3 4
X
7 i4 15 16
Ю
00 С5
о:
Put.l
19 20
Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям для горячей штамповки.
Известна линия горячей штамповки, содержаш;ая автоматический нагреватель, штамповочный и -обрезной прессы, а также два робота, расположенные справа и слева от штамповочного пресса. Оси роботов,ру.чьбв штампов, проходяш,ие через боковые окна штамповочного и обрезного прессов, а также ось нагревателя расположены на одной линии 1.
При такой компановке линии для штамповки поковок и обрезки облоя требуются два пресса и два промышленных робота. Все это увеличивает капитальные затраты на создание линии.
Наиболее близкой к изобретению по технической сушности и достигаемому результату является автоматическая линия горячей штамповки, содержащая установленные по ходу технологического пресса автоматический нагреватель, транспортер, штамповочный пресс, а также установленные по фронту и справа от штамповочного пресса, промышленные роботы 2.
Недостатком линии является отсутствие возможности выполнять на ней гибочнозаготовительные операции, что снижает ее технологические возможности. Кроме того, установка заготовки в штамп для предварительной штамповки и перекладка по позициям шта.мповки и обрезки одним роботом, расположенным с фронтальной стороны пресса, увеличивает цикл, а следовательно, снижает производительность штамповки.
Целью изобретения является расширение номенклатуры получаемых изделий и повышение производительности линии.
Указанная цель достигается тем, что автоматическая линия горячей штамповки, содержащая установленные по ходу технологического процесса автоматический нагреватель, транспортер, штамповочный пресс, а также установленные по фронту и справа от штамповочного пресса промышленные роботы, снабжена устройством гибки заготовок, установленным в боковом окне пресса, и дополнительным роботом, установленным слева от штамповочнго пресса, ось руки которого расположена параллельно продольной оси устройства гибки заготовок, а ось руки робота, расположенного справа от штамповочного пресса, совмещена с осью линии.
Установка гибочного устройства позволяет выполнять заготовительные операции в боковом окне пресса. Расположение руки левого робота параллельно продольной оси гибочного устройства дает возможность достигнуть минимального времени на перенос заготовки из гибочного устройства в предварительный ручей.
На фиг. 1 изображена автоматическая линия горячей штамповки, Bifa в плане; на
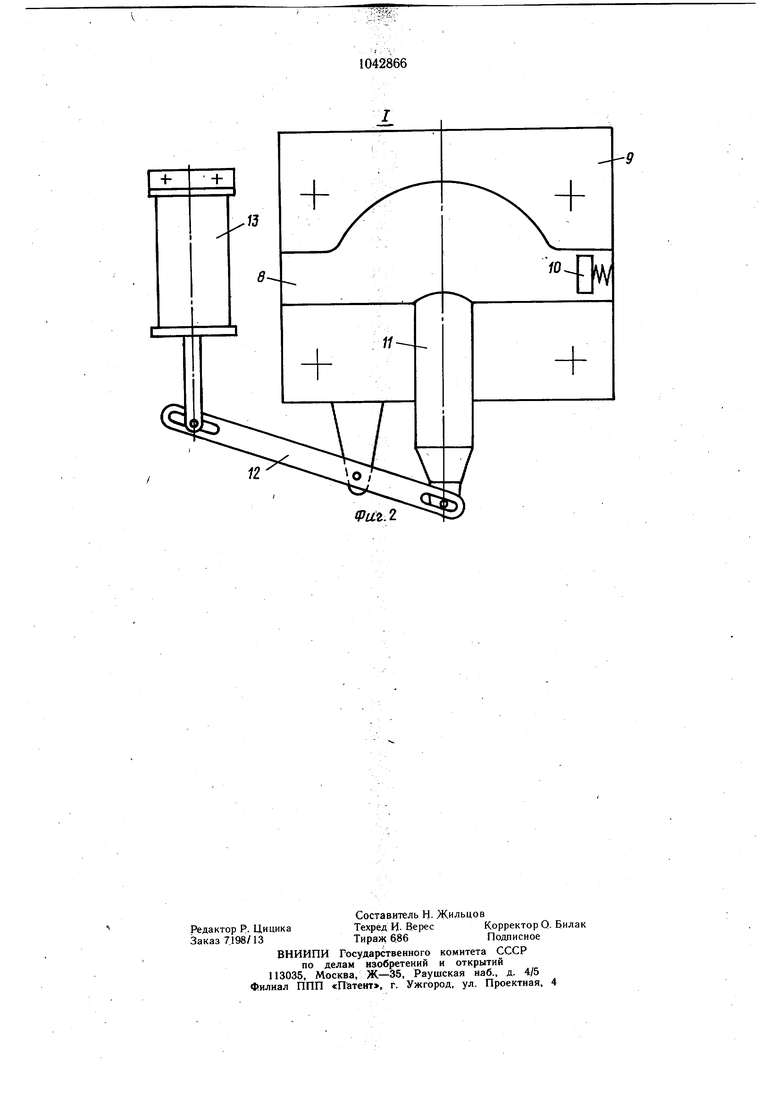
фиг. 2 - узел I на фиг. 1 (гибочное устройство).
