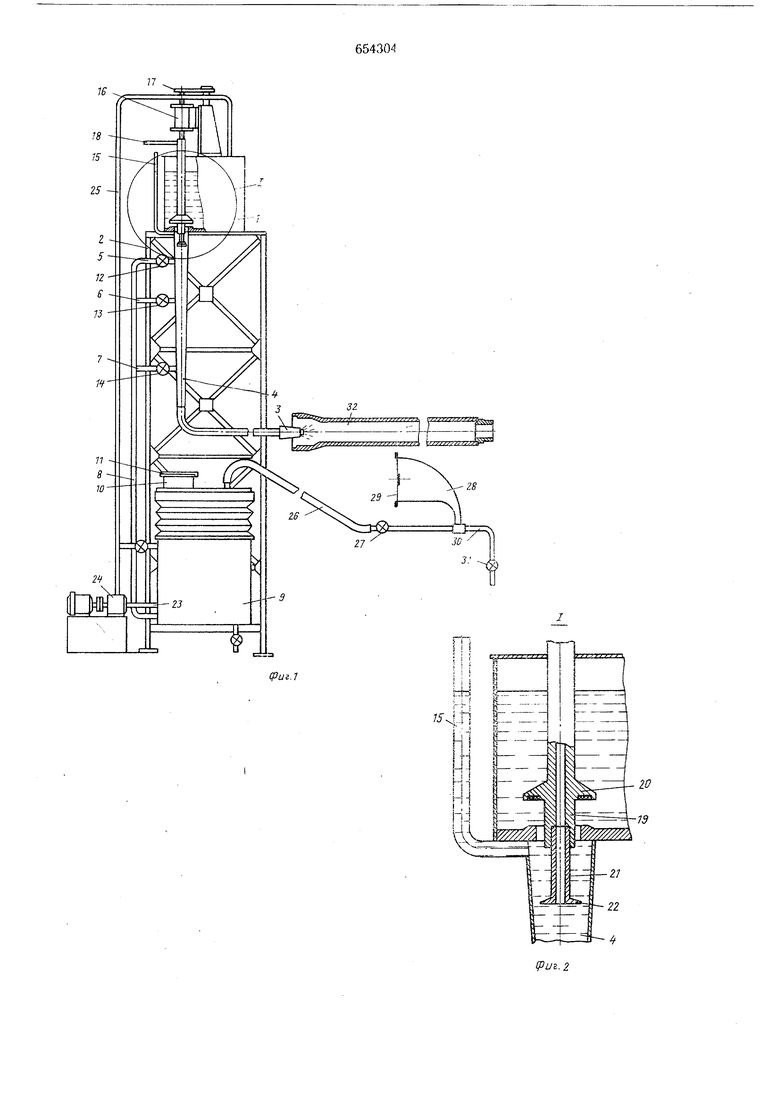
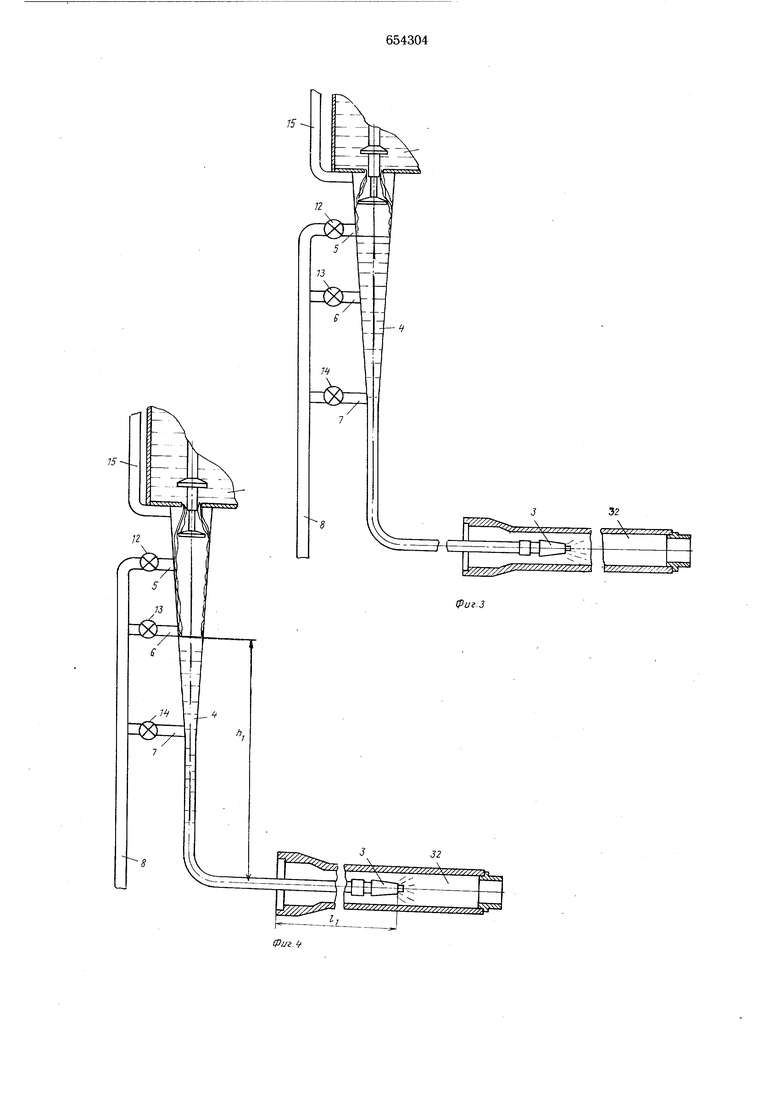
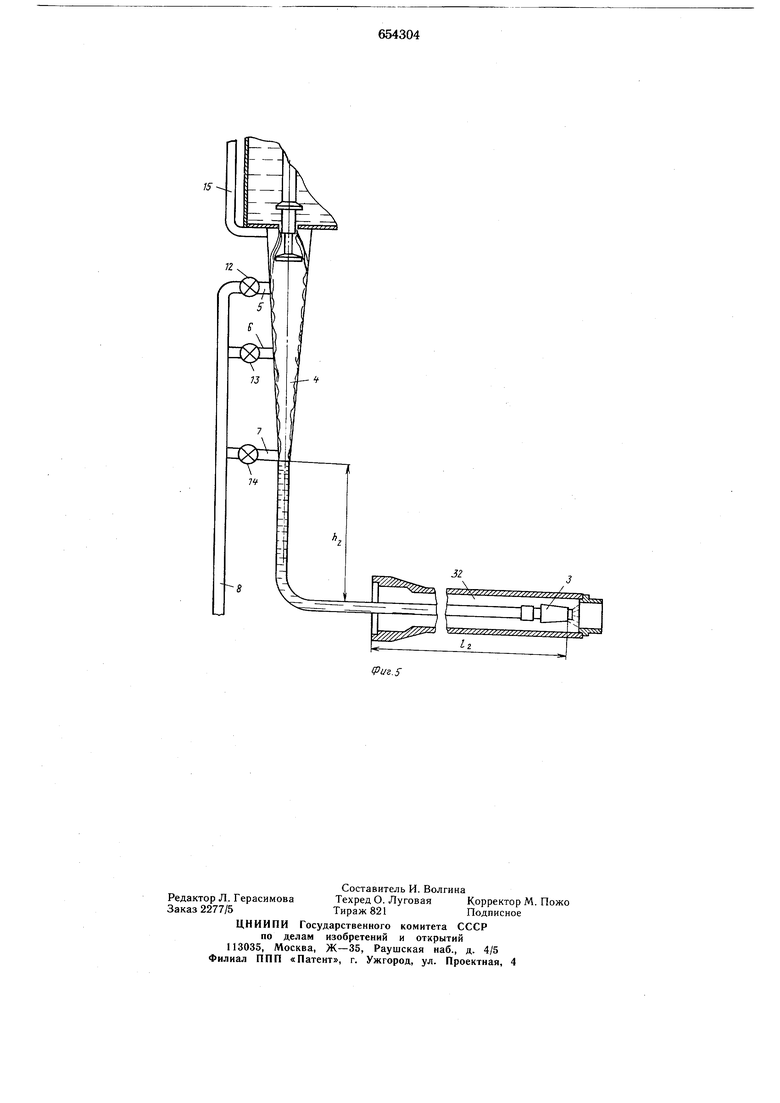
Изобретение относится к устройствам для нанесения покрытий на внутреннюю поверхность металлических литейных форм и предназначено для использования на заводах, отливающих чугунные раструбные трубы центробежным способом с применением желоба, распреде.шющего жидкий металл по литейной форме. Известна установка для безвоздушного расныления краски, содержащая емкость с материалом, соединенную через насос и напорный бак с распылителем 1. Недостатком этой установки является невозможность регулирования в щироких пределах давления подачи материала, что отрицательно сказывается на качестве покрытия. Известна также установка для нанесения покрытий распылением на внутреннюю поверхность изделии, содержапдая напорный бак с запорным устройством, соединенный с распылителем через вертикально установленную трубу, снабженную расположенными друг нод другом отводными трубами, соединенными с емкостью для наносимого материала 2. Такое устройство наиболее близко к описывае.мому по технической сущности и достигаемому эффекту. Недостатком его является ухудшение качества распыления из-за возможного подсоса воздуха и нестабильной работы установки при изменении давления подачи материала к распылителю. Цель предлагаемого изобретения - исключение подсоса воздуха при работе распылителя и улучшение качества распыления. Для этого вертикально установленная труба выполнена конической, сужающейся по ходу движения материала, и сообщена с атмосферой, а запорное устройство напорного бака снабжено дисковым рассекателем краски. Предлагаемая конструкция устройства обеспечивает безударную стабильную его работу без подсоса воздуха в трубопровод, соединяющий напорный бак с распылителем. На фиг. 1 изображена описываемая установка; на фиг. 2 - узел I фиг. 1; на фиг. 3 схематично изображено нанесение покрытия при соединении верхней отводной трубы с емкостью; на фиг. 4 - нанесение
покрытия при соединении средней отводной трубы с емкостью; на фиг. 5 - нанесение покрытия при соединении нижней отводной трубы с емкостью.
