Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям горячей объемной штамповки.
Цель изобретения - повьшение производительности и надежности.
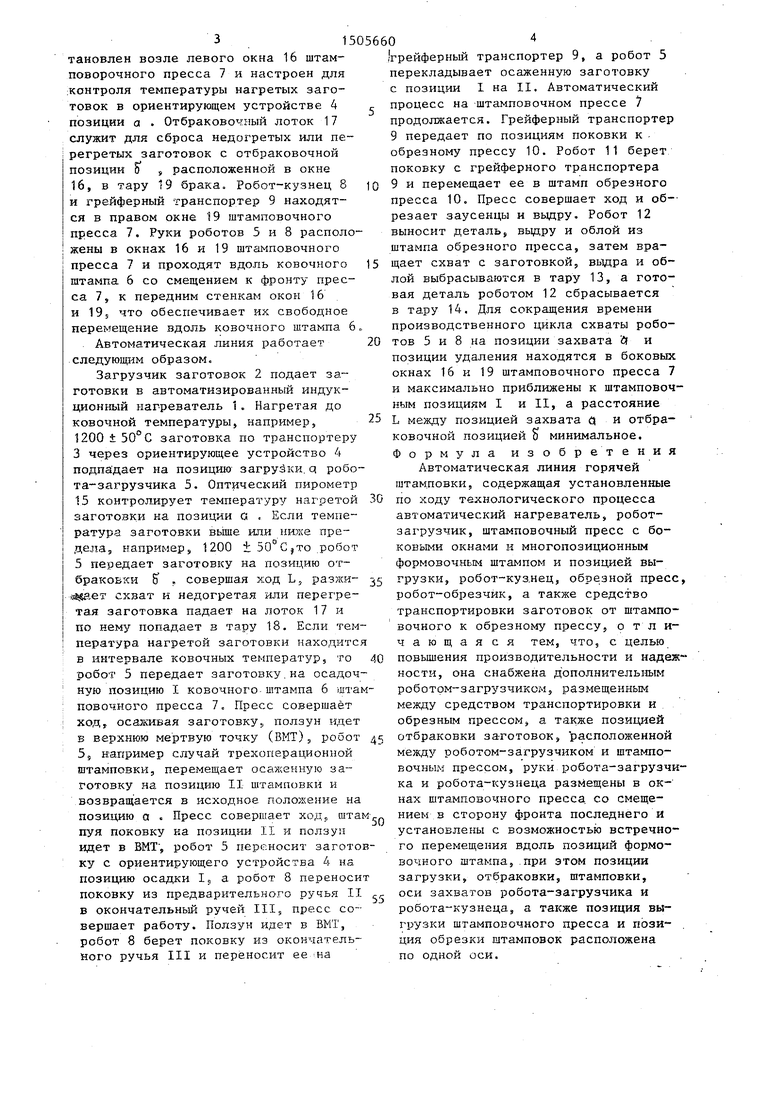
На фиг. 1 представлена автоматическая линия,- план; на фиг. 2 - схема отбраковки недогретой или перегретой заготовки.
Автоматическая линия горячей штамповки состоит из последовательно установленных по ходу технологического процесса автоматизированного индукционного нагревателя 1 с загрузчиком 2 заготовок, транспортера 3 с ориентирующим устройством 4 для передачи заготовок посредством роботазагрузчика 5 в ковочные штампы 6 штамповочного пресса 7. Робот-кузнец 8 служит для перекладки поковки ковочных штампов 6 на грейферный транспортер 9, который передает поковки в строго ориентированном положении к обрезном прессу 10. Робот-обрезчик 11 установлен по фронту обрезного пресса и переносит поковки с грейферного транспортера 9 в штамп обрезного пресса 10, а робот-разгрузчик 12, расположенный сбоку обрезного пресса 10, выносит обрезную деталь, облой . и вьщру из штампа обрезного пресса 10.
