Изобретение относится к обработке металлов давлением, а именно к способам ковки заготовок на радиально- ковочньгх машинах.
Цель изобретения - повьшюние производительности.
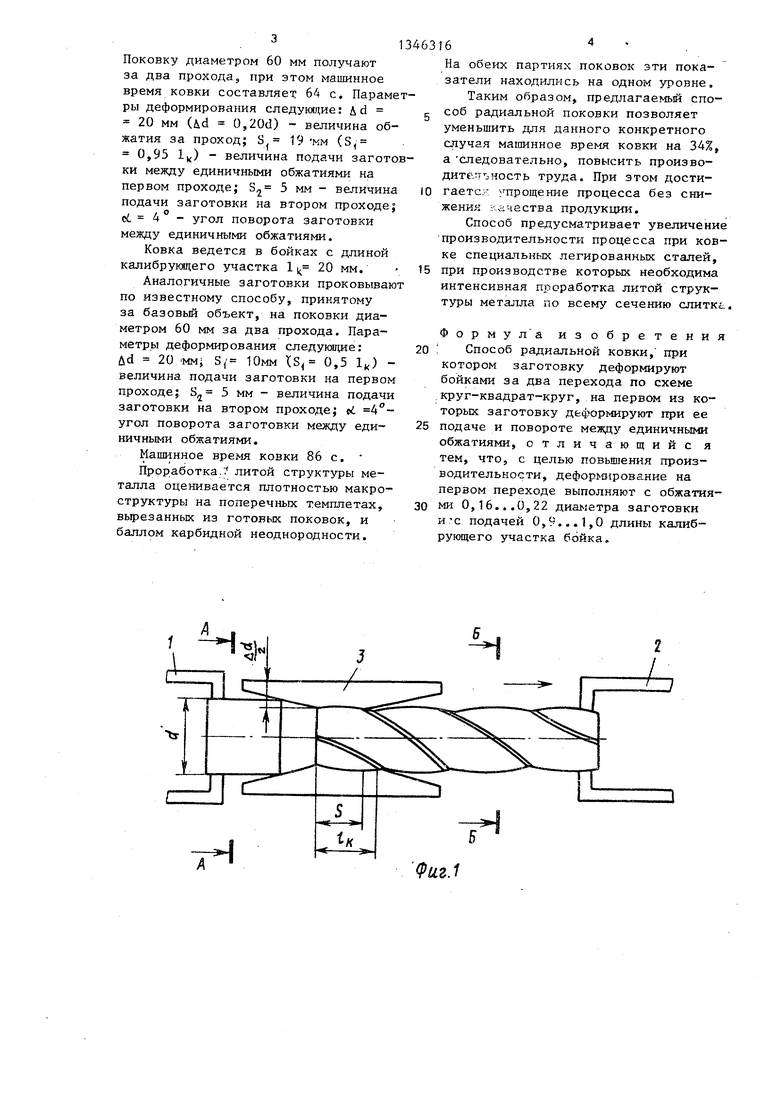
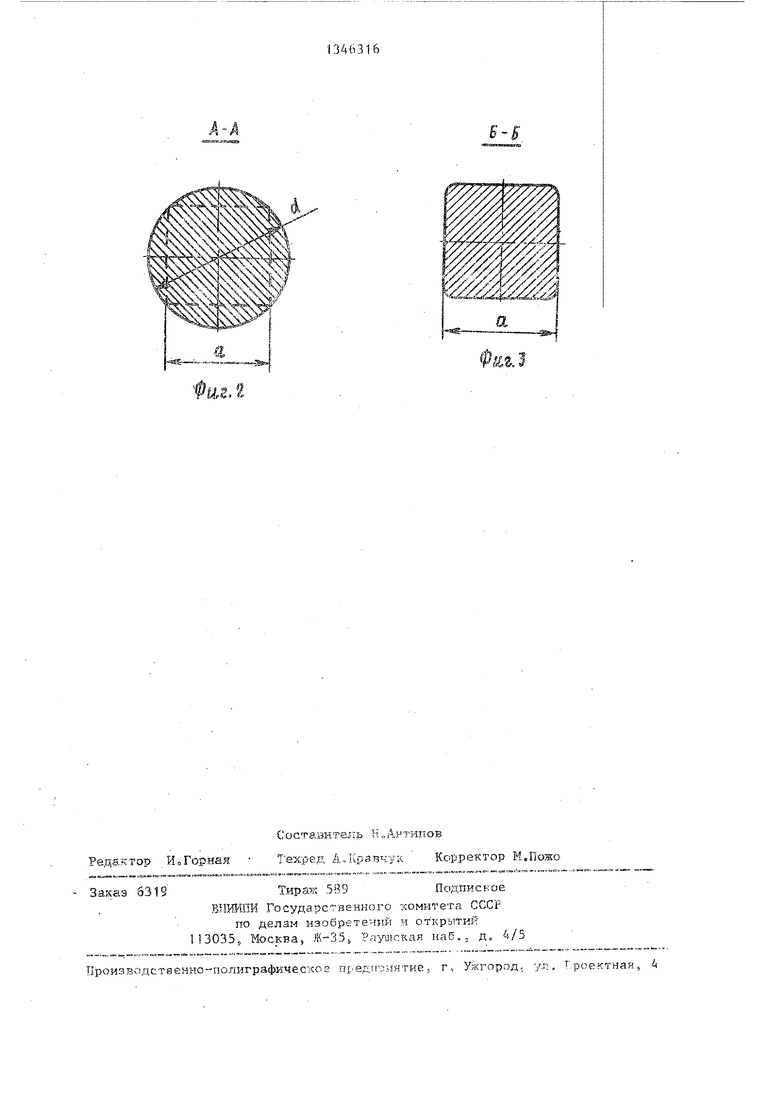
На фиг.1 показано устройство для осуществления предлагаемого способа; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг,1.
По предлагаемому способу ковки заготовка изменяет форму поперечногг сечения в очаге деформации с круга на квадрат,.причем ребра квадратного сечения расположены по винтовой вдоль оси поковки. Происходит это следуняцим образом.
Заготовка диаметром d, зажатая в головках 1 и 2 манипулятора,, после каждого единичного обжатия поворачивается на уголс. и подается в бойки 3 на величину подачи S (фиг.1)« До деформации заготовка имеет круглое поперечное сечение (фиг.2). Формирование квадратного поперечного сечения поковки происходит в зоне калибрующей части бойков (вторая пара бойков, лежащая в плоскости, перпендикулярной чертежу, не показана).
Величина обжатия заготовки за проход, равная О,16...О,22 диаметра, устанавливается следующим образом. Между стороной квадрата и описанной вокруг него окружностью существует соотношение d 42- Q 1,41 Q. При таком соотношении получается поковка с острыми ребрами. Дальнейшая деформация такой заготовки по схеме квадрат-круг приводит к появлению заковов на теле поковки,
Дпя обеспечения возможности осуществления предлагаемого способа необходимо выполнение соотношения
d - (1,20..,1,26)а.
(1)
Выбор нижнего предела () обусловлен тем, что при меньшем значении коэффициента поковка в поперечном сечении приобретает форму5 близкую к восьмигранному, а не к квадратному сечению. Ограничение коэффициента по верхнему пределу (,26) вызвано необходимостью предотвращения образования заковов на теле поковки о
Соотношение (1) можно записать в виде
it2u7T/M6
C(),B33...0,793)do (2)
Величина обжатия за проход равна
j &d d - а„(3)
После подстановки соотношения (2) в формулу (3) получают
id
(0/i6,,.,0,22)d.
При ковке по предлагаемому способу величина подачи между ециничными обжатиями составляет О,9...1,0 от длины калибрующего участка бойка.
При величине подачи менее 0,9 длины калибрующего участка бойка формируется поковка, значительно отлича1{яцаяся в поперечном сечении от квадратной фор:.
Ограничение коэффигщента по верхнему пределу Ь/1,,0 вызвано, необ0
ходимостью предотвращения ния не,цеформированных уча. теле поковки.
