(А
С Изобрегешю относится к обработке метаптюв oaBnemieM, а именно к способа ковки поковок на рааиапьно-ковочных машинах. Известен.способ ковки поковок круг пого сечения, вктпочаюший деформирование заготовки в нескопько проходов по схеме круг-квадрат-круг при продольном перемещении и вращении заготовки вокру оси С1|. Известный способ упучщает проработк структууы металла по сечению заготовки по сравнению с ковкой по схеме крут круг, но недостатком ковки по схеме круг-квадрар-круг является более низкая производительность ее, чем по схеме круг-круг. Это вызвано тем, что при осуществлении ковки по известному спосо бу производят два последовательных прохода (а именно: круг-квадрат и квадра круг), в которых интенсивность вытяжки в продольном направлении мала, так как в обоих случаях деформация в поперечном направлении достигает значительных величин. Кроме того, переход с квадратного сечения поковки на круглое осуществляется после дополнительного прохода, в котором производится забивка углов квад рата. Цель изобретения - повышение производительности процесса ковки. Поставленная цель достигается тем, что согласно способу ковки поковок круг лого сечения, включающему деформирование заготовки в несколько проходов по схеме круг-квадрат-круг при продольном перемещении и вращении заготовки вокру оси, вращение заготовки производят в каждом проходе периодически через равные промежутки времени, а обжат.ие заготовки осуществляют при продольном ее перемещении без вращения. На фиг. 1 показано осуществление способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. При таком способе ковки заготовка в каждом проходе многократно изменяет форму поперечного сечения в очаге деформации с круга на квадрат и затем снова на круг. Происходит это следующим образом. 3aix TOBKa, зажатая в головках манипутгягора 1 и 2, по мере поступления в калибрующую часть бойков 3 проходит две стадии деформирования (фиг.1). Деформироваиие без вращения заготовки при продольной подаче ее происходит в зове 1 калибрующей части бойков (вторая пара бойков, лежащая в плоскости, перпендикулярной чертежу, не показана). В зоне П деформирование осуществляется при продольной подаче и вращении заготовки. Стрелкой указано направление продольной подачи заготовки в данном проходе. Разделение калибрующей части бойков длиной 8 к на зоны 1 и П сделано на чертеже условно, геометрически эти зоны не отличаются друг от друга, т.е. бойки представляют собой известную конструкцию. Любой участок по длине круглой исходной заготовки (например, участок d ) проходит следующий путь деформирования. В зоне 1 поперечное сечение участка имеет вид сечения А-А (фиг. 2). При поступлении его в зону П начинается вращение заготовки и на выходе зоны П поперечное сечение участка d имеет вид сечения Б-Б (фиг. 3). Затем вращение опять прекращается, но в зоне 1 участок, примыкающий к рассмотренному и еле i дующий за ним ( )i имеет уже круглую форму поперечного сечения, так как продольная подача не прекращается, и в зоне П этот участок ( &з) деформируется. Таким образом полученная после первого прохода заготовка имеет по длине участки, на которых деформация происходила по схеме (участки б , 5 , 5з . &4 чередующиеся с участками, где деформация осущесч-влялась по схеме круг-квадрат-круг (участки ог , Oj, а , - О), ). Длина каждого такого участка i /2. При последующих проходах эти участки меняются местами, т.е. накладываются друг на друга и заготовка по всей длине прорабатывается по схеме круг-квадраткруг, причем в итоге после каждого прохода заготовка имеет круглую форму в поперечном сечении. Это и определяет более высокую, по сравнению с прототицом, производительность процесса ковки. Пример. Партия слитков квадратного сечения массой 20 кг каждый из тали Р 6М5 проковали на четыре кбойовой радиально-ковочной машине усилим 1250 кН. Слитки перед ковкой наревали до температуры . Ковку ели предлагаемым способом, т.е. с перидическим вращением заготовки в проходе, исключая первый проход, де производилась забивка углов слитка. оковку диаметром 50 мм получили за прохода, при этом машинное время кови составило 3 мин и 28 с. Параметы деформирования были cлeay ппл «й:
h «0,9 1/c - среднее за прохоа число f оборогов заготовки в с сунду при непре{ялвном вращении ее в промежутках между обжатиями (взято из паспорта РКМ); fc О.б с - продолжительность периода вращения, равная промежутку времени между вращениями; V 16,2 мм/с средняя за проход скорость подачи заготовки.
