Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процессов кузнечно-штамповочного производства для подачи заготовок в рабочую зону штампа.
Наиболее близким к предлагаемому по совокупности существенных признаков и достигаемому эффекту является устройство для подачи заготовок в рабочую зону штампа с верхней и нижней плитой, содержащее корпус, каретку, размещенную в нем с возможностью возвратно-поступательного перемещения в направлении подачи, узел фиксации шага подачи, выполненный в виде ряда отверстий, размещенных на одной из деталей на расстоянии щага подачи друг от друга, и подпружиненного стержня, закрепленного на другой детали с возможностью попеременного вхождения в отверстия, привод каретки 1.
Однако это устройство характеризуется недостаточной точностью щага подачи, отсутствием возможности регулирования шага- подачи, а в виду того, что требуется останавливать устройство при его загрузке заготовками, снижается производительность.
Цель изобретения - повышение производительности и точности щага подачи и обеспечение регулирования щага подачи.
Цель достигается тем, что устройство для подачи заготовок в рабочую зону щтамlia с верхней и нижней плитой, содержащее корпус, каретку, размещенную в не.м с возможностью возвратно-поступательного перемещения в направлении подачи, узел фиксации щага подачи, выполненный в виде ряда отверстий, размещенных на одной из деталей на расстоянии щага друг от друга, и подпружиненного стержня, закрепленного на другой детали с возможностью попеременного вхождения в отверстия, привод каретки, снабжено сменной планкой, установленной в каретке, ловителем, закрепленным в верхней плите штампа с возможностью расположения в одном из отверстий, узлом периодического разъединения сменной планки и каретки, выполненным в виде подпружиненного рычага, закрепленного на корпусе с возможностью качания Б вертикальной плоскости и взаимодействия со стержнем узла фиксации, и толкателя, размещенного в нижней плите с возможностью взаимодействия одним торцом с ловителем, а .