Автоматическая линия горячей штамповки состоит из последовательно установленных по ходу технологического процесса aBTOMatH4ecKoro загрузчика 1 заготовок, нагревателя 2 с подающими роликами 3, транспортера 4 для передачи нагретой заготовки к штамповочному прессу 5, промышленного робота 6, гибочного устройства 7, установленного в окне пресса 5 и состоящего
0 из корпуса 8, в котором горизонтально установлены матрица 9, подпружиненный упор 10, пуансон 11, связанный посредством ры. чага 12 с пневмоцилиндром 13. На щтамповочном прессе 5 установлены ковочные 14 и 15 и обрезной 16 штампы, по фронту и
5 справа пресса расположены робот-кузнец 17 и робот-обрезчик 18. Поковка по лотку 19 скатывается в тару 20, а облой удаляется в тару 21:
Линия работает следующим образом. Заготовки из загрузчика 1 поступают в
нагреватель 2 и по роликам 3 скатываются на транспортер 4. Нагретая заготовка по транспортеру 4 подается в гибочное устройство 7, ложится в корпус 8 до поДпружиненного упора 10. Включается пневмоцилиндр 13, который посредством рычага 12 перемещает пуансон 11, который изгибает заготовку в матрице 9. Схват руки робота 6 берет заготовку, поворачивает ее на 90° в горизонтальной плоскости и передает на ручей предварительного штампа 14, совершается
0 ход пресса, заготовку берет робот-кузнец 17 и укладывает ее в ручей окончательного штампа 15. Предварительная, окончательная штамповка, а также обрезка осуществляются за один ход пресса, облой робот 18 .сбрасывает в тару 21, а поковка по лотку 19
скатывается в тару 20.
Описанная автоматическая линия по сравнению с известной позволяет расширить номенклатуру штампуемых поковок и обладает высокой производительностью.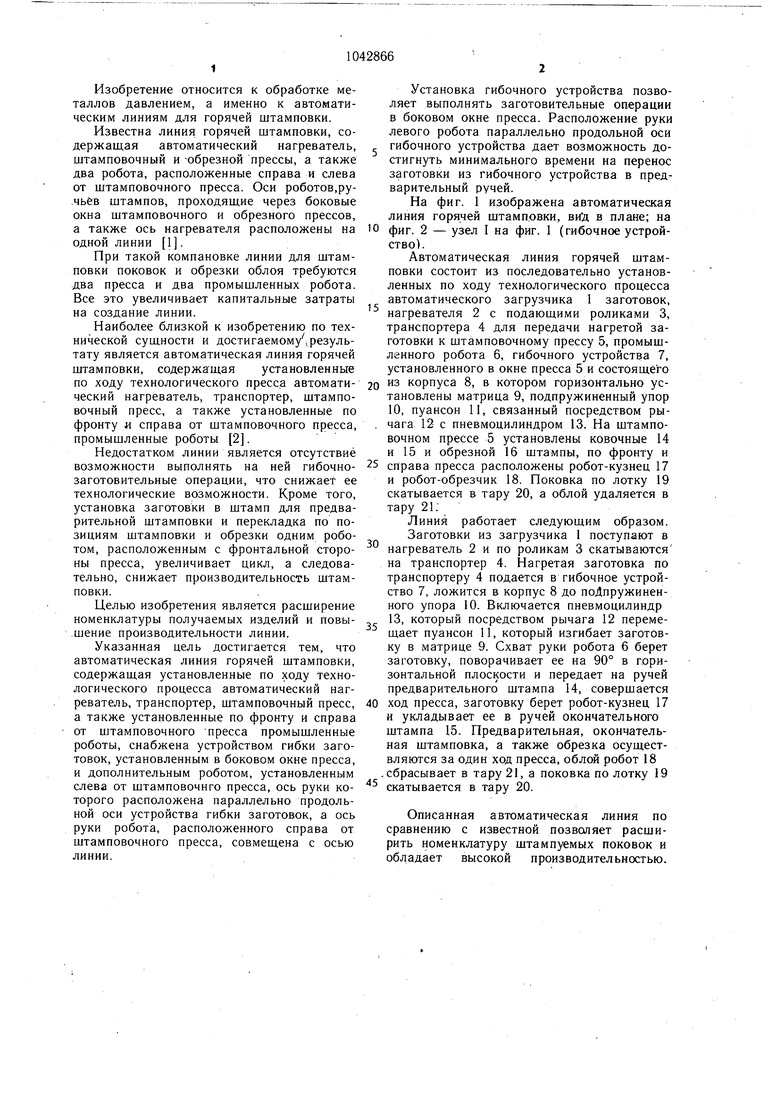
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU925511A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ, содержащая установленные по ходу технологического процесса автоматический нагреватель, транспортер, штамповочный пресс, а также установленные по фронту и справа от штамповочного пресса промышленные роботы, отличающаяся тем, что, с целью расширения номенклатуры получаемых изделий и повышения производительности, она снабжена устройством гибки заготовки, установленным в боковом окне пресса, и дополнительным роботом, установленным слева от штамповочного пресса, ось руки которого расположена параллельно продольной оси устройства гибки заготовок, а ось руки робота, расположенного справа от штамповочного пресса, совмещена с осью линии. i (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
