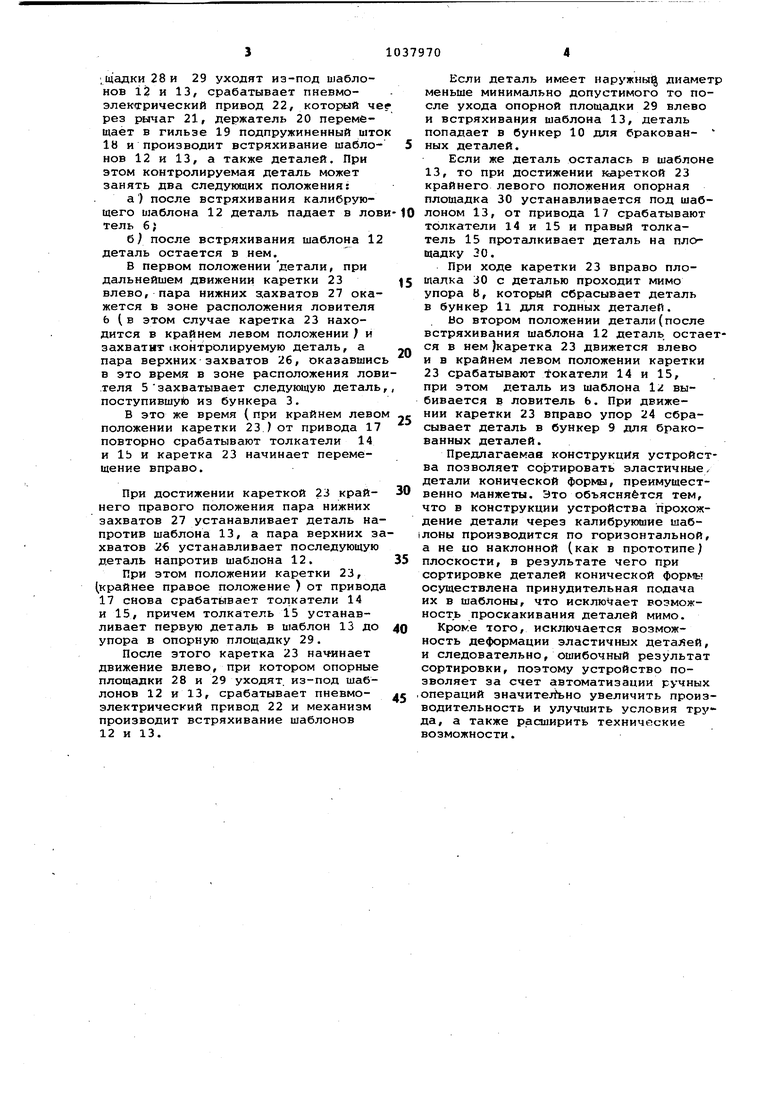
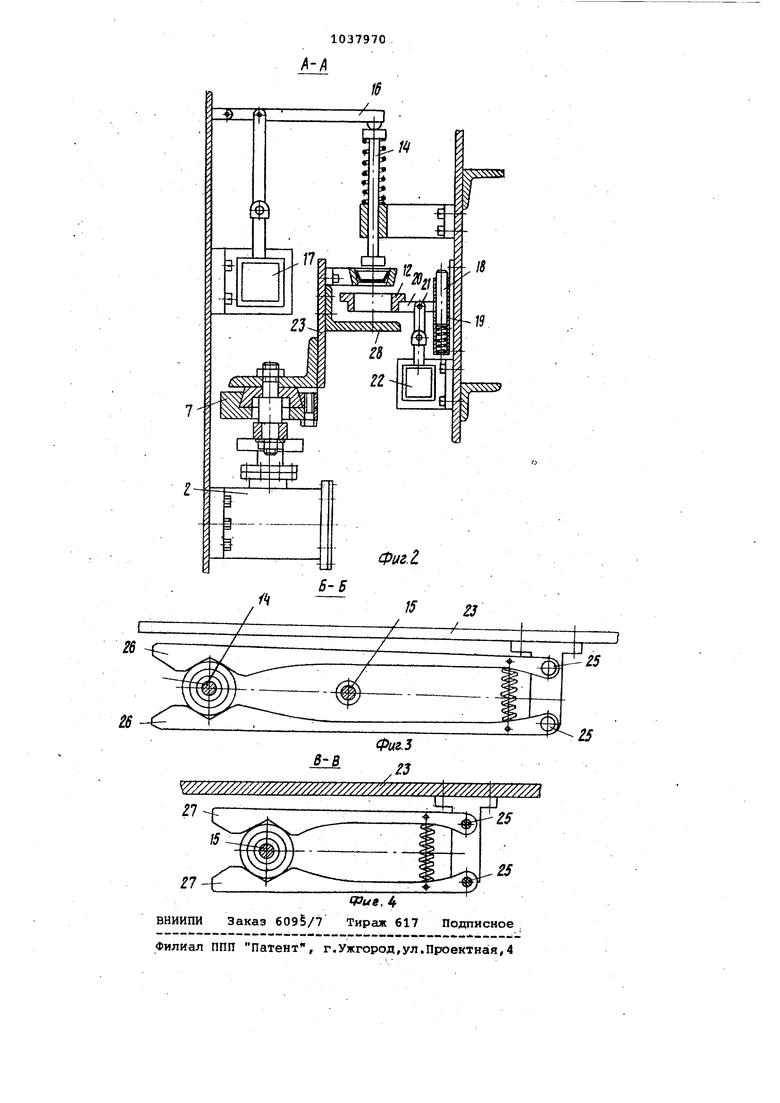
Изобретение относится к машиностроению, в частности к оборудованию для контроля наружных диаметров преимущественно эластичных манжет, на заводах резино-техничес {их изделий . Известно устройство для сортировки деталей, содержащее смонтированные на раме направляющие, размещенную на них каретку, позиции для измерения наружного диаметра детали и узел сортировки l. Недостатком данного устройства является то, что его производительность ограничена. Наиболее близким к предлагаемому является устройство для .сортировки деталей по наружному диаметру, содержащее смонтированные на раме меха низм поштучной выдачи, ловители, на; правляющие, установленную в направляющих с возможностью возвратно-поступательного перемещения приводную каретку, позиции для измерения наруж ного диаметра детали с толкателями и узел сортировки, имеющий бункеры годных и бракованных деталей 2. Недостатком известного устройства является то, что технические возможности его ограничены. Цель изобретения - повышение производительности и расширение технических возможностей. Указанная цель достигается тем, что устройство для сортировки детале по наружному диаметру, преимуществен но эластичных конических манжет, содержащее смонтированные «а раме меха низм поштучной выдачи, ловители, направляющие, установленную в направля ющих с возможностью возвратно-поступ тельного перемещения приводную каретку позиции для измерения наружного диаметра детали с толкателями и узел сортировки, имеющий бункеры .годных и бракованных деталей, снабжено приводными механизмами встряхивания деталей, каждый из которых состоит из закрепленной на раме гиль зы, размещенного в ней подпружиненно го штока с держателем калибрующего шаблона, и рычага, шарнирно связанно го одним концом с держателем, а другим - с приводом, на каретке смонтировано средство для переноса деталей из ловителей на позиции для измерени наружного диаметра детали, выполненное в виде спаренных подпружиненных захватов и опорных площадок, размещенных на разныг уровнях по высоте каретки, и установлены упоры для сброса деталей в соответствующие бункеры. Кроме того, толкатели позиций дл измерения наружного диаметра детали выполнены разной длины. На фиг. 1 изображено устройство общий