Установка содержит напорный бак I, установленный на сварной раме 2, соединенный с распылителем 3 через вертикально установленную трубу 4, выполненную конической, сужающейся по ходу движения материала.
Труба 4 снабжена расположенными друг под другом отводными трубами 5, 6 и 7, соединенными трубопроводом 8, и емкостью 9 для наносимого материала, выполненной с загрузочным окном 10, гофрированной в верхней части. Загрузочное окно 10 снабжено крышкой 11.
На отводных трубах 5, 6 и 7 установлены регулировочные краны 12, 13 и 14.
Труба 15 сообщает трубу 8 с атмосферой.
На крышке напорного бака 1 установлено подъемно-опускное с помощью пневмоцилиндра 16, для регулирования хода которого предусмотрен поворотный рычаг 17, запорное устройствоДЛЯ трубы 4 - полое и связано с трубопроводом 18 подачи воды для промывки распылителя. Запорное устройство содержит верхний наконечник 19 с запорным диском 20 и уплотнительным кольцом и нижний наконечник 21 меньщего диаметра, чем верхний, с дисковым рассекателем 22 краски.
Для подачи краски из емкости в напорный бак предусмотрен всасывающий трубопровод 23, насос 24 и нагнетательный трубопровод 25.
Верхняя часть емкости 9 трубопроводом 26 с регулируемым краном 27 связана с воронкой 28, перекрытой эластичной перфорированной мембраной 29 с отверстием в центре. Воронка снабжена сливным патрубком 30 с краном 31.
Установка работает следующим образом.
Через загрузочное окно 10 в емкость 9 заливают необходимое количество краски для обеспечения работы установки, например, в течение суток и окно 10 закрывают. Затем, опуская при помощи пневмоцилиндра 16 запорное устройство, перекрывают запорным диском 20 входное отверстие трубы 4 и включают насос 24.
Открыв кран 27 наполняют напорный бак 1. Закрывают кран 27 и, делая максимальный ход поршня пневмоцилиндра 16 вверх при отведенном в сторону поворотном рычаге 17, поднимают кратковременно на 2-3с запорное устройство до размещения нижнего наконечника 21 в отверстии напорного бака для увеличения кольцевого зазора между нижним наконечником 21 и днищем напорного бака и заполнения труб 4 и 15 краской. При этом регулировочные краны 12-14 перекрывают доступ краски в
отводные трубы 5-7, а доступ краски к распылителю 3 - максимальный. Окраска раструбной части металлической литейной формы 32 начинается как показано на фиг. 1.
После этого, не прекращая окраски, кратковременно опускают запорное устройство до перекрытия запорным диском 20 входного отверстия трубы 4 для установки поворотного рычага 17 в рабочее положение. Затем вновь поднимают запорное устройство до
упора щтока порщня пневмоцилиндра 16 в поворотный рычаг 17, и запорное устройство устанавливают верхним наконечником 19 в отверстии в днище бака 1. При этом площадь поперечного сечения кольцевого зазора между наконечником 22 и днищем бака 1 становится равной площади поперечного сечения трубы 4 в его суженной части. Одновременно открывают кран 12 для доступа краски в отводную трубу 5 и далее по трубопроводу 8 в емкость 9.
При этом происходит плавное снижение столба краски в трубе 4, сообщающемся через трубу 15 с атмосферой, до уровня h и снижение расхода краски через распылитель 3 с уменьщением толщины слоя покрытия на внутренней поверхности металлической литейной формы 32, а распылитель 3 входит внутрь формы 32 на расстояние I . Кратковременное закрывание диском 20 отверстия в днище бака для установки поворотного рычага 17 в рабочее положение
0 не влияет на плавное снижение высоты столба краски в трубе 4 при соединении ее с отводной трубой 5, так как труба 4 сообщена с трубой 15, первоначальный уровень краски в которой находится на уровне краски в напорном баке.