другим - с рычагом, отверстия узла фиксации размещены на планке вдоль продольной оси.
С целью обеспечения регулирования шага подачи, привод выполнен в виде двуплечего рычага, имеющего продольный паз, в котором размещена ось поворота рычага, связанного одним плечом с кареткой и установленного с возможностью взаимодействия другим плечом с приводным валом обрабатываемой мащины.
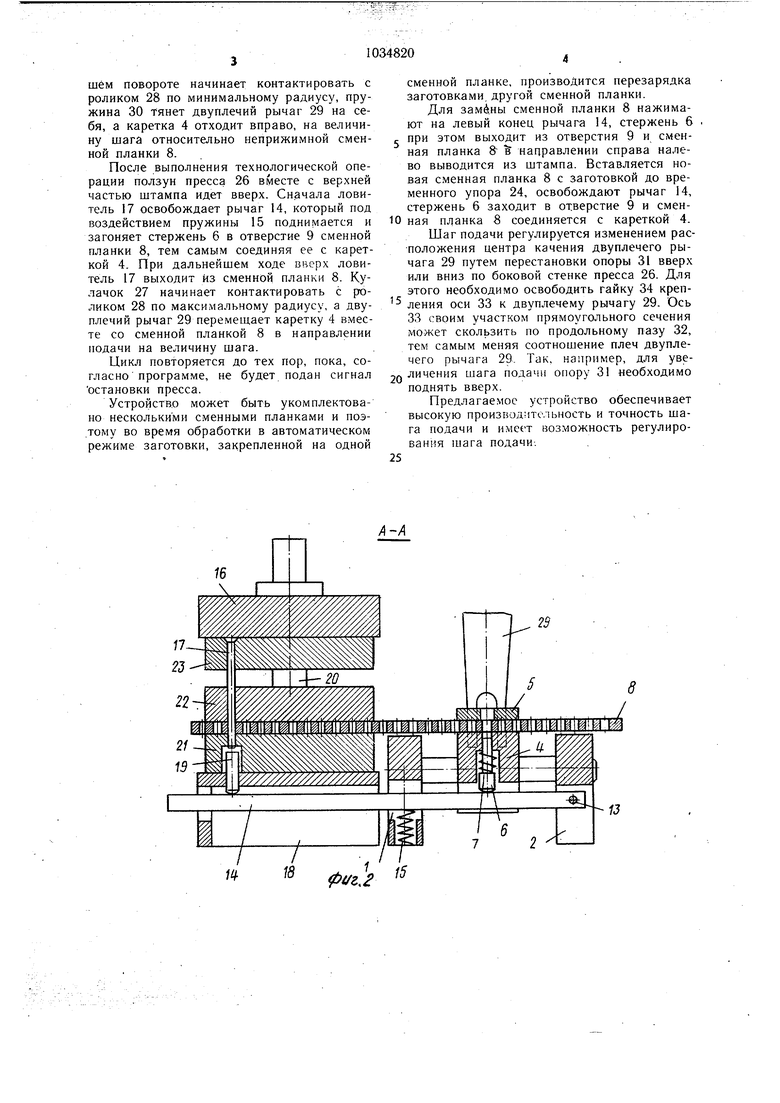
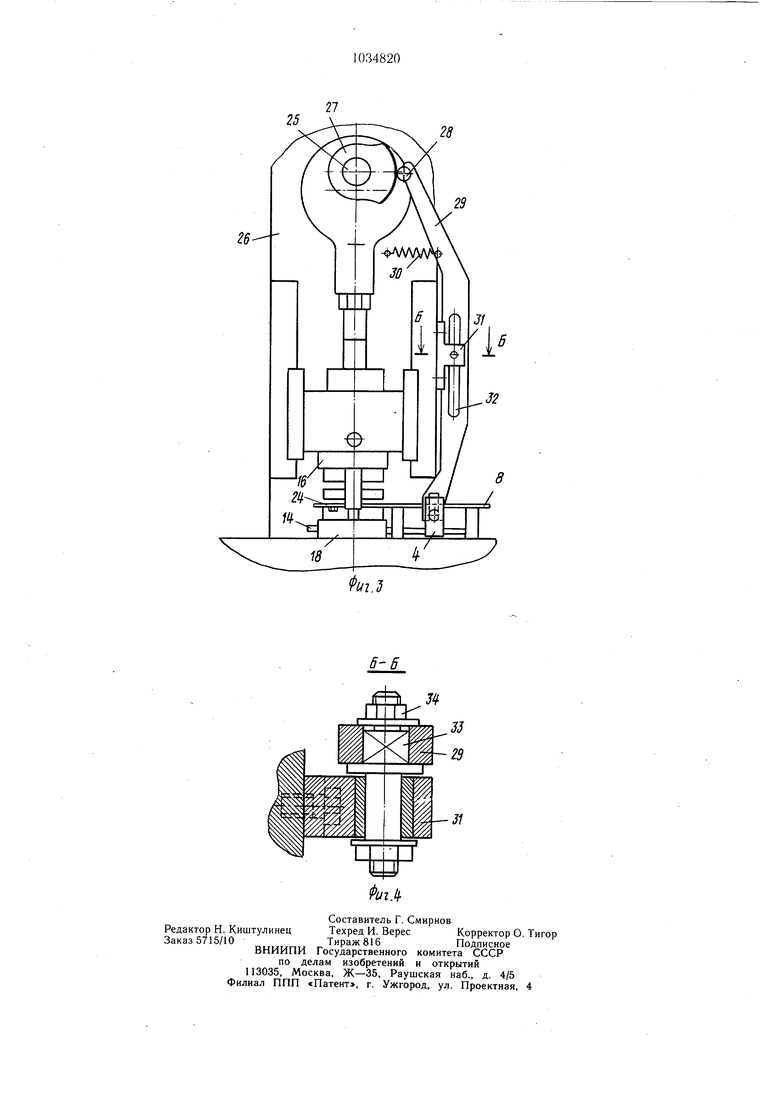
На фиг. 1 изображено устройство для подачи заготовок в рабочую зону штампа, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - установка устройства и его привода на прессе; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство содержит корпус, состоящий из передней стойки 1, задней стойки 2 и направляющих колонок 3, подвижную каретку 4 с пластиной 5, стержнем 6, пружиной 7, сменной планкой 8. На сменной планке 8 размещен ряд отверстий 9, расстояние между которыми равно щагу подачи, прижим 10 для зажима заготовки 11, ловители 12. В задней стойке 2 на оси 13 шарнирно закреплен рычаг 14, прижатый к
стержню 6 пружиной 15. В верхней плите
16штампа закреплен ловитель 17, а в нижней плите 18 щтампа размещен толкатель 19. Верхняя 16 и нижняя 18 плиты связаны колонками 20. В штампе размещены
Q-матрица 21, съемник 22, пуансонодержатель 23, временный упор 24. Цривод перемещения каретки 4 осуществляется от вала 25 пресса 26 при помощи кулачка 27, ролика 28, двуплечего рычага 29 с пружиной 30 и подвижной опорой 31. На рычаге 29 выполнен продольный паз 32. Опора 31 связана с рычагом 29 посредством оси 33 и гайки 34.