Выдра и облой выбрасываются роботом-разгрузчиком 12 в тару 13, а готовые детали роботом 12 удаляются в тару 14. Оптический пирометр 15 ус
тановлен возле левого окна 16 штам- поворочного пресса 7 и настроен для :кантроля температуры нагретых заготовок в ориентирующем устройстве 4 позиции а . Отбраковочный лоток 17 служит для сброса недогретых или перегретых заготовок с отбраковочной позиции 5 расположенной в окне 16, в тару 19 брака. Робот-кузнец 8 и грейферный транспортер 9 находятся в правом окне 19 штамповочного пресса 7. Руки роботов 5 и 8 расположены в окнах 16 и 19 штамповочного пресса 7 и проходят вдоль ковочного штампа 6 со смещением к фронту пресса 7, к передним стенкам окон 16 и 19, что обеспечивает их свободное перемещение вдоль ковочного штампа 6
. Автоматическая линия работает следующим образом.
Загрузчик заготовок 2 подает заготовки в автоматизированный индукционный нагреватель 1. Нагретая до ковочной температуры, например, 1200 ± 50°С заготовка по транспортеру 3 через ориентирующее устройство 4 подпадает на позицию загрузки, q робота-загрузчика 5. Оптический пирометр 15 контролирует температуру нагретой заготовки на позиции о . Если температура заготовки выше или ниже предела, например, 1200 ± 50°С,то робот 5 передает заготовку на позицию отбраковки б , совершая ход L, разжи- «SjSi.eT схват и недогретая или перегретая заготовка падает на лоток 17 и по нему попадает в тару 18, Если температура нагретой заготовки находитс в интервале ковочных температур, то робот 5 передает заготовку.на осадочную позицию I ковочного штампа 6 штаповочного пресса 7. Пресс совершает ход, осаживая заготовку., ползун идет в верхнюю мертвую точку (ВМТ), робот 5, например случай трехоперационной штамповки, перемещает осаженную заготовку на позицию II штамповки и возвращается в исходное положение на позицию а . Пресс совершает ход,, шта пул поковку на позиции II и ползун идет в ВМТ , робот 5 переносит заготоку с ориентирующего устройства 4 на позицию осадки 1, а робот 8 переноси поковку из предварительного ручья II в окончательный ручей III, пресс совершает работу. Ползун идет в ВМТ, робот 8 берет поковку из окончательного ручья III и переносит ее на
5
0
0 5 0 5,, 5
, грейферный транспортер 9, а робот 5 перекладывает осаженную заготовку с позиции I на II. Автоматический процесс на штамповочном прессе 7 продолжается. Грейферный транспортер 9 передает по позициям поковки к - обрезному прессу 10. Робот 11 берет поковку с грейферного транспортера 9 и перемещает ее в штамп обрезного пресса 10. Пресс совершает ход и об-- резает заусенцы и выдру. Робот 12 выносит деталь, выдру и облой из штампа обрезного пресса, затем вра щает схват с заготовкой, выдра и облой выбрасываются в тару 13, а готовая деталь роботом 12 сбрасывается в тару 14. Для сокращения времени производственного цикла схваты роботов 5 и 8 на позиции захвата г и позиции удаления находятся в боковых окнах 16 и 19 штамповочного пресса 7 и максимально приближены к штамповочным позициям I и II, а расстояние L между позицией захвата d и отбраковочной позицией S минимальное. Формула изобр е т е н и я
Автоматическая линия горячей штам.повки, содержащая установленные по ходу технологического процесса автоматический нагреватель, робот- загрузчик, штамповочный пресс с боковыми окнами н многопозиционным формовочным штампом и позицией выгрузки, робот-куз.нец, обрезной пресс, робот-обрезчик, а также средство транспортировки заготовок от штамповочного к обрезному прессу, о т л и- чающая ся тем, что, с целью повьш1ения производительности и надежности, она снабжена дополнителы-1ым роботом-загрузчиком, размещенным между средством транспортировки и , обрезным прессом, а также позицией отбраковки за-готовок, расположенной между роботом-загрузчиком и штамповочным прессом, руки робота-загрузчика и робота-кузнеца размещены в ок- нах штамповочного пресса, со смещением в сторону фронта последнего и установлены с возможностью встречного перемещения вдоль позиций формовочного штампа,.при этом позиции загрузки, отбраковки, штамповки, оси захватов робота-загрузчика и робота-кузнеца, а также позиция выгрузки штамповочного пресса и позиция обрезки штамповок расположена по одной оси.
