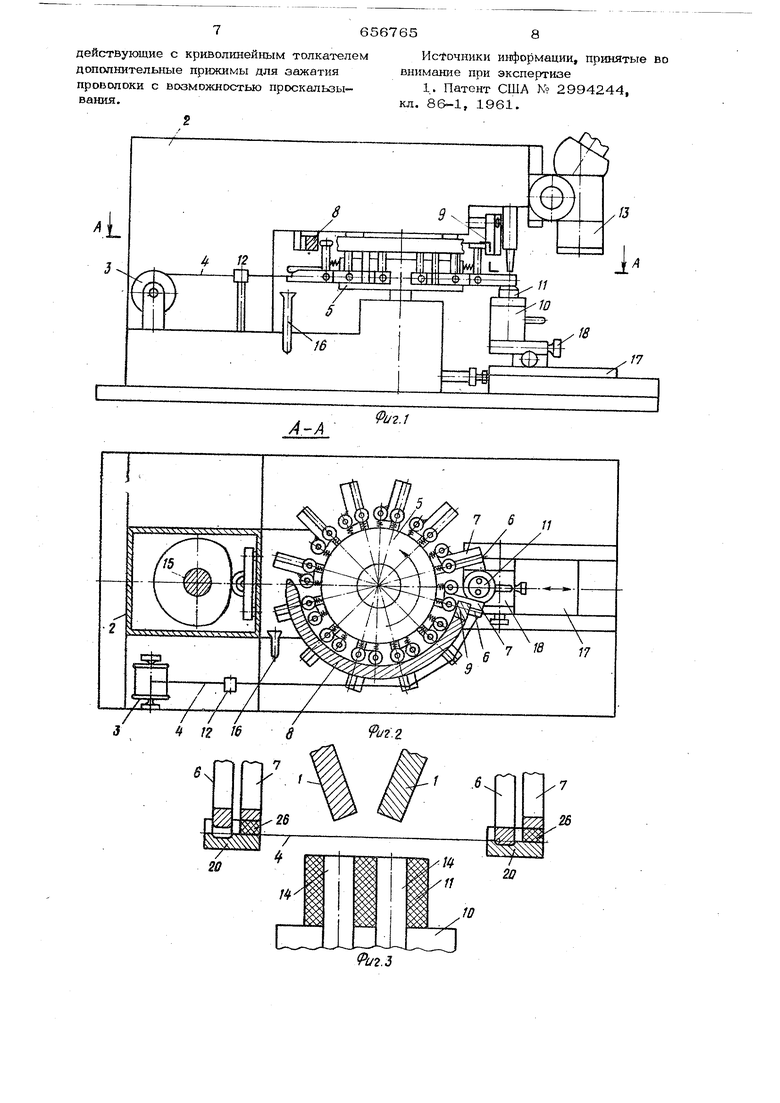
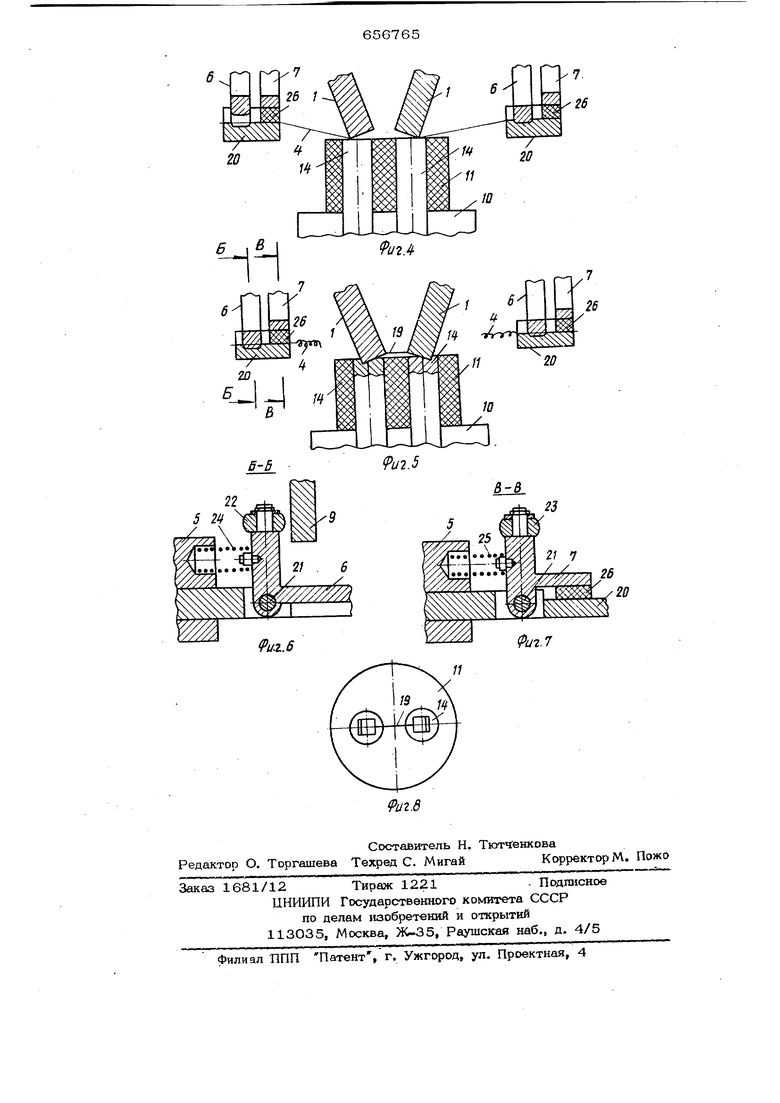
шения барабана 5, и взаимодействующий с прижимами . криволинейный толкатель, составленный из жестко закрепленной в корпусе 2 неподвийшой части 8 и подвиж ной части 9, снабженной приводом, токоподводящее гнездо 1О для изделия 11, тормозное устройство 12 для Создания натяжещш проволоки 4, в котором проволокаподжимается регулируемым ус51лием На корпусе 2 крепится микроскоп 13, слухвщкй для ориентации изделия 11 до сварки и визуального контроля качества пршарки проволоки 4 к кошактным хшощадкам 14 изделия 11, Устройство снаб жено приводом, управляющим рабочими органами с помощью кулачкового распредвапа 15, который с помощью однооб ротной муфты, приводимой от электромотора получает периодическое враще1ше, ОцнооборО1ная муфта включается с помо щыо электромагнита или педали. Вра щающийся бг рабан 5 с усталов тенными по его периферии прюкимами 6 и 7 проволоки 4 поворачивается при подаче проволоки на шаг Для удаления остатков проволоки 4 КЗ npi-DsoiMOB 6 и 7 служит трубка 16, через котор то периодически подается сжатый воздух. Токоподводжисе гнездо 10 для изделия 11 закрепяено на каретке 17, которая перемещается возвртно поступательно по налравляюишм от кулачкового распредвала 15, подавая изделие 11 поочередно под сварочный, инструмент (электроды) 1 и микро скоп 13о В исходном положен1й токоподводящее гнездо 1О находится под михс- роскрпом 13. Токопрдводшцее гнездо 1О крепится на микромшшзтуляторе 18, уста1ювле1шом на каретке 17. Сварочный инструмент состоит из двух электродов 1, изготовленных из. вольфрама нпи мо пибдена, снабженный каждый ивдив}щуаль ным приводом давления. Проволока 4 при варнвается к контактным гоющадкам 14 иаделия 11 в мостика 19, которьШ не должен плотно прилегет-ь к поверхности изделия, а должен быть приварен с провисанием без натйженйя, что кеоб«ходкмо для пред0твра1цеш1Я обрыва мостшса 19 при нагреве 15аделия из-за несходства коэффициентов термического рас ширашш проволоки 4 и материала изделия 11. Для этого электроды 1 имеют прямоугольное поперечное сечение и устаноьлень под углом (рабочие поверхности электродов 1 распсшожены п.