Устройство работает следующим образом.
Цри помощи прижима 10, ловителя. 12
0 к сменной планке 8 крепится заготовка 11. Затем сменная планка 8 вставляется в щтамп (справа налево) до временного упора 24 и фиксируется в подвижной каретке 4 под пластиной 5. Для этого оператор прижимает левый конец рычага 14 вниз, стержень 6
5 под действием пружины 7 утапливается к планка 8 свободно проходит под пластиной 5. Цосле фиксации сменной планки 8 временным упором 24 рычаг 14 опускается и под действием пружины 15 преодолевает сопротивление пружины 7, воздействует на стержень 6, который заходит в одно .из отверстий 9. На счетчике импульсов (не показан) устанавливается программа, т. е. заданное количество ходов пресса и пресс 26 включается в автоматический режи.м ра5 боты.
Во время рабочего хода вниз ловитель
17заходит в одно из отверстий 9, фиксируя сменную планку 8, а через толкатель 19 нажимает на рычаг 14 и опускает его вниз. При этом стержень 6 под действием
0 пружины 7 выходит из отверстия 9 и сменная планка 8 отсоединяется от подвижной каретки 4.
В начале рабочего хода кулачок 27 контактирует с роликом 28 двуплечего рычага 29 по максимальному радиусу и каретка 4
перемещается в крайнее левое положение. Цосле отсоединения сменной планки 8 от каретки 4 кулачок 27 при своем дальнейшём повороте начинает контактировать с роликом 28 по минимальному радиусу, пружина 30 тянет двуплечий рычаг 29 на себя, а каретка 4 отходит вправо, на величину шага относительно неприжимной сменной планки 8.
После выполнения технологической операции ползун пресса 26 вместе с верхней частью штампа идет вверх. Сначала ловитель 17 освобождает рычаг 14, который под воздействием пружины 15 поднимается и загоняет стержень 6 в отверстие 9 сменной планки 8, тем самым соединяя ее с кареткой 4. При дальнейшем ходе вверх ловитель 17 выходит из сменной планки 8. Кулачок 27 начинает контактировать с роликом 28 по максимальному радиусу, а двуплечий рычаг 29 перемещает каретку 4 вместе со сменной планкой 8 в направлении нодачи на величину шага.
Цикл повторяется до тех пор, пока, согласно программе, не будет подан сигнал остановки пресса.
Устройство может быть укомплектовано несколькими сменными планками и поэ.тому во время обработки в автоматическом режиме заготовки, закрепленной на одной
сменной планке, производится перезарядка заготовками,другой сменной планки.
