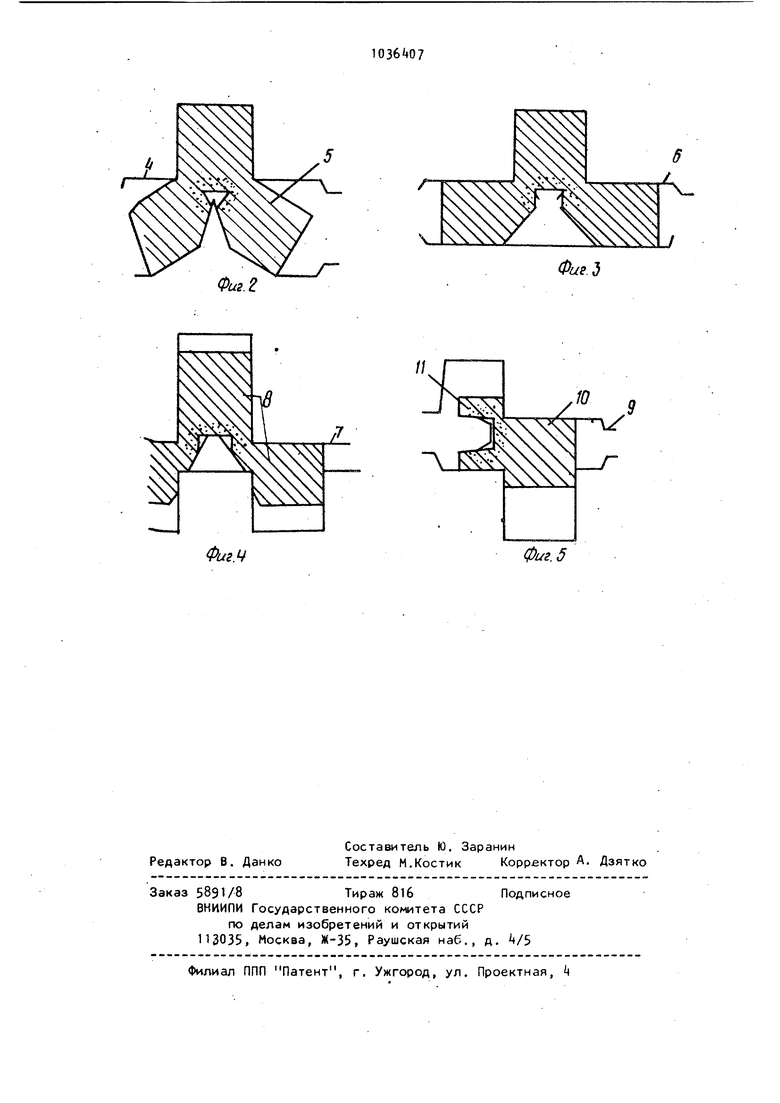
Изобретение относится к металлур гии, а именно к производству заготовок на прокатных станах из непрерывнолитых слитков. По основному авт. св. № 80б1б8 из вестей способ получения 3arotoBOK, еключаюии й отливку комплектного слит ка, его прокатку с формированием тав рового профиля и отделение лучей дру от друга и от центральной части. Комплектный слиток имеет в попере ном сечении звездчатую форму, по мен шей мере с тремя лучами, симметрично расположенными относительно его цент ральной пр.одольной оси и с основанием луча в зоне его сочленения с др гими лучами, равным 0,72-2,3 длины грани луча, а вторым основанием равным 0,5-1,0 длины грани лу-ча 1 . Недостатком известного способа яв ляется сложность процесса отделения лучей ввиду значительной толщины перемычки между ними. Цель изобретения - упрощение процесса отделения лучей. Указанная цель достигается тем, что в центральной части комплектного слитка при его отливке формируют отверстие треугольной формы с длиной стороны, равной 0,3-0,6 длины грани луча. На фиг, 1 показан отливаемый слиток, поперечное сечение; на фиг. 2-5 схема разделения слитка. Комплектный слиток, имеющий лучи 1, центральную часть 2 с отверстием 3, отливают на машине непрерывного литья заготовок (МНЛЗ), после чего его разрезают на мерные длины и прокатывают по схеме,показанной на фиг. 2-5. Формирование отверстия 3 осуществляется любым известным спо собом, например вставляя стержень вдоль продольной оси кристаллизатора При отливке комплектного слитка на МНЛЗ образование корки затвердевшего металла в кристаллизаторе происходит как со стороны стенок, так и со сторо ны вставленного стержня. Диквационная зона при этом стягивается к центру сечения слитка, так как теплоотвод в этом месте значительно меньше, чем от стенок кристаллизатора. В результате этого ликвационная зона располагается симметрично в середине комплектного слитка, не выходя в луми. При длине стороны стержня менее 0,30 длины грани луча стержень может потерять устойчивость геометрической формы,и , что самое главное, отверс тие с такими размерами не позволит упростить процесс прокатки-разделения . При раз-мерах стороны более 0,6 длины грани луча появляется возможность выхода ликвационной зоны в лучи . 1осле прокатки в разрезаном калибре (фиг.2) комплектный слиток 5 разгибается а тавровый профиль в калибре 6 (фиг.З), затем в разделяющем калибре 7 производится одновременное отделение двух лучей 8 (фиг.), а в калибре 9 - отделение оставшегося луча 10 от сердцевины 11 (фиг.5). Благодаря наличию 8 слитке треугольного отверстия со стороной, равной 0,,6 длины грани луча, прокатка сокращается в калибре на один проход по сравнению с разрезкой комплектного слитка без отверстия и на один проход 8 калибре 6 при разгибке в тавровый профиль за счет меньшей -толщины перемычек, соедин яЮ1цих отделяемые лучи. В результате этого снижается число проходов при прокатке-разделении комплектных слитков, а следовательно, повышается темп прокатки и производительность стана. Пример .На МНЛЗ электроста леплавильного цеха отливают комплектные слитки трехлучевой формы с размерами каждого луча в поперечном сечении ЗОх&О мм и отверстием треугольной формы с размерами стороны 28 мм (0,35 стороны слитка). Отверстие в комплектном слитке получают путем установки в кристаллизаторе стержня. Комплектную отливку разрезают на мерные длины по k м. Далее слитки отправляют в обжимной цех, где их нагревают и производят прокатку-разделение на стане 950 по схеме 950, представленной на фиг. 2-5, за 9 пропусков, В разрезном калибре дают обжатие 25 мм, в разгибающем калибре за два пропуска производят разгибку в тавр с обжатием в каждом пропуске 20 мм. За два пропуска производят отделение двух лучей со смещением на 27 мм в каждом пропуске и за четыре пропуска отделяют третий луч от сердцевины с ликвационной зоной.
Фш
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки | 1979 |
|
SU804012A1 |
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| Способ производства заготовок | 1978 |
|
SU806172A1 |
| Способ производства сортовых заготовок | 1977 |
|
SU735337A1 |
| Способ изготовления поковок | 1980 |
|
SU854534A1 |
| Способ производства заготовок | 1978 |
|
SU806169A1 |
| Способ производства заготовок | 1977 |
|
SU735336A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| Способ производства заготовок | 1978 |
|
SU806168A1 |

ФигМ
фиг. 5
