(54) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ 1 Изобретение относится к устройствам для нанесения покрытий на внутреннюю поверхность литых форм центробежного литья и предназначено для использования на заводах, отливающих чугунные раструб ные трубы, гильзы в тракторной и автомобильной промышленности центробежным способом и применением желоба, распределяющего при заливке жидкий металл по литейной форме. Наиболее близкой к изобретению по технической сущности и достигаемому результату 5тляется установка для нанесения покрытий преимущественно на металлические литейные формы для центробежного литья. Содержащая станину, бак с запорным устройством, соединенный трубопроводами с полой штангой с запорным устройством, и тележку с механиэмом ее возвратно-поступательного перемещения tl . Недостатками известной установки являются изменение напора и количества краски, поступающей на поверхность изде ЛИЯ за счет отпускания вниз бака и уменьшения при расходовании краски, трудоемкость установки в изготовлении и ее некомпактность. При работе за счет снижетгая бака и расхода краски напор уменьшается и соот ветственно ухудшается качество окрашиваемой поверхности литейной формы и товарный внешний вид отливаемого изделия. Кроме этого, при подъеме бака вверх краска, оставшаяся на стенках шланга, стекает вниз через распылитель и образуются подтеки краски. Целью изобретения является повышение точности дозирования краски и надежности установки в работе. , Поставленная цель достигается тем, что установка для нанесения покрытий, содержащая станину, бак с запорным устройствсм, соединенный трубопроводами с полой штангой и запорным устройством, и тележку с механизмом ее возвратнопоступательного перемещения, снабжена нормокамерой с запорным устройством
бака и полой штанги, запорные устройства снабжены двуплечими рычагами, верхнгие плечи которых соединены тягой,а нижние взаимодействуют с упороми планкой, установленными на раме.