од углом к поверхности контактных площадок 14). Такое вьшолнешю элек-гродов 1 cn обствует также иеререзшшю проволоки при сварке кромкой электрода 1 при вдавливании его в размягченную нагревом поверхность контактной площадки 14, Прижимы 6 и 7 вьшолнены в виде рыагов и установлены но периферии барабана 5 в направляющих 20 (определяющих положение проволоки 4 до сварки) на оси 21. Рычаги 6 и 7 снабжены роликами 22 и 23, взаимодействующими с криволинейным толкателем 8 для раскрытия прийшмов. Закрытие прижимов. 6 и 7 осуществляется с помощью прухши 24 и 25. Для того, чтобы в прижиме 7 проволока 4 не зшслишшалась, а зажималась с возможностью проскальзывания, калодый рьщаг прижима 7 снабжен элемен том 26 из фетра, посредством которого провол.ока 4 прижимается к направляю-, щей 20. Прижим 6 заклинивает проволоку 4 с перегибом в специальном углублении в направляющей 20, Чтобы проволока 4 при случш ном . обрыве ее в зоне сварки (например, кромками электродов l) не выскользнула из прижимов, в зона сварки левый пpижйгvl 7 не взаимодействует с толкателями 8 и 9 и проволока 4 при обрыве ке выскользнет, а останется прижа той к напрайляюшей 20 фетровым элементом 26, даже если прижим 6 еще раскрыт, т.е. до сварки. В. зоне сварки левый прижим 6 вза имодействует с подвижной частью 9 толкателя, кот-орая управляется от рас- предвала 15, Устройство работает следующим обра- аом. До начала работы производится регулировка и наладка положения проволоки 4 в зоне сварки относительно рабочих .поверхностей электродов 1, а затем сов меадение контактных площадок-14 1дздел11Я 11, находящегося в токоподводящем гнез. де lO, с рабочими поверхностями электродов 1. Затем гнездо Юс изделием 11 отводится в положение загрузки под микроскоп 13. Осуществляется наводка микроскопа 13, в окуляр которого помещена прямоугольная сетка или щкала, на контакт яые площадки 14, с которыми совме. щаются перекрестия сетки или деления шкалы. После этого можно производить приварку MDCTitKOB. Издеш1е 11 устанааливается в токоподводящее гнездо 1О, находящэеся аод микроскопам 13.