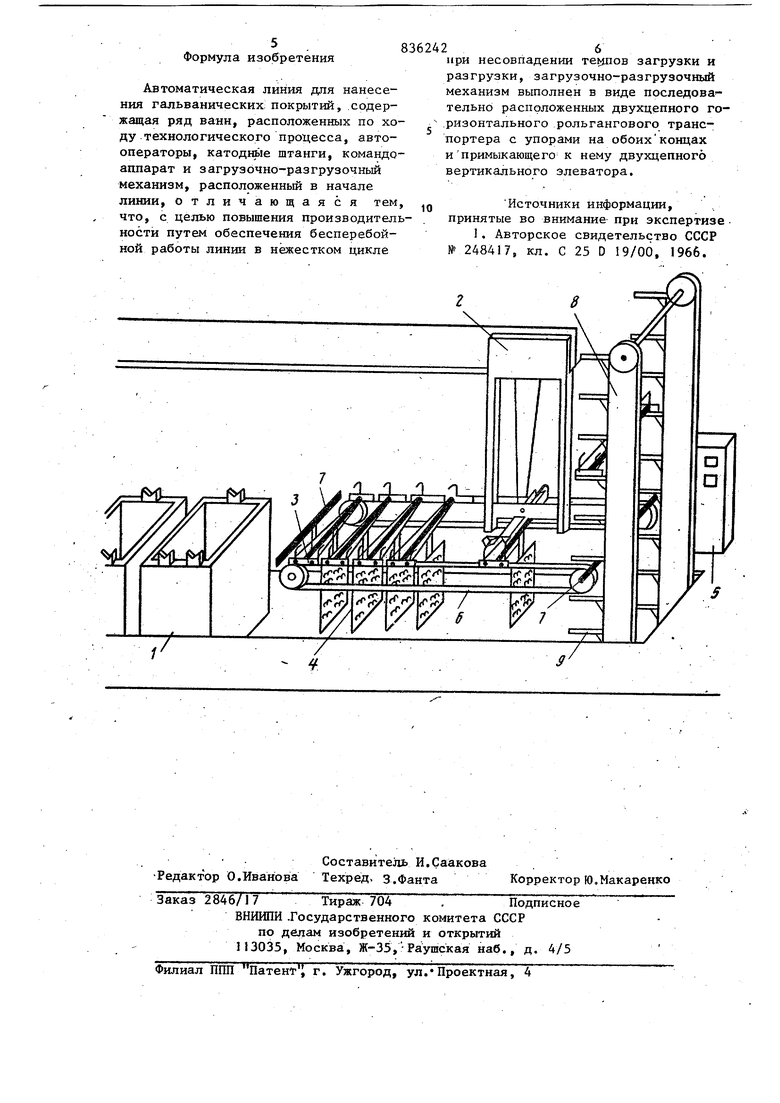
Изобретение относится к автоматическим линиям для нанесения гальванических покрытий. Известна автоматическая линия для нанесения гальванических покрытии, содержащая ряд ванн, расположенных по ходу технологического процесса, автооператоры для переноса катодных штанг с подвесками деталей, командоаппарат и совмещенный загрузочно-раэ грузочный механизм, расположеннь1й в начале линии р.. Однако при эксплуатации данной линии у ее загрузочно-разгруэочного механизма должен постоянно находиться рабочий и своевременно освобождать катодные щтанги от подвесок с готовыми деталями и навешивать на их место подвески с деталями, .следующими на обработку. Кроме того, при оперативном переходе к выполнению нового техпроцесса, когда старый техпроцесс для части деталей еще не закончился (это возможно, когда командоаппаратом яв-i ляется ЭВМ) может возникнуть несовпадение темпа загрузки с темпом разгрузки. Это может привести либо к аварии, когда штанга будет опускаться для разгрузки на занятую позицию, либо к холостому пробегу автооператора. Целью данного изобретения является повышение производительности путем обеспечения бесперебойной работы линий в нежестком цикле при несовпадении темпов загрузки и разгрузки. Поставленная цель достигается тем, что зг грузочно-разгрузочный механизм выполнен в виде последовательно расположенных двухцепного горизонтального рольгангового транспортера с упорами на обоих концах и примыкающего к нему двухцепного вертикального элеватора. На чертеже представлена автоматическая линия для нанесения гальванических покрытий. Линия состоиз из ряда ванн 1, рас положенмых по ходу технологического процесса, автооператоров 2, катодных штанг 3с подвесками 4 для деталей, комаццоаппарата 5, двухцепного горизонтального рольгангового транспор тера 6 с упорами 7 на концах и двухцепного вертикального элеватора 8 с рычагами 9. В исходном положении, когда лиНИН не включена в работу, катодные штанги 3 без подвесок крепятся на рычагах 9 элеватора 8. Для загрузки линии рабочий навешивает подвески 4 с деталями на нижнюю катодную штанну 3, которая находится в непосредственной близости от транспортера 6 и включает элев,атор для опускания штанг 3 на транспортер 6, одновремен но включается транспортер 6 для перемещения штанг в сторону гальванической линии до упора 7. Перемещение штанг на элеваторе выполняется дискретным, а на транспортере - непрерывным. Каждьй шаг движения элеватора осуществляется нажатием кнопки. Это позволяет рабочему поочередно оснастить все штанги подвесками с де талями и отправить их по транспортеру в направлении гальванической линии. Рольганговая конструкция транспортера позволяет перемещать каждую следующую штангу до соприкосновения с предыдущей до тех пор, пока все штанги с элеватора не перейдут на транспортер. Место на транспорте, где расположена ближайшая к линии штанга с подвесками, представляет собой позицию загрузки гальваническо линии. Оно фиксировано за счет упора 7 и позволяет автооператору по программе брать с нее штангу 3 с подвес ками 4 и переносить в соответствующу ванну. Для предотвращения наезда оче редной штанги на подвески с деталями той штанги,которую поднимает автоопе .ратор 2 с позиции загрузки, транспор тер отключается на время подъема при помощи локальных средств автоматики. На участке транспортера, на занятом штангами после полного освобожде ния элеватора, зафиксирована позиция разгрузки гальванической линии. На эту позицию осуществляется п,еренос .