СО
15 77
со
;о 00
N)
Ф.2
в рабочей зоне черновой инструментальной головки 10 торцовыми фрезами, при этом стружка с инструментов 12 попадает на левый стружкоотражатель 14, которьй вращается вместе со шпинделем станка с помощью приводной шестерни. В стружкоотражателе 14 стружка подхватывается стружкоудаляющими пластинами 16 и под действием центробежных сил выбрасывается стружкоудаляю- пластинами из стружкоотражателя и рабочей зоны инструментальной головки 10. При этом угол наклона стру- жкоудаляющих пластин стружкоотражателя выбирается таким образом, чтобы направление выброса стружки не пересекало габариты наружной части инструментальной головки, которые ограничены размерами R и В,. Поток стружки под воздействием стружкоотражателя 14 и стружкоудаляющих пластин 16 направлен через рабочее пространство инструментальной головки и при своем движении контактирует с инструментами, в результате чего последние дополнительно очищаются от налипшей стружки, что создает дополнительный эффект по снижению интенсивности адгезионного износа торцовых фрез. Аналогично работает и стружкоотражатель 15 со стружкоудаляющими пластинами 17. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для бесцентровой обработки заготовок валов | 1980 |
|
SU1036472A1 |
| Способ обработки тел вращения торцовыми фрезами | 1980 |
|
SU904919A1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Станок для токарной обработки | 1984 |
|
SU1192904A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Инструмент с автоматической сменой режущих пластин для станков с горизонтальным шпинделем | 1988 |
|
SU1634393A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
Изобретение относится к области механической обработки, а именно к станкам для бесцентровой обработки валов. Целью изобретения является повышение надежности работы станка путем улучшения отвода стружки из камер ,резания. Заготовка 18 обрабатывается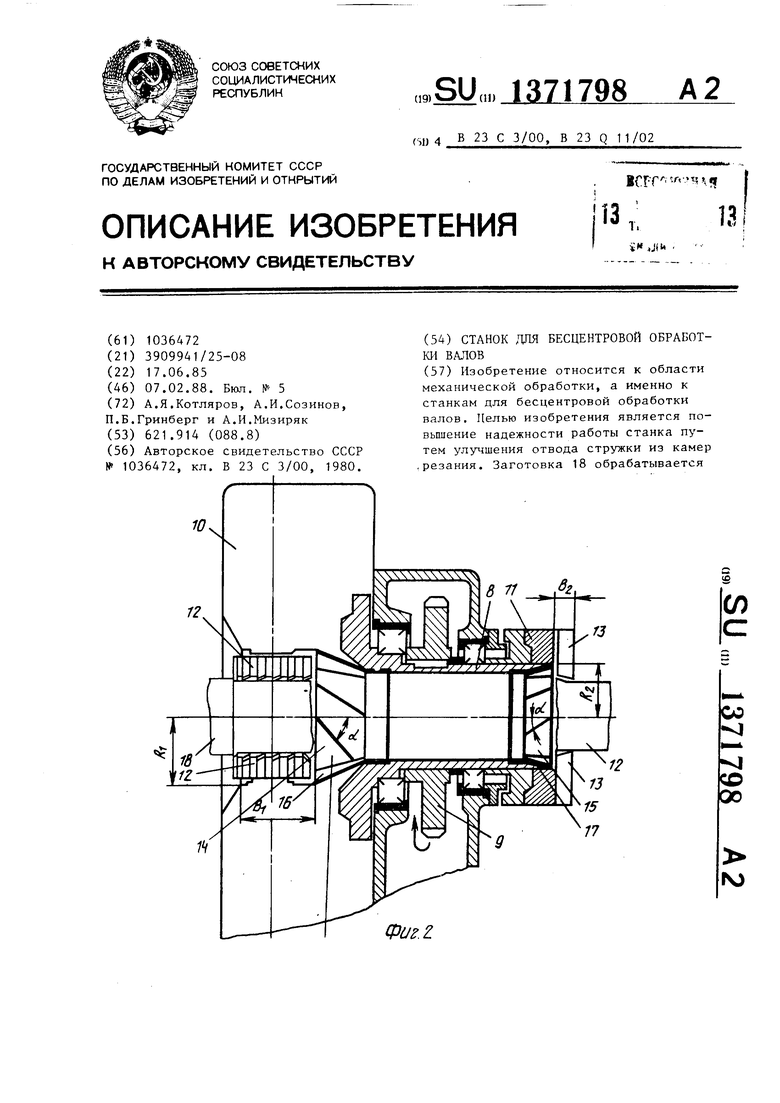
1
Изобретение относится к механической обработке и является усовершенствованием изобретения по основному авт.св. № 1036472.
Целью изобретения является повыше- ние надежности работы станка путем улучшения отвода стружки из камер резания.
