Применение изотермического отжига для горячей стали непосредственно после ковки известно: его осуа1еСТВЛЯЮТ при ПОМОН, СОЛЛМЫХ
ванн, что не отвечает услорл ям массового производства.
Особенностью иред/шггсмого устройства для пзотермнчес-к;)1С) ( поковок нетосредстзепно после горячей пгтампоЕКИ является прп:,:еиег;ие коробчатого кожуха, футерозаваого огнеупорной кладкой, HarpeaaeMcii до температуры изотер лического распада аустеннта и снаб {он1К)го бесконечпой транспортерной ленто: для перемещения горячих поко::ок зпутри кожуха. Кожух устапавлиЕаетсг: на выходе поковок с обрсзпого пресса и во время перемещения горя-nix поковок траиспортериой .leuToii внутри кожуха температура ноковок снижается до температуры изоте)ГЛпчоского распада aycTeinria, с посюду: щи.м ох,1а кде1п-1ем их по В лходе нз кожуха. Такое вьнюлнснпс устрс: |ства обесиечпваст. юзмо ь1ость не то.тько отказаться от применяемого специального нагрева д.тя no): ianiзации поковок, но и меха1 из; ровать некоторые операции кузнечной и термическо обпаботкп.
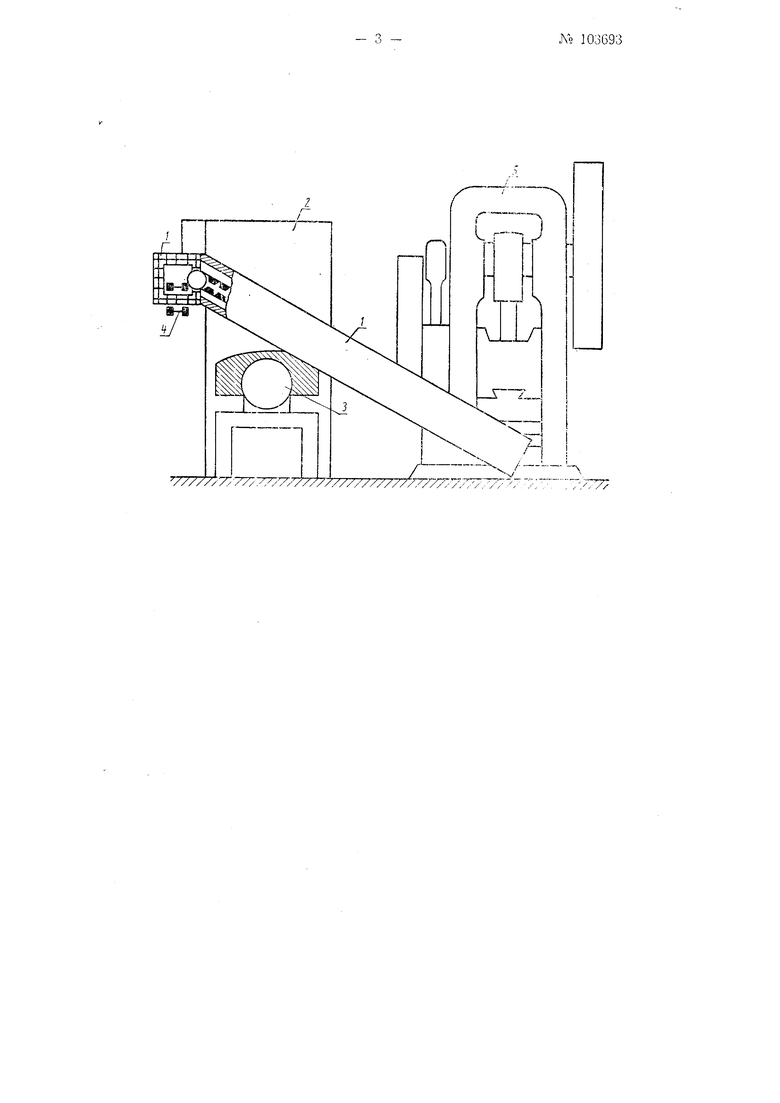
Па чертеже дана схема, иллюстриру:ош.ая работу предлагаемого устpoiicTsa.
Тех1:с: лсгнчески1 процесс горячей пггампозкн поковок проходит по еледу:оном-, н, 1) заготовка иася в 1е;л до температуры .250 . 2) нагретая заготовка я на мо.тот, где она щтам3) отштампованная поковка .ercn iia пресс, хоторы обрезает заусениц, 4) обрезанная поковка, н ;е:он; : Te:s:nepaTypy в пределах 1П50--95и сбрасывается со стола сГ;р|.з::ого i:pccca д-тя подачи в тару.