Таким образом, процесс
вания квадратного поперечг:ого сечения по всей длине заготовь,и осущестобразова-тков на
формиро
вляется при ковке с подач;
ми, сос
тавляющими 0,.1,0 длины калибрующего участка бойка. Это и определяет более высокую по сразнению с извест- ным способом производительность процесса ковки.
Угол поворота заготовк г меж,цу еди- ничньми обжатия1 {и при осуцествлеш-ш предлагаемого способа предпочтительней выбрать в пределах oi.
3...8
поскольку при oi. с 3 на поковки
при дальнейшей ковке чере
круг воз. 5
0
можные законы. Нецелесообразно также осуществлять ковку при «XL 8°, так как в процессе дальнейшей ковки через круг возникают значительные ударные несимметричные нагрузки на бойки РКМ.
И р и м е р о С питки диаметром 100 мм из стали нагревают и проковь - вают по схеме круг-квадрат-круг на четьфехбойковой радиально--ковочной машине усилиенм1,6 МН Ковку ведут предлагаемым способом, . при фор мировании квадратного сеч гния обжатия заготовки ос тяесталнюг при ее продольном перемещеншл с вращением.
Поковку диаметром 60 мм получают за два проходаJ при этом машинное время ковки составляет 64 с. Парамеры деформирования следующие: id 20 мм (id 0,20d) величина обжатия за проход; S 19-мм (S 0,95 1) - величина подачи заготоки между единичными обжатиями на первом проходе; 82 5 мм - величина подачи заготовки на втором проходе; ci, 4 ° - угол поворота заготовки между единичными обжатиями.
Ковка ведется в бойках с длиной калибруюцего участка 11 20 мм.
Аналогичные заготовки проковываю по известному способу, принятому за базовьй объект, на поковки диаметром 60 мм за два прохода. Параметры деформирования следукяцие: ud 20vMMi S/ 10мм lS 0,5 1) - величина подачи заготовки на первом проходе; 8, 5 мм - величина подачи заготовки на втором проходе; ei. 4°- угол поворота заготовки между единичными обжатиями.
Машинное время ковки 86 с.
Проработка,. литой структуры металла оценивается плотностью макроструктуры на поперечных темплетах, вырезанных из готовьк поковок, и баллом карбидной неоднородности.
На обеих партиях поковок эти показатели находились на одном уровне. Таким образом, предлагаемьй способ радиальной поковки позволяет уменьшить для данного конкретного случая машинное время ковки на 34%, а следовательно, повысить произво- дит€Утъность труда. При этом достигаето: прощение процесса без снижения качества продукции.
Способ предусматривает увеличение производительности процесса при ковке специальньк легированных сталей,
при производстве которых необходима интенсивная проработка литой структуры металла по всему сечению слитка.
Формул а изобретения Способ радиальной ковки, при котором заготовку деформируют бойками за два перехода по схеме .круг-квадрат-круг, на первом из которых заготовку деформируют при ее подаче и повороте меящу единичными обжатиями, отличающийс я тем, что, с целью повышения производительности, дефорю1рование на первом переходе выполняют с обжатия- ми 0,16.,.0,22 заготовки и с подачей 0,9... 1,0 длины калибрующего участка бойка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ ковки поковок | 1981 |
|
SU1038036A1 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
| Способ радиальной ковки | 1988 |
|
SU1655644A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 1991 |
|
RU2014934C1 |
Изобретение относится к обработке металлов давлением, к техноло- тии ковки на радиально-ковочных машинах. Оно позволяет повысить производительность ковки путем выполнения ее за два перехода.- Способ радиальной ковки состоит в деформировании заготовки по схеме круг- квадрат-круг. На первом переходе ковка выполняется при продольной подаче заготовки и ее повороте между еди- ничньми обжатиями, величина которых составляет 0,16-0,22 диаметра заготовки. При этом подача составляет 0,9-1,0 длины калибрующего участка бойка. Эти режимы ковки обеспечивают заданную проработку металла заготовки за два перехода, что обусловливает повьшение производительности ковки. 3 ил. хо j О) 05