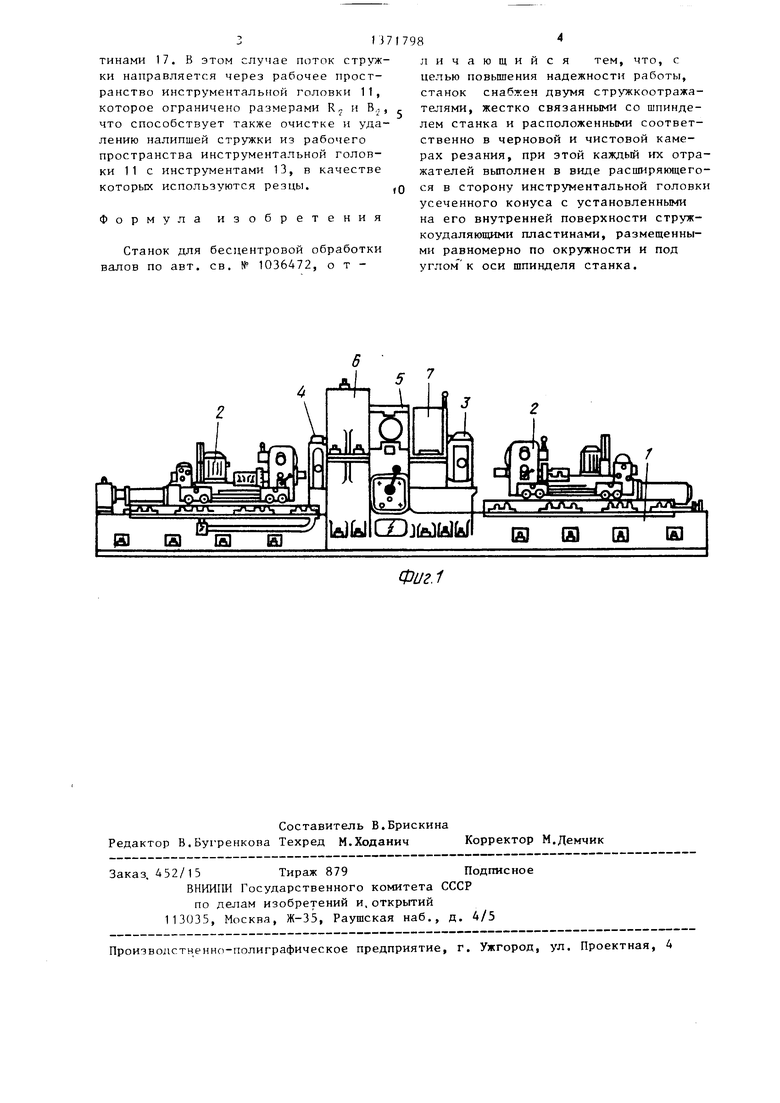
На фиг.1 приведен станок, общий вид; на фиг.2 - шпиндельная бабка станка, разрез.
Станок состоит из станины 1 с установленными на ней подающими механизмами 2, центрирующими устройствами 3 и 4, шпиндельной бабки 5, черновой 6 и чистовой 7 камер резания.
В корпусе шпиндельной бабки установлен шпиндель 8 с приводной шестерней 9, который связан с инструмен- тальными головками 10 и 11 с инструментами 12 и 13.
Шпиндель снабжен двумя коническими стружкоотражателями 14 и 15, жестко связанными со шпинделем станка и расположенными соответственно в черновой и чистовой камерах резания. Каждый из отражателей выполнен в виде расширяющегося в сторону инструментальной головки усеченного конуса с установ- ленными на его внутренней поверхности стружкоудаляющими пластинами 16 и 17, размещенными равномерно по окружности под углом i к оси.
Станок работае т следую цим образом.
Заготовка 18 обрабатывается в рабочей зоне черновой инструментальной головки 10 торцовыми фрезами, при этом стружка с инструментов 12 попадает на левый стружкоотражатель 14, которьй вращается вместе со шпинделем станка с помощью приводной шестерни. В стружкоотражателе 14 стружка подхватывается стружкоудаляющими пластинами 16 и под действием центробежных сил выбрасывается стружкоудаляющими пластинами из стружкоотражателя и рабочей зоны инструментальной головки 10. При этом угол наклона стружкоудаляющих пластин стружкоотражателя выбирается таким, что направление выброса стружки не пересекает габариты наружной части инструментальной головки, которые ограничены размерами R и В. Таким образом, поток стружки под воздействием стружкоотражателя 14 и стружкоудаляю1цих пластин 16 направлен через рабочее пространство инструментальной головки и при своем движении контактирует с инструментами, в результате чего последние дополнительно очищаются от налипшей стружки, что создает дополнительный эффект по снижению интенсивности адгезионного износа торцовых фрез.
Аналогично работает и стружкоотражатель 15 со стружкоудаляющими пластинами 17. В этом случае поток стружки направляется через рабочее пространство инструментальной головки 11, которое ограничено размерами R и В,,, что способствует также очистке и удалению налипшей стружки из рабочего пространства инструментальной головки 1 1 с инструментами 13, в качестве которых используются резцы.
Формула изобретения
Станок для бесцентровой обработки валов по авт. св. № 1036472, о т
личающийся тем, что, с целью повьшения надежности работы, станок снабжен двумя стружкоотража- телями, жестко связанными со шпинделем станка и расположенными соответственно в черновой и чистовой камерах резания, при этой каждый ifx отражателей выполнен в виде расширяющегося в сторону инструментальной головки усеченного конуса с установленными на его внутренней поверхности струж- коудаляющими пластинами, размещенными равномерно по окружности и под оси шпинделя станка.
Фиг.1
| Станок для бесцентровой обработки заготовок валов | 1980 |
|
SU1036472A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
