:о эо
о
1п
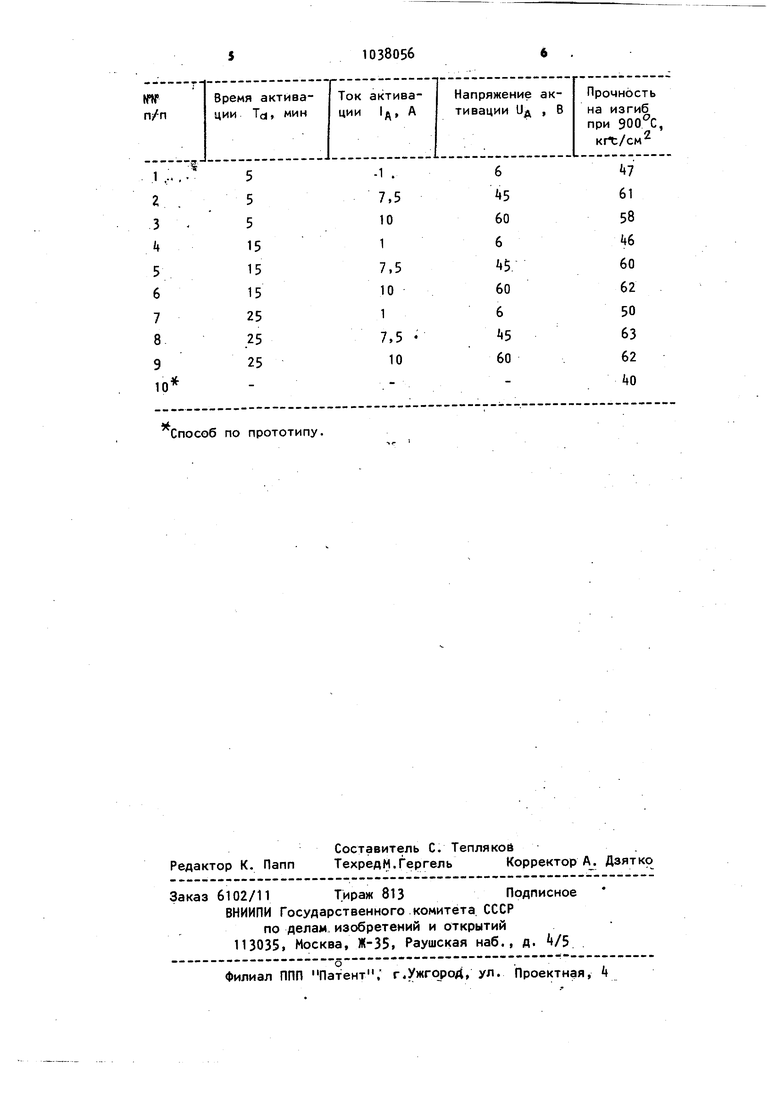
35 1 Изобретение относится к литейному производству, а именно к способам подготовки связующих, и найти широкое применение при изгото лении отливок из черных и цветны) металлов методом литья по выплавляемым моделям. Известен способ приготовления жи кого стекла для изготовления керамических форм, согласно которому егоразбавляют водой до 10 мас. SlOrt затем при активном перемешива нии вводят сол;яную кислоту в количестве 0,2 моль на каждый литр раствора. В результате -фильтрации раствора через пористую смолу ионы натрия поглощаются ею, а фильтрат представляет собой водный кремнезоль, подкисленный соляной кислотой 1. Данный способ характеризуется дл тельным временем приготовления связующего (около 3ч), быстрой его ко гуляцией и низкой прочностью получа мых формооболочек. Известно, что предварительная по готовка жидкого стекла заключается повышении его модуля до 2,8-3,2 путем введения расчетного количест.ва подогретого водного раствора хло ристого аммония. При этом в начале образуются творожистые хлопья геля кремниевой кислоты, которые через несколько часов растворяются. После этого жидкое стекло разводят водой до плотности 1,29-1130 г/см 2 |. Для данного способа также являются характерными низкая| прочно сть оболочек и длительное время подготовки связующего. Наиболее близким к предлагаемому технической сущности и достигаемо му результату является способ приготовления жидкостекольного связующего для изготовления керамически форм по выплавляемым моделям путем его разбавления водой до плотности 1,2-1,3 г/см з. Способ отличается простотой и .малым временем для подготовки связу ющего. Однако керамические формы, изготовленные с использованием это го способа подготовки жидкостекольного связующего, обладают недостаточной прочностью в горячем состояНИИ. Это вызвано тем, что при температуре , т.е. в точке эвтектики системы Квд02 SiO -t;o6-кварц, 6 жидкостекольныи слои теряет прочность, и керамические формы деформируются под давлением расширяющегося наполнителя, а также под действием его веса. Цель изобретения - повышение прочности керамических форм в горячем состоянии. Поставленная цель достигается согласно способу приготовления жидкостекольного связующего для изготовления керамических форм по выплавляемым моделям, включающему разбавление жидкого стекла водой до плотности 1,2-1-, 3 г/см , при котором в воду предварительно вво-. дят 0,01-0,10 масД,хлорида натрия и подвергают полученный раствор электролитической активации в течение 5-25 мин. Электролитическая активация осуществляется при величине постоянного тока 1-10 А и напряжения 6-60 В. Способ поясняется чертежом. Согласно изобретению вода с добавкой 0,01-0,10 мае.% хлорида натрия заливается в емкости А и З.При добавке соли менее 0,01 мае..процесс активации воды идет очень медленно и эффект от данного процесса незначителен. При добавлении в воду соли болеЬ 0,10 мас.% наблюдается обратный эффект - процесс электролиза . протекает очень бурно с выделением большого количества тепла и нагревом воды до кипения, происходит бурное перемешивание, нарушается процесс поляризации диполей воды и эф- фект активации также не значителен. Оптимальная концентрация хлорида натрия составляет 0,05 мае.% от массы воду. Постоянный электрический ток приапряжении 6-60 В и силе 1-10 А, одведенный через графитовые электоды 1, образует направленный поток бнов. При этом на катоде выделяетя газообразный Н, а на-аноде 2 и 02. При значении напряжения силы тока ниже указанных пределов лектролиз протекает медленно,стеень активации воды незначительна. результате этого прочность форм горячем состоянии практически не овышается. При проведений электроиза при напряжении и силе тока казанных выше пределов скорость роцесса настолько возрастает, что происходит сильный нагрев, закипание. воды и активации ее не происхо дит. -Оптимальные величины силы тока и напряжения составляют 5 В и 7,5 А. Мембрана 2 из мелкого брезента препятствует проникновению воды из секции А в секцию В и это способствует тому, что у катода накапливаются ионы Н , и вода приобретает потенциал, измеренный на рН-метре-милливольтметре марки рН-121,. равный 800-1200 мВ. Одновременно у анода данная характеристика принимает значение (-800)-(-1200) мВ. Обычная техническая вода с рН 7 имеет потенциал 120-200 мВ. Установлено, что показатель водородных ионов воды (рН) нельзя использовать для определения степени ее активации, и последнюю необходимо измерять по элект| ОАНОму потеициалу. Понижение или.увеличение пока зателей водородных ионов воды (рН) путем добавления кислоты или щёлочи не приводит к заметному изменению электродного потенциала и,следователь но, к ее а.ктивации. При В|ремени активации менее 5 ми процесс активации не успевает прой ти полностью и эффект от данного процесса незначителен. При дли- тельности процесса активации более 25 мин степень активации фа тически не изменяется, и увеличивать времй процесса не имеет смысла. Оп тимальная продолжительнрсть электролитической активации мин. Вода, полученная в .секциях А и В, используется-для приготовления жидкостекольного связующего. Связую щее приготавливают путем разбавлени жидкого стекла до предпочтите;1ьной плотности 1,23 г/см водой, предварительно электролитически активирр ванной, С применением как обычной, так и активированной воды во всех экспериментах приготавливали огнеупорную суспензию с вязкостью 35 kQ с по вискозиметру ВЗ-. В качест ве наполнителя суспензии использова ли пылевидный каарц марки КП-3. Для определения.прочности керамики в горячем состоянии изготавливали ч1етырехслойные образцы на хтатический изгиб с закреплением каждого слоя в водном растворе алюмохлорида плотностью 1 ,7 г/см. В таблице приведены примеры осуществления способа по изобретению с указанием прочности керамических образцов на статический изгиб при в зависимости от па1эаметро8 активации воды. Анализ данных, представленных в таблице, показывает, что активация позволяет повысить прочность керамических образцов в горячем состоянии на 15-60. Отмечено, что при изменении силы тока от 1 до 7,,S А- (или напряжения от 6 до 5 В) прочность повышается на 30%, а увеличение времени обработки позволяет увеличить прочность не более чем на 6.Следовательно, для интенсификации процесса активации предпочтительно повышение тока при минимальной длительно- . сти процесса. Предлагаемый способ отличается простотой, процесс активации занимает незначительный промежуток, времени , вместе стем керамические. оболочки с использованием приготовленного жидкостекольного связующего обладают высокой прочностью в горячем состоянии. С Нрименением жидкостекол1аного связующего, приготовленного предлагаемым способом, приготовлены опытйые партии керамических форм в цеховых условиях. Отмечено снижение брака стальных точных отливок типа прорыв формы с 6,3 др 3,5. что свидетельствует о повышении прочности .керамических форм в горячем сос тоянии. Предлагаемый способ приготовления жидкостекольного связуйщэго-по изобретению по сравнению с прототипом име- ) .ет те преимущества, что в отличие от прототипа позволяет в 1,2-1,6-раз повысить прочность формооболочек в горячем состоянии; уменьшить брак формооболочек на всех тадиях изготовления; LO5 .Рзэа уменьшить брак отливок по вине формы . Использование предлагаемого способа позволяет разработать технологический процесс изготовления керамических форм на жидкостекольном связующем и значительно по.выоить качество литых точных заготоIBOK.,.
Способ по прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для приготовления жидкостекольного связующего | 1982 |
|
SU1068206A1 |
| Способ приготовления жидкостекольной суспензии для изготовления литейных керамических форм по выплавляемым моделям | 1983 |
|
SU1158281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОСТЕКОЛЬНОГО СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2118223C1 |
| Способ активации жидкого стекла | 1989 |
|
SU1726105A1 |
| Способ изготовления форм по выплавляемым моделям | 1989 |
|
SU1729681A1 |
| Связующее для изготовления литейных керамических форм по выплавляемым моделям и способ его приготовления | 1983 |
|
SU1107948A1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ИСПОЛЬЗОВАНИЕМ В КАЧЕСТВЕ СВЯЗУЮЩЕГО ЖИДКОГО СТЕКЛА | 2000 |
|
RU2200643C2 |
| Раствор для подготовки жидкостекольного связующего | 1984 |
|
SU1238881A1 |
| Способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям | 1986 |
|
SU1335366A1 |
1. СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОСТЕКОЛЬНОГО СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ, включающий разбавление жидкого стекла водой до плотности 1,2-1,3 г/см, о т л и М аю щ и и с я тем, что,, с целью повышения прочности керамическихформв горячем состоянии, в воду предварительно вводят 0,01-0,10 мас. хлорида натрия и подвергают полученный раствор электролитической активации в течение 5-25 мин. 2.Способ по п. 1, о т л и ч а ющ и и с я тем, что электролитическую активацию осуществляют при величине § постоянного тока 1-10 А и напряжения 6-60 В. (Л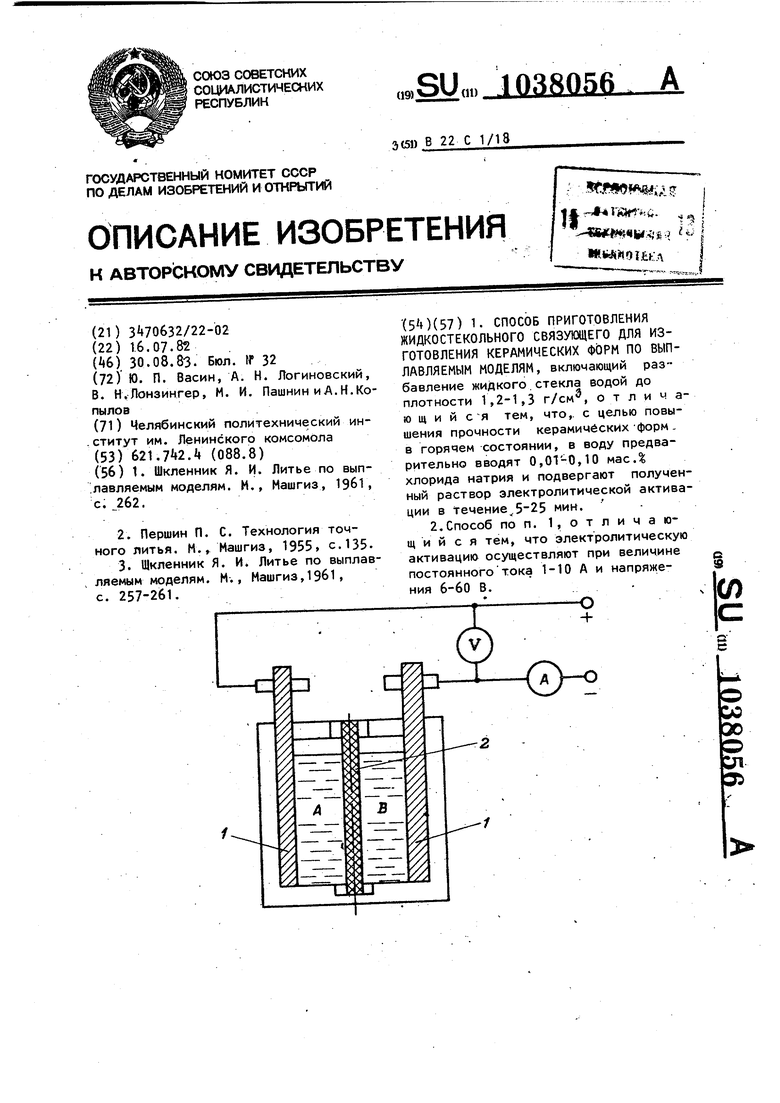
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шкленник Я | |||
| И | |||
| Литье по вып.лавляемым моделям | |||
| Н., Машгиз, 19б1, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| С | |||
| Технология точного литья | |||
| М | |||
| Машгиз, 1955, с.135 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| И Литье по выплавляемым моделям | |||
| М., Машгиз,1961, с | |||
| Аппарат для нагревания окружающей его воды | 1920 |
|
SU257A1 |
| ( | |||