18
16
If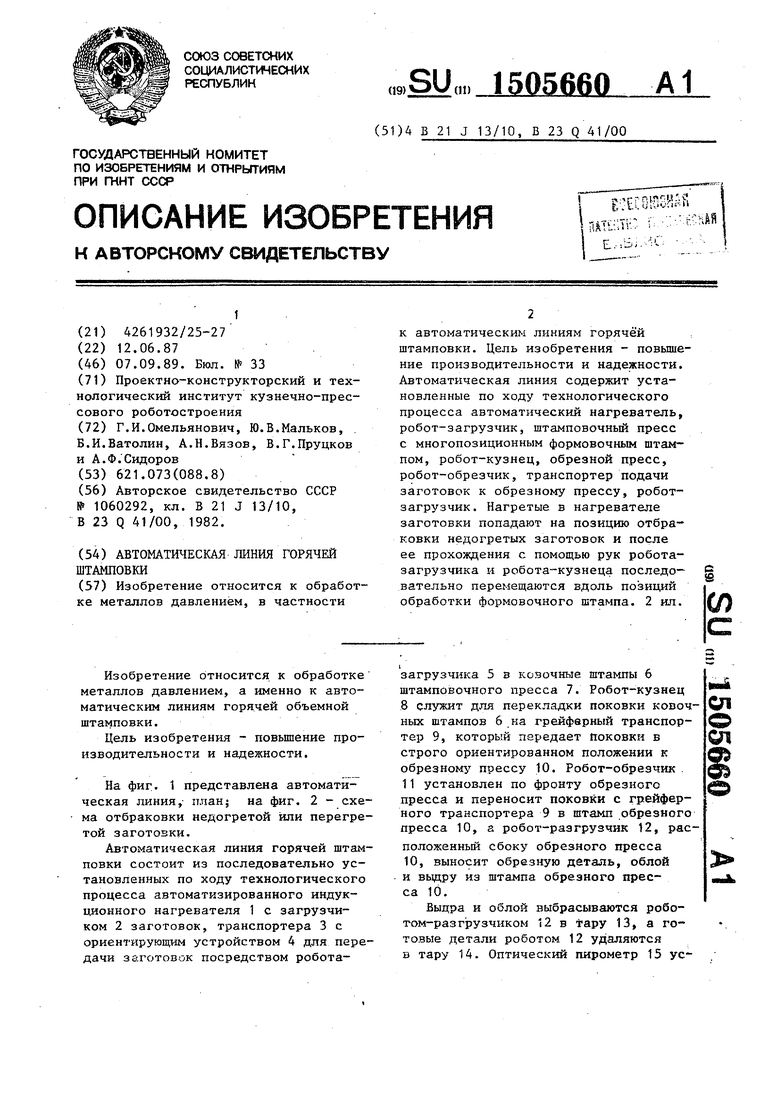
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |

Изобретение относится к обработке металлов давлением , в частности, к автоматическим линиям горячей штамповки. Цель изобретения - повышение производительности и надежности. Автоматическая линия содержит установленные по ходу технологического процесса автоматический нагреватель, робот-загрузчик, штамповочный пресс с многопозиционным формовочным штампом, робот-кузнец, обрезной пресс, робот-обрезчик, транспортер подачи заготовок к обрезному прессу, робот-загрузчик. Нагретые в нагревателе заготовки попадают на позицию отбраковки недогретых заготовок и после ее прохождения с помощью рук робота-загрузчика и робота- кузнеца последовательно перемещаются вдоль позиций обработки формовочного штампа. 2 ил.
Раг.г
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
