Извссшы Г1ресс()ормы для нзсотовлении печных пзраацон методом полусухого прессопапия, состоящие из оОоммы, входя1де1Ч) в нее прсссуюшого tryniicoFia н выталюшающего ,чиe поддона, к кото|)ых ni)iiMeiifiia (ая матрица, иередаюпи1я давление с боков на прессуемое изде.тпе.
f 1рессформа, согласно HacTosinieму н:и)б1)етени1о, отличается от пзпестных тем, чгч) в ее матрпце -;aiiauKa, KOTOJKUI нрп Г1 ессова11ии, дс()орми()уясь, образует полости, имеющие румпы изразца, а при спятип давления принпмает 11 1еж1П(ио форму, иозво,тяюи1у1о свободно пзвлечь |1умгП)1 огирессованного изразца из матрицы. Так, напрплер, для изгсповлеиия Из|)азцов, имеющих румну каплевидпогч) сече1 пя, стопки канавки вертикальны, а дно-закруглено с BiiyTpeiiiieii стороны.
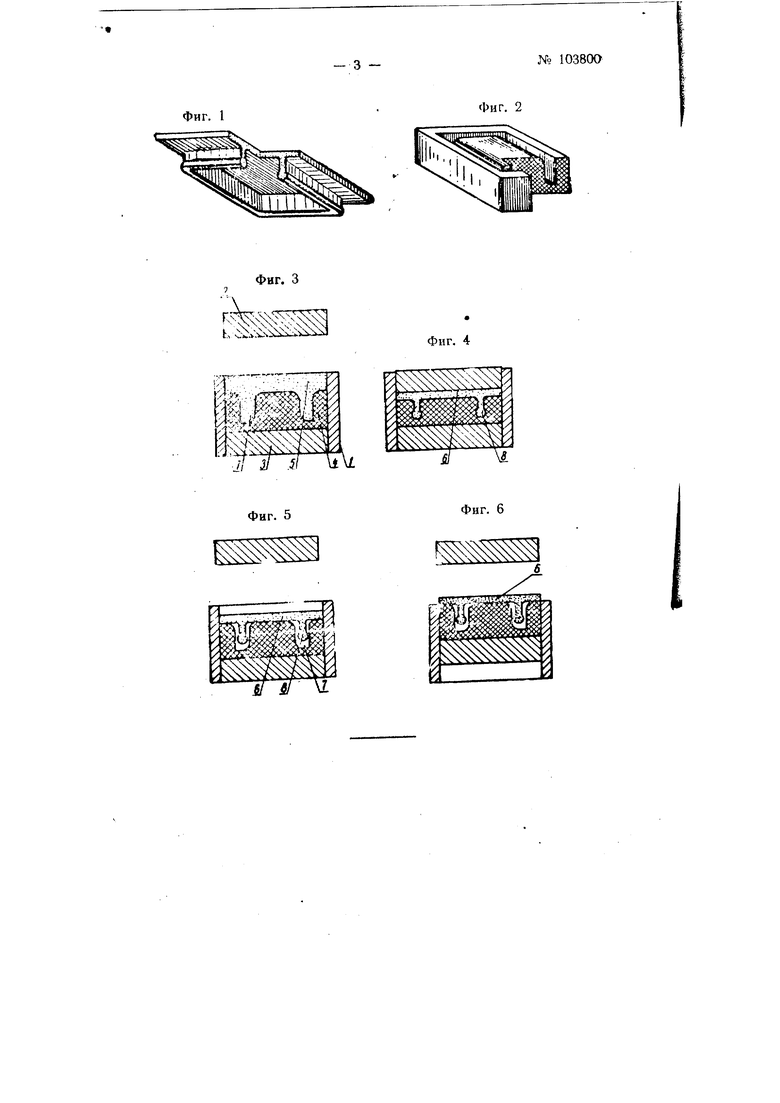
На фиг. I показан печной изразец с BHpe3ahnH)iM углом; иа фиг. 2- резиновая матрица с канавкой, также с вырезаииым углом; иа фиг. 3- -6 показаны различные фазы процесса прессования, причем на фиг. 3 изображеиа прессформа, засыпанная порошком; иа фиг. 4 показан момент формовки изразца; Fia фиг. Г) - но.чожснпе, которое принимает матрица и изразец после снятия дав.мепия; на фиг. fi- -момент ныталкиваиня изразца из нрессформы.
Здесь / обозначает обойму ирессформы, 2-пуансон, . под.чон, 4 - матрицу, которая отдельно показана иа cjini. 2, 5 поронюк, Л , изразец, который отд . показан на (|)нг-. 1.
Поропюк Г засыпается в прессформу, с()стоян1,ую из с;боймы /, поддоиа /J Ti |)ези;|ово(1 маг|)ицы /. Посредством пуансона 2 иороиюк 5 прессуется. Вырезы () 7 резиновой матрицы 4 рассчитаны так, что при деформации резины нод действием при.юженногч) давления опи принимают в сеченпп ,каплевидную форму (фиг. 4), формуя румиу 1 изразца 6 Поаме сиятия давления канавки матрицы 7 принимают тгрежиюю (|)орму (фиг. 5), и готовый изразец 6 (фиг. 6) свободпо выталкивается из прессформы.
Согласно настоящему изобретению, получение румпы печных изразцов обеспечивается без применения сложпых разбориых форм, что позволяет автоматизировать производство печных изразцов методом полусухого прессования.
11 ) о л м о т и 3 о б р t т е II и я Проссформа для н.-и-отов.меиия печi.x изралцо методом iio.iycyxoro есг.онакия, сосгоящая из , одящего Т нее npcccyioinero иуаиla и выта. кипаю1це1Ч) изделие ддоиа, в KOTOpoii применена резипая матрица, передагогдая давлее с боков на пр(чсуемое 11зде.пие, л и ч а И) 1U а я с я тем, что, с. пъю избежания применения сложных разборнЕлх Г1|)есс(к)рм д.гя упрощения производс: г.а печных изразцов, в матрице сделана канавка, которая при прессовании, деформируясь, образует полости, имеющие форму румпы изразца, а при снятии давления принимает прежнюю форму, позволяющую свободно извлечь румпы отпрессованного изразца из матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для изготовления подошв сандалий и т.п. | 1940 |
|
SU60020A1 |
| Прессформа для пластических масс | 1937 |
|
SU53902A1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Пресформа для изготовления брикетов при получении кварцевого стекла | 1978 |
|
SU776995A1 |
| Пресс полусухого двухстороннего прессования | 1952 |
|
SU101030A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Пресс-форма для прессования изделий из порошка | 1978 |
|
SU728997A1 |
| Автоматический кулачково-эксцентриковый пресс для изготовления твердосплавных волок | 1951 |
|
SU95614A1 |