5 Краска, поступающая через кольцевой зазор в днище напорного бака, попадает на рассекатель 22 и стекает по стенкам конической части трубы 4, не создавая давления.
В дальнейщем открывают кран 13 для доступа краски в отводной трубе 6, производят очередное снижение столба краски в трубе 4 до уровня hg и одновременно вводят распылитель 3 внутрь формы 32 на расстояние Ij, а затем заканчивают еще уменьшают
5 толщину слоя покрытия, открывая кран 14 для доступа краски в отводной трубопровод 7.
После этого выводят распылитель 3 из формы и вторично окрашивают тонким равномерным слоем внутреннюю поверхность
° формы 32, так как высота столба краски в трубе 4 и расход краски через распылитель постоянны из-за равенства площадей поперечных сечений кольцевого зазора между наконечником 19 и днищем напорного бака
, 1 и трубы 4 в его суженной части.
При возвратном движении распылителя отводные трубопроводы 5, 6 и 7 перекрываются кранами 12, 13 и 14. Возвратно-поступательное движение распылителя 3 в форме 32 и открывание и закрывание кранов 12-14 вьЕполнено синхронным и осуществляется электрической связью конечных выключателей с электромагнитными переключателями. При поступлении очередной формы 32 под покраску отводят в сторону поворотный рычаг 17 и вновь кратковременно поднимают запорное устройство до размещения нижнего наконечника 21 в отверстии днища бака для заполнения трубы 4 и трубы 15 краской, и цикл нанесения краски повторяется с кратковременными опусканием и поднятием запорного устройства в начале окращивания и поочередным соединением при помощи отводных труб 4-7 с емкостью 9. Во время работы распылителя 3 уровень краски в емкости 9 снижается со снижением в ней давления, что приводит к опусканию крыщки 1 1 за счет сжатия гофр. Д.Л9 обеспечения циркуляции краски во время кратковременных остановок закрывают кран 27, распылитель вводят в отверстие мембраны 29, что создает герметичное соединение между мембраной и распылителем 3, открывают кран 27,. и краска вместе с воздухом, поступающим через перфорацию мембраны 29, транспортируется без разбрызгивания в емкость 9. При этом гофры расправляются, и крыщка 11 поднимается в исходное положение. При длительных остановках распылитель 3 вводится в отверстие мембраны 29, выключается насос 24, открывается кран 27 и вся краска стекает из напорного блока 1 через распылитель 3, воронку 28 в емкость 9. После этого закрывают кран 27, открывают кран 31 и на трубопровод 18 подается вода на промывку распылителя в случае, если использовались водные суспензии красок. Описанная конструкция обеспечивает стабильное проведение процесса нанесения качественного покрытия на внутреннюю поверхность форм центробежного литья. Формула изибретения Установка для нанесения покрьрнй распылением на внутреннюю поверхность изделий, содержащая напорный бак с запорным устройством, соединенный с распылителем через вертикально установленную трубу, снабженную расположенными друг под другом отводными трубами, соединенными с емкостью для наносимого материала, отличающаяся тем, что. с целью исключения подсоса воздуха при работе распылителя и улучшения качества распыления, вертикально установленная труба выполнена конической, сужающейся по ходу движения материала и сообщена с атмосферой, а запорное устройство напорного бака снабжено дисковым рассекателем краски. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ЛЬ 533402, кл. В 05 В 13/00, 1974. 2.Авторское свидетельство СССР № 610568, кл. В 05 В 13/00, 1974.
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для безвоздушного распыления краски | 1974 |
|
SU533402A1 |
| Установка для нанесения покрытий | 1978 |
|
SU719788A1 |
| Устройство для нанесения покрытий | 1981 |
|
SU1034787A1 |
| Устройство для нанесения покрытий | 1974 |
|
SU610568A1 |
| УСТАНОВКА ДЛЯ ПРЕДПОСЕВНОЙ ОБРАБОТКИ СЕМЯН СЕЛЬСКОХОЗЯЙСТВЕННЫХ КУЛЬТУР | 2007 |
|
RU2330399C1 |
| Установка для нанесения покрытий | 1980 |
|
SU959835A1 |
| Устройство для безвоздушного нанесения клея | 1975 |
|
SU654300A1 |
| Установка для нанесения покрытий | 1979 |
|
SU835511A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО СОСТАВА | 1998 |
|
RU2152267C1 |
| Способ нанесения антикоррозионных покрытий на внутренние поверхности длинномерных труб и устройство для его осуществления | 1990 |
|
SU1836987A1 |