Для замены сменной планки 8 нажимают на левый конец рычага 14, стержень б при этом выходит из отверстия 9 и сменная планка 8 направлении справа налево выводится из штампа. Вставляется новая сменная планка 8 с заготовкой до временного упора 24, освобождают рычаг 14, стержень 6 заходит в отверстие 9 и сменная планка 8 соединяется с кареткой 4. Шаг подачи регулируется изменением расположения центра качения двуплечего рычага 29 путем перестановки опоры 31 вверх или вниз по боковой стенке пресса 26. Для этого необходимо освободить гайку 34 крепления оси 33 к двуплечему рычагу 29. Ось 33 своим участком прямоугольного сечения может скользить по продольному пазу 32, тем самым меняя соотношение плеч двуплечего рычага 29. Так, например, для увеличения шага подачи опору 3 необходимо поднять вверх.
Предлагаемое устройство обеспечивает высокую производптольность и точность шага подачи и имеет возможность регулирования шага подачи-.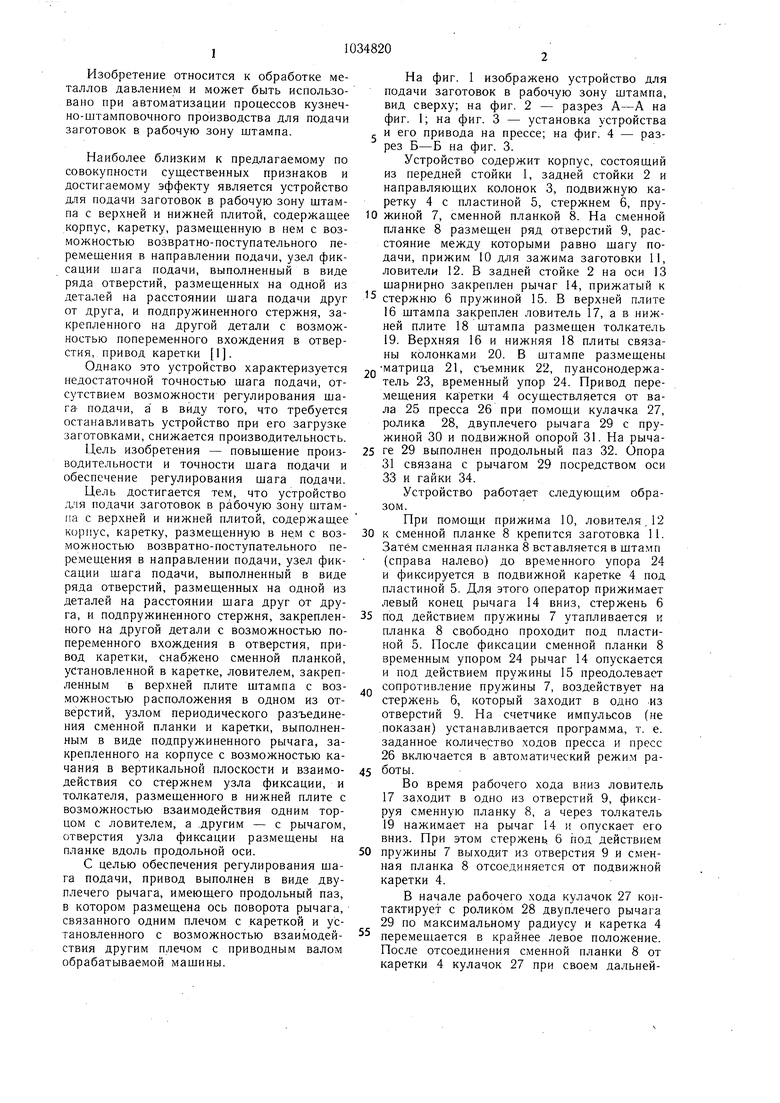
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для подачи полосовогои лЕНТОчНОгО МАТЕРиАлА B РАбОчуюзОНу шТАМпА | 1979 |
|
SU845999A1 |
| Устройство к штампу для подачи длинномерных заготовок | 1982 |
|
SU1080906A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство для вырубки заготовок из плоского материала | 1980 |
|