Равномерное покрытие обеспечивается за счет отверстий, имеющихся на штанге, на длину подливаемой отливки. Краска из нормокамеры по штанге поступает с помошью сжатого воздуха.
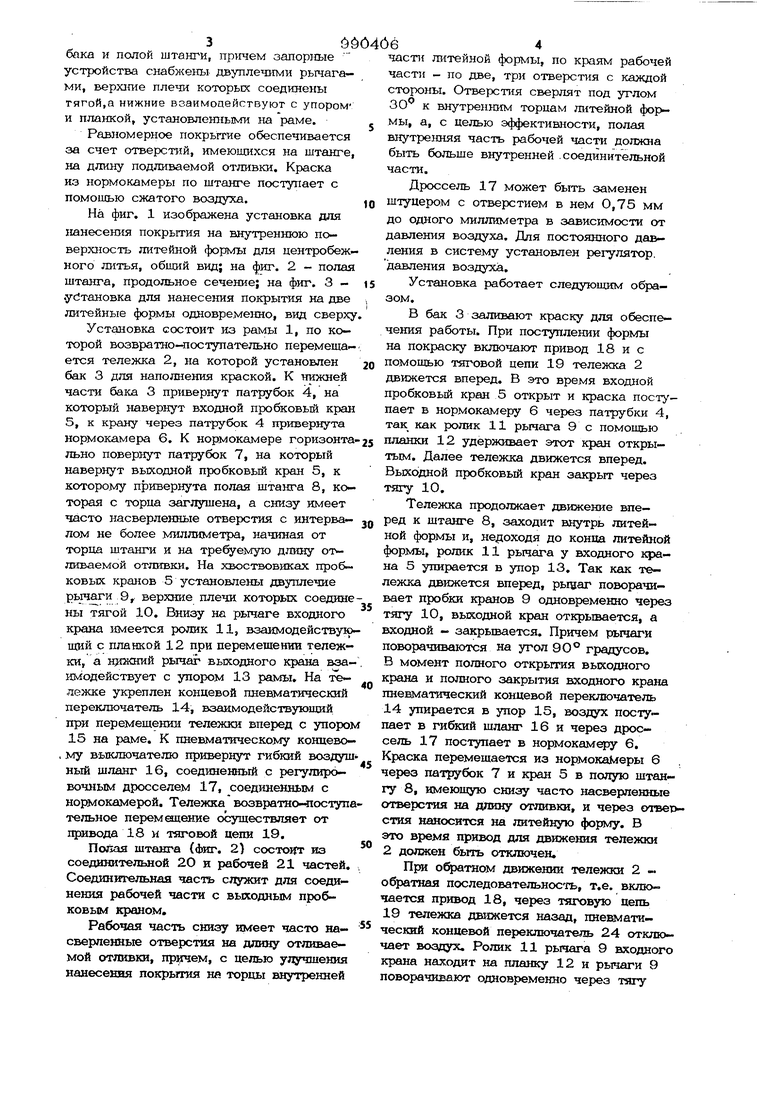
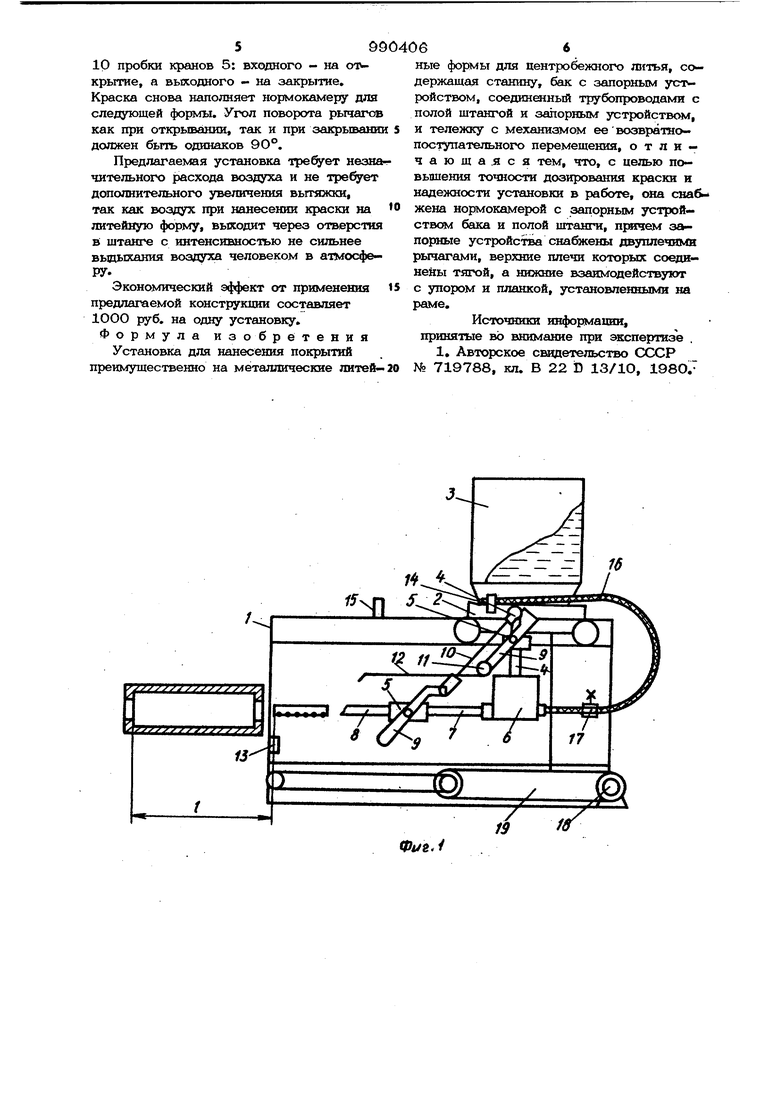
На фиг. 1 изображена установка для нанесения покрытия на внутреннюю поверхность литейной формы для центробежного литья, обшнй вид; на фиг. 2 - полая штанга, продольное сечение; на фиг. 3 .установка для нанесения покрытия на две литейные формы одновременно, вид сверху
Установка состоит из рамы 1, по которой возвратно- поступательно перемещается тележка 2, на которой установлен бак 3 для наполнения краской. К нижней части бака 3 привернут патрубок 4, на который навернут входной пробковый кран 5, к крану через патрубок 4 привернута нормокамера 6. К нормокамере горизонта льно повернут патрубок 7, на который навернут выходной пробковый кран 5, к которому п эивернута полая штанга 8, которая с торца заглушена, а снизу имеет часто насверленные отверстия с интервалом не более миллиметра, начиная от торца штанги и на требуемую длину отливаемой отливки. На хвоствовиках пробковых кранов 5 установлены двуплечие рычаги 9, верхние плечи которых соединены тягой 10. Внизу на рычаге входного крана имеется ролик 11, взаимодействующий с планкой 12 при перемещении тележки, а нджний рычаг выходного крана взаимодействует с упором 13 рамы. На тележке укреплен концевой пневматический переключатель 14, взаимодействующий при перемещении тележки вперед с упоро 15 на раме, К пневматическому концево, му выключателю привернут гибкий воздушный шланг 16, соединенный с регулировочным дросселем 17, соединенным с нормокамерой. Тележка возвратночюступтельное перемоцение осуществляет от привода 18 и тяговой цепи 19,
Пойая штанга (йдаг, 2) состоит из соединительной 20 и рабочей 21 частей. Соединительная часть служит для соединения рабочей части с выходным пробKOBbOvf краном.