-С помощью икромаиипупятора 18 контакт-; luie площшдки 14 издешся 11 совмещаются с определеш-кыми перекресткяш сетки или делениями шкалы микроскопа 13. При этом проволока 4 заклинена в прижиме 6 а левый прижим 6 и все другие (если следить по проволоке 4 от зоны сварки до катушки З), раскрыты под действием криволинейного толкателя 8. Раскрыты также с помощью криволинейного теля 8 и прижимы 7 с фетровым элемен том 26, При этом прижим 7 закрыт, так как не взаимодействует с криволинейным толкателем, а прижим 6 взаимодействует с подвижной частью 9 криволинейного толкателя и в исходном положении также раскрыт. Включается однооборотная муфта и кулачковый распредвал 15 начинает вращаться. При этом каретка 17 с токоподводяшим гнездом 10 и издеш1ем 11 иэ-под микроскопа 13 подается под сварочный инструмент (элекТ роды 1) и проволоку 4, натянутую между прижимами. С помошыо распредвала 15 элект5эоды 1 опускаются вниз прижимая пр свод оку 4 к контактным площадкам 14 изделия 11, при этом проволока 4, npt скальзывая в прижиме 7, сматывается с катушки 3. Если проволока 4 оборвет ся в этот момент, то она задержитс;я в зажатом левом прижиме 7 и не выскользнет из прижимов, т.е. после возможного обрыва проволоки в зоне сварки ее не нужно вновь заправлять в раскрытые прижимы от катушки до зоны сварки, а требуется только подать на сварку с помощью вращающегося барабана 5 с прижимами следующий участок проволоки. После того как электроды 1 прижа ли проволоку 4 к контактным площадкам 14 изделия 11, подвижный толкатель 9 под действием кулачка распредвала 15 отходит от ролика 22 и он под действием пружины 24 поворачивается на оси 21, прижимая и заюигаивая проволоку 4. После зажатия левого прижима 6 осуществляется приварка проволоки 4 к контактным площадкам 14 изделия 11, При этом рабочие поверхности элек-р родов 1 нагреваются электрическим током совместно со свариваемыми деталями 4 и 14, которые размягчаются, кро ки электродов 1 вдавливаются в контакт ные площадки 14, перерезая проволоку 4 и осуществляя совместную деформацию проволоки 4 и материала контактных площадок 14. В результате расположения рабочих поверхностей электродов 1 под углом к поверхностям контактных площадок 14 и их встречного действия, возникают , отжимающие проволоку 656 4 от поверхности изделия 11 так, что получается мостик 19, приваре1шый без натяжения с провисанием. Проволока 4, перевязанная при сварке, зажата в прижимах 6 и 7 слева от зоны сварки и может быть подана поворотом барабана 5 на шаг. Затем токоподводящее гнездо Юс изделием 11 отводится под мшсрс скоп 13, а барабан 5 плавно поворачивается на шаг, подавая в зону