Ковка велась в бойках с плоской ра- ю бочей частью с углом заходной части 15и длиной калибрующей части к 25 мм.
В аналогичных условиях на такой же размер слитки были прокованы по извест- 15 ному способу. При этом было сделано 5
проходов, и машинное время ковки в, этом случае составило 4 мин и 21 с. Проработка питой структуры металла оценивалась плотностью макроструктуры на поперечных темплетах, вырезанных из готовых поковок, и баллом карбидной неоднородности по ГОСТ 19265-73. На обеих партиях поковок эти показатели находились на одном уровне.
Таким образом, предлагаемый способ в данном случае позволил уменьшить машинное время ковки на 19%, а следо тельно, повысить производительность - труда. При этом снижения качества гфодукиии нё произошло.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| Способ радиальной ковки | 1985 |
|
SU1346316A1 |
| Способ радиальной ковки | 1988 |
|
SU1655644A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2005 |
|
RU2283715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| Способ ковки непрерывнолитого слитка | 1977 |
|
SU740372A1 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
СПОСОБ КОВКИ ПОКОВОК круглого сеченяя, вкпючающвй аеформ1ь роватю эаготовкв в несжопько проходов по схеме хрут -кваарат-круг при продопьнам перемешенвв и врашенвв заготовки вокруг оси, отпвчающЕйся тем, что, с цепью повышетш провзвоциTenbBDCTB, Вращение заготовки провзводят В каждом проходе периодически через рсшные тфомежуткв времени, а обжатие заготювкв осушествп919т при продольном jae перемешенвв без врашения.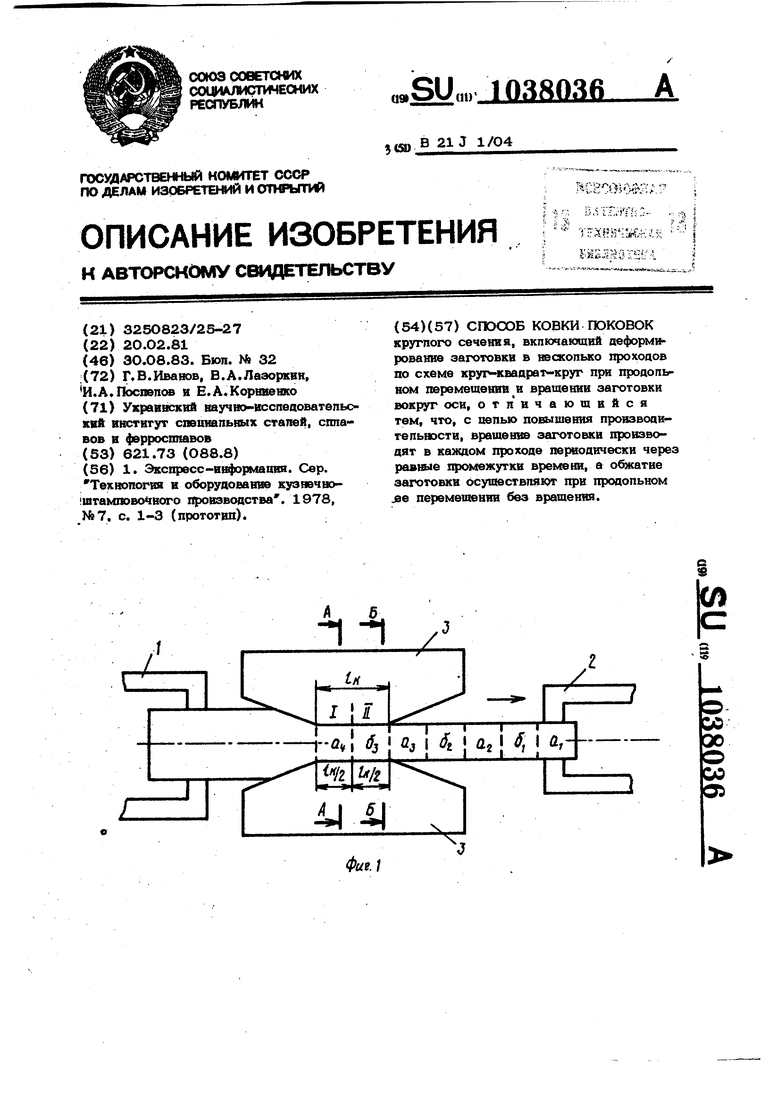
6-6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экспресс-ввформашга | |||
| Сер | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