виг.; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 1. Устройство для сортировки деталей по наружному диаметру состоит из несущей рамы 1, связанной с шатуннсркривоишпным механизмом 2. На несущей раме 1 расположены бункер 3 с механизмом 4 поштучной выдачи деталей, ловители 5 и 6, направляющая 7, упор 8, предназначенный для сбрасывания годных дета лей, бункеры 9 и 10 для бракованных деталей и бункер 11 для годных дета.лей. Устройство содержит также два последовательно установленнвх калибрующих шаблона 12 и 13, над которыми расположены два толкателя 14 и 15, связанные посредством рычага 16 с приводом 17. С шаблонами 12 и 13соединены соответствующие механизмы встряхивания деталей, каждый из которых включает в себя подпружиненный шток 18, расположенный в гильзе 19, который через держатель 20 и рычаг 21 связан с пневмоэлектрическим приводом 22. На направляющей 7 расположена подвижная приводная каретка 23, совершающая возвратно-поступательное перемещение от шатунно кривошипного механизма.2. / На каретке 23 неподвижно закреплен упор 24, предназначенный для сбрасывания бракованных деталей, а на осях 25 в двух параллельных плоскостях укреплены попарно четыре подпружиненных между собой верхних 26 и нижних 27 захвата. Под захватами 26 и 27 параллельно им установлены опорные площадки 2830, укрепленные на разных уровнях по высоте на каретке 23. Устройство работает следующим образом. Детали, поступающие из бункера 3, проходят через механизм 4 поштучной подачи, работающий синхронно с перемещением каретки 23, и одна яе таль поступает в ловитель 5. При движении каретки 23 вправо деталь извлекается из ловителя 5 верхними захватами 26 и при достижении кареткой крайнего правого положения деталь устанавливается против кпибрующего шаблона 12, имеющего максимально допустимый размер по диаметру. В этом положении каретки 23 от привода 17 одновременно срабатывают толкатели 14 и 15 нулевый толкатель 14устанавливает деталь в калибрующий шаблон 12 до упора в площадку 28. В это время срабатывает механизм 4 поштучной выдачи, пропуская следующую деталь в ловитель 5. Затем каретка 23 начинает движение влево, при котором опорные пло,щадки28и 29 уходят из-под шаблонов 12 и 13, срабатывает пневмоэлектрический привод 22, который че рез рычаг 21, держатель 20 перемещает в гильзе 19 подпружиненный шток 1В и производит встряхивание шаблонов 12 и 13, а также деталей. При этом контролируемая деталь может занять два следующих положения:
а ) после встряхивания калибрующего шаблона 12 деталь падает в лови тель 6;
б после встряхивания шаблона 12 деталь остается в нем.
В первом положении детали, при дальнейшем движении каретки 23 влево, пара нижних з;ахватов 27 окажется в зоне расположения ловителя 6 (в этом случае каретка 23 находится в крайнем левом положении ) и захватит 1контролируемую деталь, а пара верхних захватов 26, оказавшись в это время в зоне расположения лови.теля 5захватывает следукяцую деталь, поступившую из бункера 3.
В это же время { при крайнем левом положении каретки 23 ) от привода 17 повторно срабатывают толкатели 14 и 1Ь и каретка 23 начинает перемещение вправо.
При достижении кареткой 23 крайнего правого положения пара нижних захватов 27 устанавливает деталь напротив шаблона 13, а пара верхних захватов 2€ устанавливает последующую деталь напротив шаблона 12.
При этом положении каретки 23, (крайнее правое положение ) от привода 17 снова срабатывает толкатели 14 и 15, причем толкатель 15 устанавливает первую деталь в шаблон 13 до упора в опорную площадку 29.
После этого каретка 23 на инает движение влево, при котором опорные площадки 28 и 29 уходят, из-под шаблонов 12 и 13, срабатывает пневмоэлектрический привод 22 и механизм производит встряхивание шаблонов 12 и 13.
Если деталь имеет наружны диамет меньше минимально допустимого то после ухода опорной площадки 29 влево и встряхиван|1я шаблона 13, деталь попадает в бункер 10 для бракованных деталей.
Если же деталь осталась в шаблоне 13, то при достижении кареткой 23 крайнего левого положения опорная площадка 30 устанавливается под шаблоном 13, от привода 17 срабатывают толкатели 14 и 15 и правый толкатель 15 проталкивает деталь на площадку 30.
При ходе каретки 23 вправо площалка 30 с деталью проходит мимо упора В, который сбрасывает деталь в бункер 11 для годных деталей.
Во втором положении детали(после встряхивания шаблона 12 деталь остаеся в нем )каретка 23 движется влево и в крайнем левом положении каретки 23 срабатывают токатели 14 и 15, при этом деталь из шаблона 1г выбивается в ловитель Ь. При движении каретки 23 вправо упор 24 сбрасывает деталь в бункер 9 для бракованных деталей.