сварки под сварочный инструмент (электроды) 1 новый участок проволоки 4, натянутой между двумя соседними прижимами 6, при этом проволока 4 сматывается с катуш- ки 3, При перемещении барабана 5 на шаг, когда ролик 22 закрытого прижима 6, тянущего проволоку 4, уходит из зоны действия подвижного толкателя 9, последний с помощью кулачка распредвала 15 перемещается в исходное положение так. следукмдий прижим 6 подошел в зону сварки в раскрытом положении. Соседний с ним прижим 7 при этом зажимает проволоку 4 фетровым элементом 26, так как ролик 23 прижима 7 не взаимодействует с толкателем 9. При перемещении барабана 5 на шаг через трубку 16 подается сжатый воздух, которым удаляются остатки проволоки 4 из раскрытых с помощью толкателя 8 прижимов 6 и 7. В результате применения предлага мого устройства проволока приваривается к контактным площадкам в виде провисак щего мостика, а в случае обрыва проволоки до сварки она не выскольэнат из прижимов и ее не надо вновь заправлять в раскрытые прижимы от к №ушки до зоны сварки, т.е. повышается надеткность работы устройства. Формула изобретение Устройство для приварки проволоки к контактным площадкам, содержащее размещенный в корпусе сварочный инструмент, врашакядийса барабан с установленрными по его периферии .прижимами для заклинивания проволоки и закрепленный в корпусе криволинейный толкатель, взаимодействующий с прижимами, отличающееся тем, что, с целью nt выщения надежности работы устройства путем предотвращения выскальзывания проволоки из прижимов при обрыве ее в зоне сварки, перед прижимами для заклинивания проволоки в направлении йра щения барабана смонтированы взаимо76567658
действующие с криволинейным толкателемИс -очники информации, принятые во
дополнительные прижимы для зажатиявнимание при экспертизе
проволоки с возможностью проскальзывания.
S
1
Tf /
16
1. Патент США К 2994244, кл. 86-1, 1961.
/J
/
/
11 W
18
-Ttfr
17
i:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Установка для приварки мостиков из микропроволоки к монтажным площадкам | 1987 |
|
SU1419843A2 |
| Устройство для приварки проволоки к контактным площадкам | 1987 |
|
SU1563928A2 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1981 |
|
SU1026988A2 |
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
А-А
PtJ2.1
U2.3