штанг с подвесками готовых деталей по. мере их выхода с линии. Транспортер перемещает эти штанги так же, как и штанги с необработанными деталями - до упора друг относительно др га. После того, как на транспортере оказалось достаточное количество штанг с обработанными деталями, ра- бочий переключает транспортер на движение всех штанг в обратном направлении и ближайшая к элеватору штанга, войдя в зону действия элеватора, воздействует на его включатель, установленньй на упоре 7. В результате этого элеватор выполняет один шаг подьема штанги с подвесками, а.транспортер выключается о Если в это время в зоне загрузочно-разгрузочного устройства появляется автооператор, ТО транспортер автоматически включается в направлении перемещения штанг к линии, что позволяет освободить разгрузочнзпо и заполнить очередной штангой загрузочную позицию. Во время нахождения автооператора в зоне загрузочно-разгрузочного устройства органы ручного вк;дачёния транспортера и элеватора блокируются. Рабочий освобождает штангу, оказавшуюся на элеваторе, от подвесок с готовыми деталями и снова переключает транспортер для перемещения штанг с подвесками в напра влении элеватора. Таким образом освободившиеся штанги накапливаются на элеваторе,, для продолжения работы нужно оснастить их подвесками с необработанными деталями и весь цикл повторить. Дос тоинством такой гальванической линии является исключение аварийных ситуаций и холостых пробегов автооператора в период совмещенного выполнения техпроцессов старого, заканчивающегося, и нового, начинающегося. Это достигается за счет накопительных свойств рольгангового транспортера и более высокого, чем у автооператора, темпа освобождения-разгрузочной и заполнения загрузочной позиции. Заявляемая гальваническая линия позволяет создавать задел деталей, следующих на обработку, и .деталей, прбшедших обработку, что дает возможность рабочему по загрузке разгрузке не Постоянно, находиться . у одной линии, а обслуживать несколько линий. Достоинством заявляемой гальванолинии также является возможность со-. средоточения штанг без подвесок по окончании смену в одном месте, .вне зоны непосредственного действия аг рессивных испарений ванн. Формула изобретения Автоматическая линия для нанесения гальванических; покрытий, .содержащая ряд ванн, расположенных по хо ду .технологического процесса, автооператоры, катодда1е штанги, командо аппарат и загруэочно-разгрузочный механизм, расположенный в начале линии, отличающаяся тем что, с целью повышения производител ности путем обеспечения бесперебойной работы линии в нежестком цикле при несовпадении теу:пов загрузки и разгрузки, загрузочно-разгрузочный механизм выполнен в виде последова тельнб расположенных двухцепного горизонтального рольгангового транспортера с упорами на обоихконцах ипримыкающего к нему двухцепного вертикального элеватора. Источники информации, .. принятые во внимание- при экспертизе . , Авторское свидетельство СССР № 248417, кл. С 25 D 19/00, 1966.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для нанесения гальванических покрытий | 1983 |
|
SU1092222A1 |
| Автоматическая линия для электрохимической обработки плоских изделий | 1987 |
|
SU1497295A1 |
| Автоматическая линия для металлизации плоских деталей | 1984 |
|
SU1242544A1 |
| Автоматическая линия для химической и электрохимической обработки печатных плат | 1982 |
|
SU1052570A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Автоматическая линия для механической обработки деталей | 1981 |
|
SU986731A1 |
| Автооператорная гальваническая линия | 1984 |
|
SU1219680A2 |
| Автоматическая линия для химической и гальванической обработки изделий | 1975 |
|
SU601212A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Линия для химической обработки деталей | 1984 |
|
SU1225883A2 |