SU889228A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1139547A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ШТАМПА с верхней и нижней плитой, содержащее корпус, каретку, размещенную в нем с возможностью возвратно-поступательного перемещения в направлении подачи, узел фиксации шага подачи, выполненный в виде ряда отверстий, раз.мещенных на одной из деталей на расстоянии шага подачи друг от друга, и подпружиненного стержня, закрепленного на другой детали с возможностью попеременного вхождения в отверстия, привод каретки, отличающееся тем, что, с целью повышения производительности и точности шага подачи, оно снабжено сменной планкой, установленной в каретке, ловителем, закрепленным в верхней плите штампа с возможностью расположения в одном из отверстий, узлом периодического разъединения сменной планки и каретки, выполненным в виде подпружиненного рычага, закрепленного на корпусе с возможностью качания в вертикальной плоскости и взаимодействия со стержнем узла фиксации, и толкателя, размешенного в нижней плите с возможностью взаимодействия одним концом с ловителем, а другим - с рычагом, отверстия узла фиксации размещены на планке вдоль продольной оси. 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения регулирования шаа га подачи, привод выполнен в виде двупле(О чего рычага, имеющего продольный паз, в (Л котором размещена ось поворота рычага, связанного одним плечом с кареткой и установленного с возможностью взаимодействия другим плечом с приводным валом обрабатывающей машины. со 4 00 ю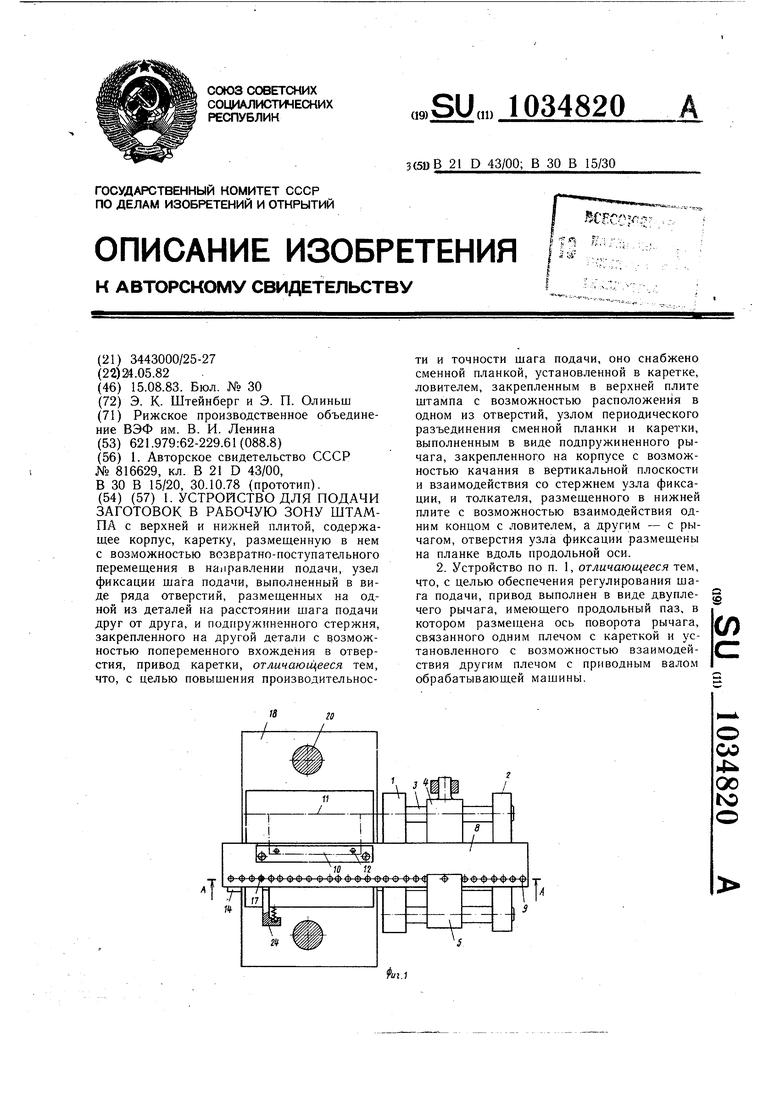
pffz,2
)-/1
23
13
26
28
23
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи материалаВ РАбОчую зОНу шТАМпА | 1978 |
|
SU816629A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