Продлагаелюе устройство, представлн1о;исе собой коробчаты /, футероза;н1ый изнутри огиемпорным кнрпнчом, расположено пара ле.ты:о нагревательной печи 2 с тoлкaтeтe 3. Отходяни1е печные газы нагреватетьно печн, имеющие Tc: ;;iepaT py .i() 1000 . направля 01ся 1; К( / и нагревают сю ч.шдку до те: нературы нзотерм ческого распада аустенита, в CI:K -IHC: I до 600-800
Инрев кладки кожуха / может пропЗ одпться так/: е газовыми горел :а.:.п( и.тн электронагревательныМ1 элс лснта п.
BiivTjJH коробчатого кожуха / проходит бесконечная транспортерная лента 4 нз жароупорных зве1Ноев, одна ветвь которой проходит кожуха /, а другая снаружи, что создает благоприятные услоння ох.таждення ленты на возд}хе.
Горловина коробч:пч)го 1:рясседнняотся еклизом к столу обрезного пресса 5 таким образол;, чтобы горячке нокоакн после обрезкн заусенца сбрасывались по одной штуке на движущуюся транспортерную ленту « которая перемещает зти поковки внутри кожуха до выходного отверстия. Перемещаяеь внутри нагретого колхуха, поковки снижают свою температуру до температуры изотермического распада аустенита (600-700) и приобретают однородную перлито-ферритовую структуру с одновременным снижением твердостн.
Выходя из коробчатого кожуха, поковки попадают в тару или на транспортер. При выходе из кожуха покозки охлаждаются или на воздухе в таре, или в воде; такое быстрое охлаждение металла, нронсходяи1ее в облаетн субкритическнх темпераП р е д м е т и з о б р е т е и и я
I. Устройство Д1н изотермического поковок непосредстаенно носле горячей шта.мг1овкн, о т .т н ч а юИ1 е е с я тем, что о:-ю выпо.шено в виде установленного ка выходе нековок с обрг31- сго пресса ко1}обчатого кожуха, футерованного огнеупорной кладкой, пагревае.мой до темпергпуры изотермического распада аусгеннта, и снабжен1юго бесконечной транспортерной лентой д,1я перемо нен.ия горячих поковок внутри , с целью сгтження их те лнератутур, не отра/ ается па ст) и твердости поковок.
Отходящие )1е газы, проходя через коробчатый кожух, нагревают и, теряя св;;н запае тегпа, выводятся через вертикальную вытяжную трубу, устаповленн}то в конце кожухр, } i5)irpy3O4iio -(j отверстия. В от,е1Ы;ых С:1учаях, д,:я уско.сния дви( ОТХОДЯН1ИХ неч1:ых 1аз:лз через , .может 6jjTb ноетавлеп снец.чальнык вытяжной всити.лято).
Такн.м образо.м, участок горячей щталшовки поковок может быть меха изирован с созданием поточной линии по схе.ме: нагрев заготовки в печи с толкателем; выдача заготовки из печи на транспортер, которвн подает ее к штаг .гповочгтому .молоту или прессу; штамповка поковки и ебрасыванке ее на транспортер, который подает поковку к обрезному нрессу 5; горячая обрезка заусенца и сбрасывание поковки на транспортерную ленту 4 коробчатого кожуха / для изотер.мического распада аустенита. По выходе из коробчатого кожуха поковки надают и;н-1 непосредстБс.т.но в тару или на транснортер для nf,vui4H 1ЮКОВОК в тару.
рь Л.О температурь; нзотермнческого рас|1ада аустенита. с носледуюнлим ох тялчтенкем ноковок но нх вьгхол.е нз ;;(;жуха.
2. Форма вынолненнл устройства ;;:) н. 1, о т ,1 и ч а ю а я с я тем, чтч) бееконечная трамс 1ортерная . ента раеположена в коробчатом ко:-.чухе тачнм образом, Ч:-о одна ее ветвь
нпохсдит внутри кожуха, а Д1)угаяснару/кн, с ее охла/кдення ьа воздухе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изотермического отжига поковок непосредственно после горячей штамповки | 1958 |
|
SU115369A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Способ горячей штамповки поковок и автоматическая линия для его осуществления | 1989 |
|
SU1733168A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Способ термической обработки крупных поковок | 1984 |
|
SU1382861A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |