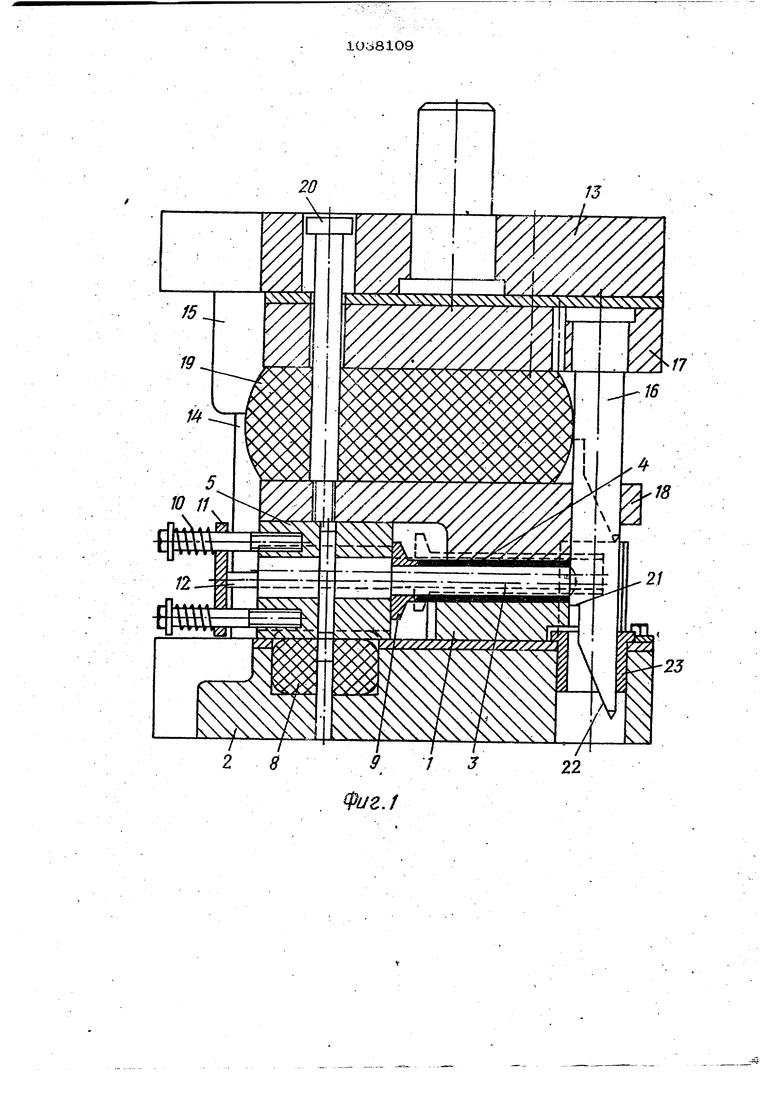
Изобретение относится к обработке металлов цавгшнием и может быть иопользовано при обработке трубных за готовок. Известен штамп цля o6pe;3lui торцов трубных заготовок,. соцержащий нижнюю неподвижную пднту с матрицей и верхнюю подвижную плиту с поцпружиненным прижимом и жестко установленным на ней пуансоном с режущей кромкой C- 3 Недостатком известного штампа iJBляется низкая производительность, свйзанная с затратами времени на установку и удаление отрезанной детали, из зоны резки. Цель изобретения - повышение производительности штампа для обрезки торцов трубных заготовок путем улучшения условий обсиужквания., Поставленная цель достигается тем, что штамп для обрезки торцов трубныхзаготовок, содержащий нижнюю неподвиж ную плиту с матрицей и верхнюю подвиж ную плиту с подпружиненным прижимом и жестко установленным на ней пуансоноМ с режущей кромкой, снабжен горизонтальной оправкой, установленной на нижней плите посредством держатепя смонтированного на вертикальных колонках и подпружиненного относительно нижней плиты, а также подпружиненным съемником, окватываюгаим оправку, при этом пуансон выполнен с кгагаовой поверхностью, расположенной со стороны оправки, а режущая кромка пуансона .образована ступенью, выполненной на пуансоне со стороны оправки и располо женной выше его клгшового участка. На фиг. 1 изображен штамп цля о&. резки торцов трубных заготовок, общий вид в разрезе: на фиг. 2 -, вид в плане на нижнюю плиту -штампа. Штамп содеряснт неподвижную матрицу 1, жестко прикрепленную к нижней пгште 2, и оправку 3, сечение которой соответствует внутреннему сечению трубной заготовки 4. Оправка жестко закреплена на держателе 5, который смонтирован на направляющих копоиках 6 при помощи винтов 7 на нижней плите и пошфужиЪен опорным буфером На опрайке 3 установлен съемник 9, который подпружинен пружинами 10 посредством шайбы Ни толкателей 12. В верхней части штампа находится подвижная плита 13, связанная с нижней неподвижной плитой 2 посредством колонок 14 и втулок 15. К плите 13 присоединен пуансон 10 с помощью державки 17, а также прижим 18, подпружиненный буфером 19 и связанный винтами 2О. Торец пуансона выполнен с режущей кромкой, образованной ступенью 21 к направляющей клиновой поверхностью 22. На нижней плите 2 установлена втулка 23 для направл&ния пуансона 16. Штамп работает спецуюшим образом. Трубную заготовку 4 одевают на оправку 3 до упора в съемник 9 (показано на фиг. 1 штрихами). При ходе подвижной плиты 13 вниз пуансон 16 взаимодействует с заготовкой 4 своей наклонной клиновой поверхностью 22 и устанавливает ее в рабочее положение. При этом съмник 9 отодвигается заготовкой 4 до упора в. цержатель 5. После этого прижим 18 взаимоцейстщет с держателем 5 и усугановленной на оправке 3 заготовкой 4 и сжимает. буфер 8, при этом заготовка 4 принос мается к маорице 1. Пуансон 16, направляемый втулкой 23, режущей кром- кой обрезает верхнюю часть заготовки 4, цри этом оправка 3 явш10тся матрицей, нижняя часть заготовки 4 обрезается по матрице 1. Огхоцьгх проваливаются через втулку 23. При поаъеме пгшты 13, буфер 8 приподнимает ц жатель 5 и вместе с ним оправку 3 с попученной деталью . Съемник 9, приводимый в движение пружинами 1О посредством , шайбы 11 и толкателей 12, сдвигает деталь по опрешке 3, при этом обрезв М1Й конец детали выходит за ropeiii оправки 3. Далее деталь можно легко удалить. Прёдпагаемый штамп по сравнеиаю с известаым характеризуется повышевный пронзВоаитепьностью, что обеспечивается благодаря улучшению условий его обслуживания. ,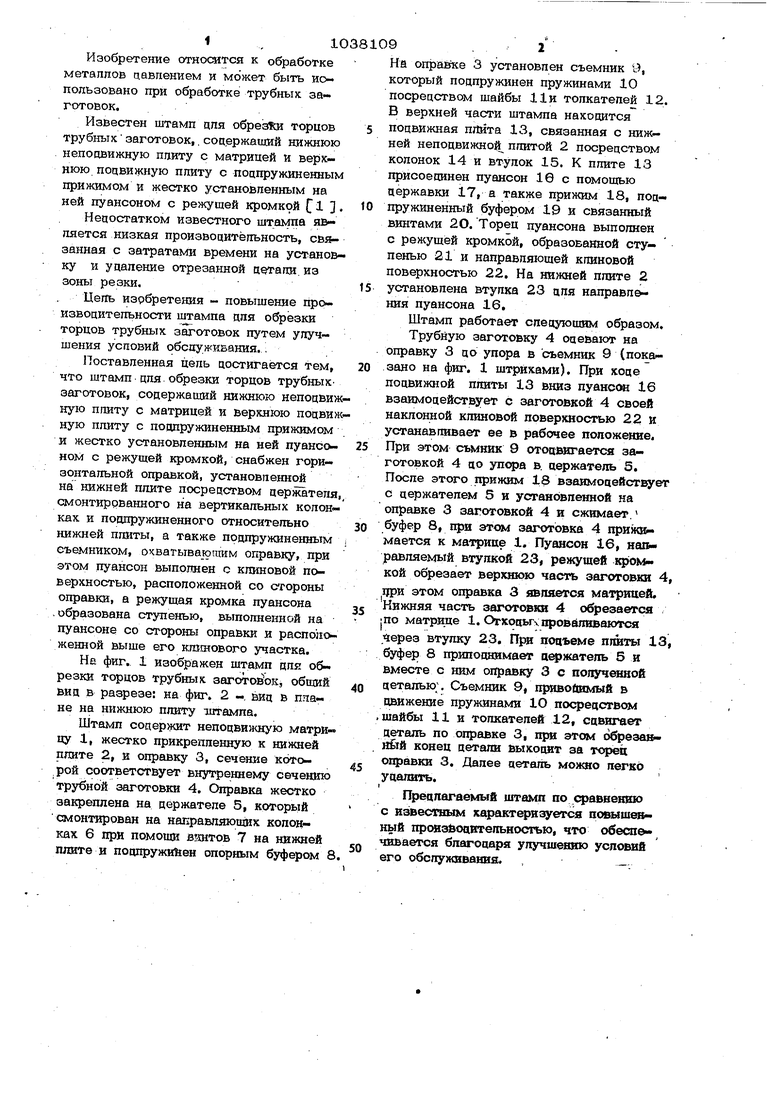
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп для обработки полых заготовок | 1983 |
|
SU1119754A2 |
| Штамп для холодной листовой штамповки | 1981 |
|
SU969382A1 |
| Устройство для обрезки кромок коробчатых деталей | 1981 |
|
SU1009574A2 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦОВ ТРУБНЫХ ЗАГОТОВОК, содержащий нижнюю неподвижную ппиту с матрицей и верхнюю подвижную плиту с подпружиненным прижимом и жестко установленным на ней пуансоном с режущей кромкой, отличающийся тем, чуо, с цепью повышения производительности путем улучшения условий обслуживания, он снабжен горизонтальной опра&кой, установленной на нижней пп те посредством держателя, смонтированного на вертикальных колонках и подпружиненного относительно нижней пли- ты, а также подпружиненным съемником, охватывающим оправку, при этом пуансон выполнен с клиновой поверхностью, расположенной со стороны оправки, а режущая кромка пуансона образована ступенью, выполненной на пуансоне со стороны оправки и расположенной выше его клинового участла. СО с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Скворцов Т | |||
| Д | |||
| Основы конструирования штампов для хопоцной листовой штамповки | |||
| М., Машиностроение, 1972, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