Предлагаемаа конструкция устройства позволяет сортировать эластичные/ детали конической формы, преимущественно манжеты. Это объясняется тем, что в конструкции устройства прохождение детали через калибруюшие шаб1лоны производится по горизонтальной, а не UO наклонной (как в прототипе плоскости, в результате чего при сортировке деталей конической формьт осуществлена принудительная подача их в шаблоны, что исключает возможност.ь проскакивания деталей мимо. Кроке того, исключается возможность деформации эластичных деталей, и следовательно, ошибочный результат сортировки, поэтому устройство позволяет за счет автоматизации ручных .операций 3Ha4HTejtbHo увеличить производительность и улучшить условия труда, а также расширить технические возможности.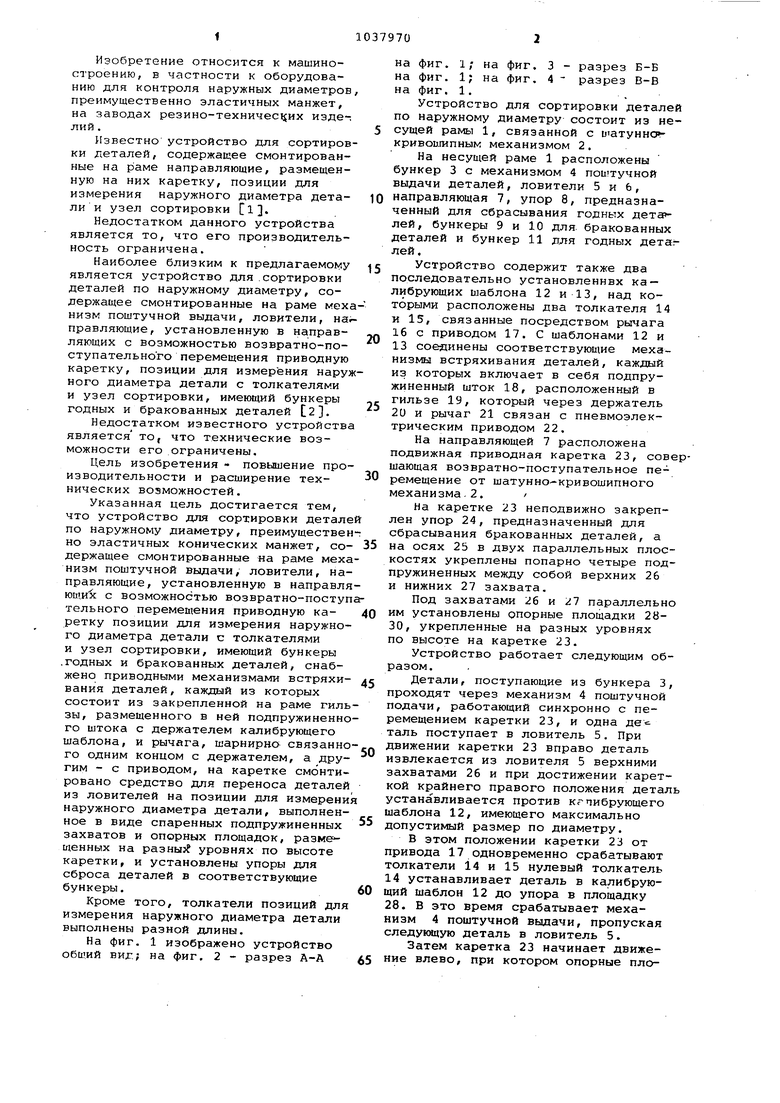
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ ТИПА ДИСКОВ | 1991 |
|
RU2029301C1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Линия для разбраковки длинномерных трубок | 1982 |
|
SU1117088A1 |
| Автомат для сортировки деталей | 1985 |
|
SU1294391A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Устройство для сортировки дискообразных деталей | 1984 |
|
SU1266576A1 |
| УСТРОЙСТВО ДЛЯ КЛИМАТИЧЕСКИХ ИСПЫТАНИЙ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1991 |
|
RU2042295C1 |
1. УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ ПО НАРУЖНОМУ ДИАМЕТРУ преимущественно эластичных коническ манжет, содержащее смонтированные н раме механизм поштучной выдачи, ловители , направляющие, установленную направляющих с возможностью возврат нся поступательного перемещения при водную каретку, позиции для измерения наружного диаметра детали с толкателями и узел сортировки, имеющий бункеры годных и бракованных деталей, отличающееся тем, что, с целью повышения производительности и расширения технических возможностей, оно снабжено приводными механизмами встряхивания деталей, каждый из которых состоит из закрепленной на раме гильзы, размещённого в ней подпружиненного штока с держателем калибрующего шаблона, и рычага, шарнирно связанного одним концом с держателем а другим - с приводом, на каретке смонтировано средство для переноса деталей из ловителей на позиции для измерения наружного диаметра дете1ли, выполненное в виде спаренных подпружиненных захватов и опорных площадок, размещенных на разных уровнях по высоте каретки, и установлены упоры для сброса деталей в соответствующие -бункеры, 2. Устройство по п. 1, о г л и- 3 ч а ю щ е е с и тем, что толкатели позиций для измерения наружного диаметра детали выполнены разной длины, J