Рабочая часть снизу имеет часто насверленнью отверстия на длину отливаемой отливки, причем, с целью упучшеу ая нанесения покрытия не торцы внутренней
части литейной формы, по краям рабочей части - по две, три отверстия с каждой стороны. Отверстия сверлят под углом к внутренним торцам литейной формы, а, с целью эффективности, полая внутрюнняя часть рабочей части должна быть больше внутренней .соединительной части.
Дроссель 17 может быть заменен штуцером с отверстием в нем 0,75 мм до одного миллиметра в зависимости от давления воздуха. Для постоянного давления в систему установлен регулятор, давления воздуха.
Установка работает следующим образом.
В бак 3 заливают краску для обеспечения работы. При поступлении формы на покраску включают привод 18 и с помошью тяговой цепи 19 тележка 2 движется вперед, В это время входной пробковый кран 5 открыт и краска поступает в нормокамеру 6 через патрубки 4, так как ролик 11 рычага 9 с помощью планки 12 удерживает этот кран открытым. Далее тележка движется вперед. Выходной пробковый кран закрыт через тягу 10,
Тележка продолжает движение вперед к штанге 8, заходит внутрь литейной формы и, недоходя до конца литейной формы, ролик 11 рычага у входного крана 5 упирается в упор 13, Так как тележка движется вперед, рьщаг поворачивает пробки кранов 9 одновременно через тягу 10, выходной кран открьшается, а входной - закрывается. Причем рычаги поворачиваются на угол 90° градусов, В момент полного открьггия выходного крана и полного закрытия входного крана пневматический концевой переключатель 14 упирается в упор 15, воздух поступает в гибкий шланг 16 и через дроссель 17 поступает в нормокамеру 6, Краска перемешается из нормокаМеры 6 через патрубок 7 и кран 5 в полую штангу 8, имеющую снизу часто насверленные отверстия на длину отливки, и через отвестия наносится на литейную форму, В это время привод для движения тележки 2 должен бьиъ отключен.
При обратном движении тележки 2 обратная последовательность, т,е. включается привод 18, через тяговую цепь 19 тележка движется назад, пневматический концевой переключатель 24 отключает воаддух. Ролик 11 рычага 9 входног крана находит на планку 12 и рычаги 9 поворачивают одновременно через тягу 10 пробки кранов 5: входного - на OTV крытие, а выходного - на закрытие. Краска снова наполняет нормокамеру для следующей формы. Угол поворота рычагов как при открьтанин, так к при закрьтании должен бьпъ одинаков 90°. Предлагаемая установка трепет незна чительного расхода воздуха и не требует дополнительного увеличения вьггажки, так как воздух при нанесении краски на литейную форму, выходит через отверстия и штанге с интенсивностью не сильнее выдыхания воздуха человеком в атмосфе- РУ. Экономический эффект от применения предлагаемой конструкции составляет 1ООО руб. на одну установку. Формула изобретения Установка для нанесения покрытий преимущественно на металлические литей- ные формы для центробежного литья, содержащая станину, бак с запорным устройством, соединенный трубопроводами с полой щтангой и запорным устройством, и тележку с механизмом ее возвратнопоступательногю перемещения, отличающаяся тем, что, с целью повышения точности дозирования краски и надежности установки в работе, она сна жена нормокамерой с запорным устройством бака и полой штанги, причем запорные устройства снабжены двуплечими рычагами, верхние плечи которых соединейы тягой, а нижние взаимодействуют с упором и планкой, установленными на раме. Источники информашга, принятые во внимание при экспертизе . 1, Авторское свидетельство СХЗСР № 719788, кл. В 22 D 13/10, 198О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий | 1978 |
|
SU719788A1 |
| Устройство для нанесения покрытий | 1981 |
|
SU1034787A1 |
| Установка для нанесения покрытий распылением на внутренюю поверхность изделий | 1976 |
|
SU654304A1 |
| Установка для обслуживания центробежных машин | 1975 |
|
SU548365A1 |
| Устройство для нанесения покрытий | 1974 |
|
SU610568A1 |
| СПОСОБ ДЛЯ ЛИТЬЯ ТРУБ ИЗ БАЗАЛЬТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2368499C1 |
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Раструбный стержень для изложницы центробежной машины | 1980 |
|
SU994108A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
у
f-fT rr.
Фиг.2
Фиг:
