1
Изобретение относится к области обработки металлов давлением.
Известна механизированная линия для правки проката, содержащая установленные в технологической последовательности и связанные между собой посредством рольгангов приемный стол, накопитель, сортоправильную машину, сбрасыватель и «акопитель выправленного проката.
Для расширения технологических возможностей предлагаемой механизированной линии пода1аш,ий и приемный рольганги снабжены профильными роликами, имеющими в сечении форму, соответствующую форме сечения валков правильной машины.
Механизированная линия снабжена расположенным между накопителем и приемным рольгангом устройством поштучной укладки заготовок, выполненным в виде опорной рамы с размещенными на ней склизами с регулируемым утлом наклона.
Механизированная линия снабжена установленными между роликами приемного рольганга столиками.
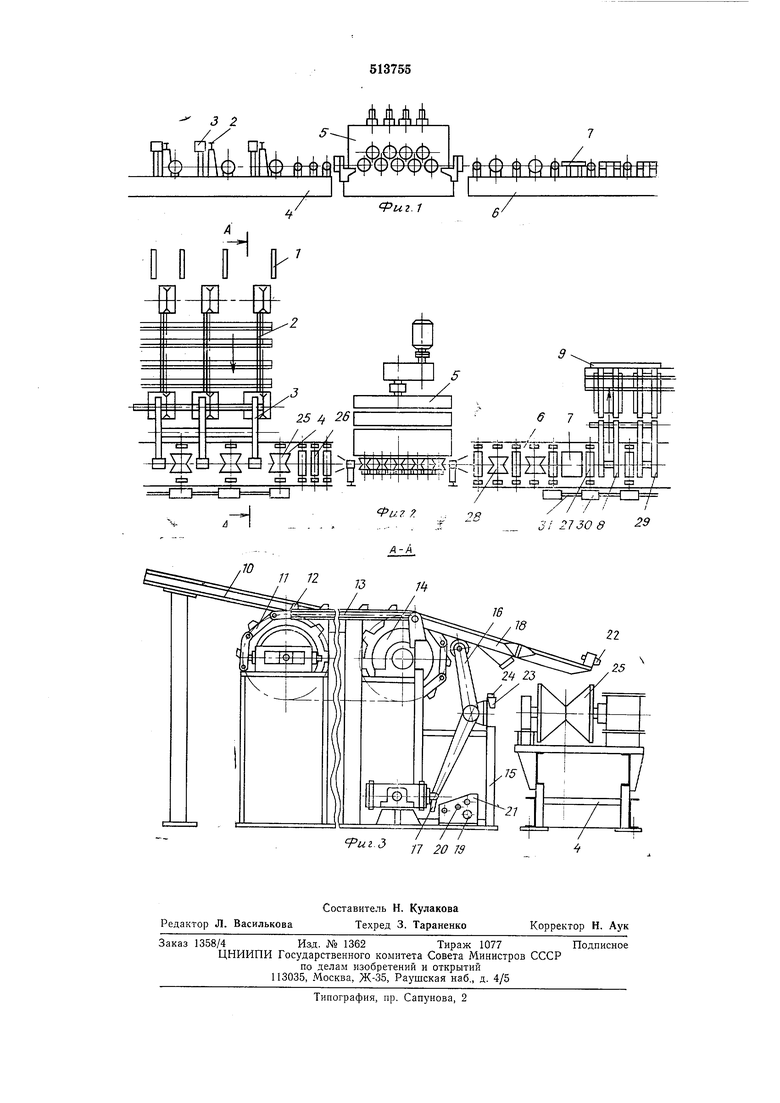
На фиг. 1 представлена предлагаемая линия; на фиг. 2 - то же, вид. сверху; на фиг. 3 - разрез по А-А на фиг. 2.
Линия состоит из приемного стола 1, перегружателя-накопителя 2, устройства поштучной подачи заготовок 3, рольганга 4 для транспортировки проката в зону правки, сортоправильной машины 5, приемного рольганга 6, столиков 7, сбрасывателя 8 и накопителя 9 выправленного проката.
Приемный стол 1 состоит из П-образных опор - стеллажей, направляющие 10 которых имеют уклон в сторону перегружателя-накопителя 2. Перегрул атель-накопитель имеет цепи 11 с захватами 12, которые перемещаются по направляющим 13. Количество опор-стеллажей и цепей перегружателя-накопителя определяется наибольшей длиной укладываемых профилей. Звездочки 14 всех цепей приводятся от одного трансмиссионного вала.
Устройство поштучной подачи заготовок 3 состоит из опорной рамы 15, двуплечих рычагов 16 с упорами 17, склизов 18, наклон которых в статическом состоянии регулируется путем перестановки валика 19 в соответствующее отверстие 20 гребенки 21. Один из склизов 18 снабжен концевым выключателем 22, другой концевой выключатель 23 установлен под упором 24 опорной рамы 15.
Подающий рольганг 4 снабжен приводными профильными роликами 25, обеспечивающими подачу профиля к сортоправильной машине, и опорными цилиндрическими роликами 26. Приемный рольганг 6 снаблчен приводными
нилиндрическими роликами 27, обеспечиваю3щими транспортировку профиля от сортоправильной машины 5 к сбрасывателю 8, и профильными неприводными роликами 28, поддерживающими профиль при выходе из сортоправильной машины и возврате в нее. В промежутках цилиндрических роликов размеш,ены неподвижные плопхадки и склизы 29 сбрасывателя 8, обеспечиваюш,ие плавный заход профиля на роликоопоры при правке. Приводные ролики в рольгангах имеют общий привод. Вращение роликов осуществляется через конические редукторы 30, соединенные между собой штангами 31. Линия работает следующим образом. Пакет заготовок подъемным устройством подается на приемный стол 1, с которого заготовки выдаются на перегружатель-накопитель 2. По мере заполнения перегружателя-накопителя заготовки поштучно выдаются на наклонные склизы 18 устройства подачи заготовок 3. Под воздействием инерции и собственной массы заготовки скользят по наклонным склизам 18 до упора и, воздействуя на концевой выключатель 22, укладывают заготовку в профильные ролики 25 рольганга 4. Уложив заготовку в ролики, склизы 18 при дальнейшем отклонении своим упором воздействуют на концевой выключатель 23, отключая привод устройства подачи заготовок 3 и включая подающий рольганг 4, с помощью которого заготовка транспортируется в зону правки сортоправильной машины 5. Сортоправильная машина снабжена устройством контроля кривизны проката. После правки заготовка транспортируется рольгангом 6 к накопителю 9 выправленного проката. В крайнем положении заготовка своим торцом воздействует на отклоняющее уст51ройство и через концевой выключатель включает привод сбрасывателя 8, который передает заготовку в накопитель 9. Одновременно выключается привод устройства лоштучной подачи заготовок 3, который возвращает наклонный склиз 18 в верхнее положение и включает привод перегружателя-накопителя 2, который подает очередную заготовку на правку. Цикл повторяется до полной обработки заготовок, находящихся на лерегружателе-накопителе 2. Формула изобретения 1.Механизированная ли1ния для (правки проката, содержащая установленные в технологической .последовательности и .связанные между собой посредством рольгангов «риемный стол, .накопитель, сортоправильную машину, сбрасыватель и накопитель выправленного проката, отличающаяся тем, что, с целью расш.ирения технологических возможностей, тодающ.ий и приемный рольганги снабжены .профильными роликами, имеющими в сечении форму, соответствующую форме сечения валков правильной машины. 2.Механизированная линия по п. 1, отличающаяся тем, что она снабжена распо.ложенны1М между накопителем и приемным рольгангом устройством пощтучной укладки заготовок, выполненным в виде опорной рамы с размещенными на ней склизами с .регулируемым углом .наклона. 3.Механизированная линия по п. 1, отличающаяся тем, что она снабжена установленными между роликами приемного рольганга столиками.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2074084C1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
| Устройство для поштучной выдачи длинномерных заготовок | 1989 |
|
SU1692918A1 |
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Устройство для распределения проката | 1987 |
|
SU1468626A1 |
| Устройство для обработки длинномерных заготовок | 1984 |
|
SU1243876A1 |