2.Устройство по п.1, от л и -чающееся тем, что оно снабжено дополнительным комтгпектом двуплечих рычагов и дополнительным силовым элементом, установленными на корпусе соосно основному комгшекту рычагов.
3.Устройство по пп. 1 и 2, отличающееся тем, что, дополнительные силовой элемент и комплект двуплечих рычагов размещены на корпусе концентрично основному комплект рычагов,
4.Устройство по ПП.1 и 2, о т личающееся тем, что дополнитепьный силовой элемент расположен на корпусе концеитрично основному
комплекту рычагов, а дополнительный комплект рычагов - соосно.
5.Устройство по ПП.1 - 4, о т личающееся тем, что корпус установлен с возможностью осевого перемещения, при этом часть внутренней поверхности корпуса со сторрны рычагов выполнена наклонной.
6.Устройство по пп. 1 - 5, о т личающееся. тем, что корпус установлен с возможност1зю перемещения в плоскости, перпендикулярной оси корпуса.
7.Устройство по ПП.1, от л и чающееся тем, что силовой элемент и оси рычагов расположены несимметрично относительно оси кор-i пуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой | 1984 |
|
SU1181845A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО РАДИОЭЛЕМЕНТОВ | 1991 |
|
RU2030140C1 |
| КЛЕПАЛЬНАЯ МАШИНА | 2024 |
|
RU2832661C1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| БАРАБАН ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2006 |
|
RU2317206C1 |
| Установка для сборки под сварку обечайки с фланцем | 1982 |
|
SU1063569A1 |
| Устройство к дисковым ножницам для резки листового материала по спирали и кругу | 1977 |
|
SU733884A2 |
| Способ сборки электрической машины | 1985 |
|
SU1283898A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ ДБТАЛЕЙ ТИПА ВАЛ-ВТУЛКА, содержащее корпус, шарнирно закреплентй на нем комплект рычагов и силовой элемент, взаиьюдёйствующий с каждым, из: рычагов, о т л и чающее с я тем, что, с целью повышения прсжзводитель- ности и точности сборки, силовой выполнен в виде каретки, установленной с возможностью осевого перемещения, а рычаги выполнены двуппечими и установлены с возможностью взсимодействия одного плеча каждого рычага с торцом каретки. 9 эо 9: 3)
1
Изобретение относится к механосборочному производству, а именно к устройствам, предназначенным для сборки деталей типа вал-втулка, например биметаллических болтов. .
Известно устройство для сборки деталей типа вал-втулка, содержа- . щее корпус, установленные на корпусе шар.нирно комплект рычагов, взаи|МОдействую цих-с устанавливаемой детал ьга, и силовой элемент, взаимодейcтвVющий с каждым из рычагов 1 .
Недостатком известного устройства является сложность конструкции силового элемента, выполненного в виде диска с равномерно расположенны «ш на нем по окружности вилками и грузов, взаимодействующих с Г-образными захватами. Кроме того, известное устройство не обеспечивает высокой точности центрирования в связи со сложностью кинематической связи системы рычагов и грузов, что отрицательно сказывается на точности сборки, а также высокой производительности в связи с необходимостью обеспечи вать вращательное движение системе для центровки втулки и ее последующей остановки,на что требуется дополнительное время.
Цель изобретения - повышение производительности и точности сборки. Указанная цель достигается тем, что в устройстве для сборки деталей типа вал-втулка, содержащем корпус, установленные на корпусе шарнирно коплект рычагов, взаимодействующих с устанавливаемой деталью, и силовой элемент, взаимодействующий с каждым из рычагов, силовой элемент выполнен вв иде каретки, установленной с возможностью осевого перемещения, а рычаги выполнены двуплечими и установлены с возможностью взаимодействия одного плеча каждого рычага с торцом каретки.
Кроме того, устройство снабженодополнительным комплектом двуплечих рычагов и дополнительным силовым элементом, установленными на корпусе соосно основному комплекту рычагов.
Дополнительные силовой элемент и комплект двуплечих рычагов размещены на корпусе концентрично основному комплекту рычагов.
Дополнительный силовой элемент расположен на корпусе концентрично основному комплекту рычагов, а дополнительный комплект рычагов - соосно.
Корпус установлен с возможностью осевого перемещения, при этом часть внутренней поверхности корпуса со стороны рычагов выполнена нaк oннoй
Корпус установлен с возможностью перемещения в плоскости, перпендикулярной оси корпуса.
Силовой элемент и оси рычагов расположены несимметрично относително оси корпуса.
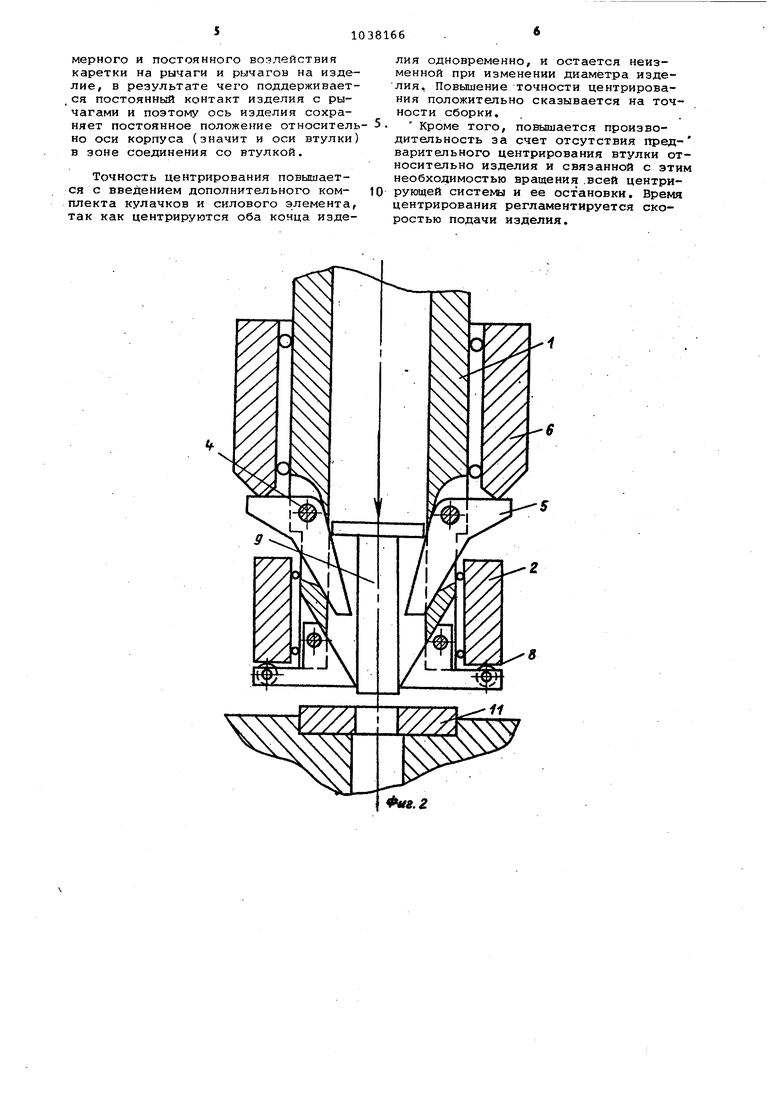
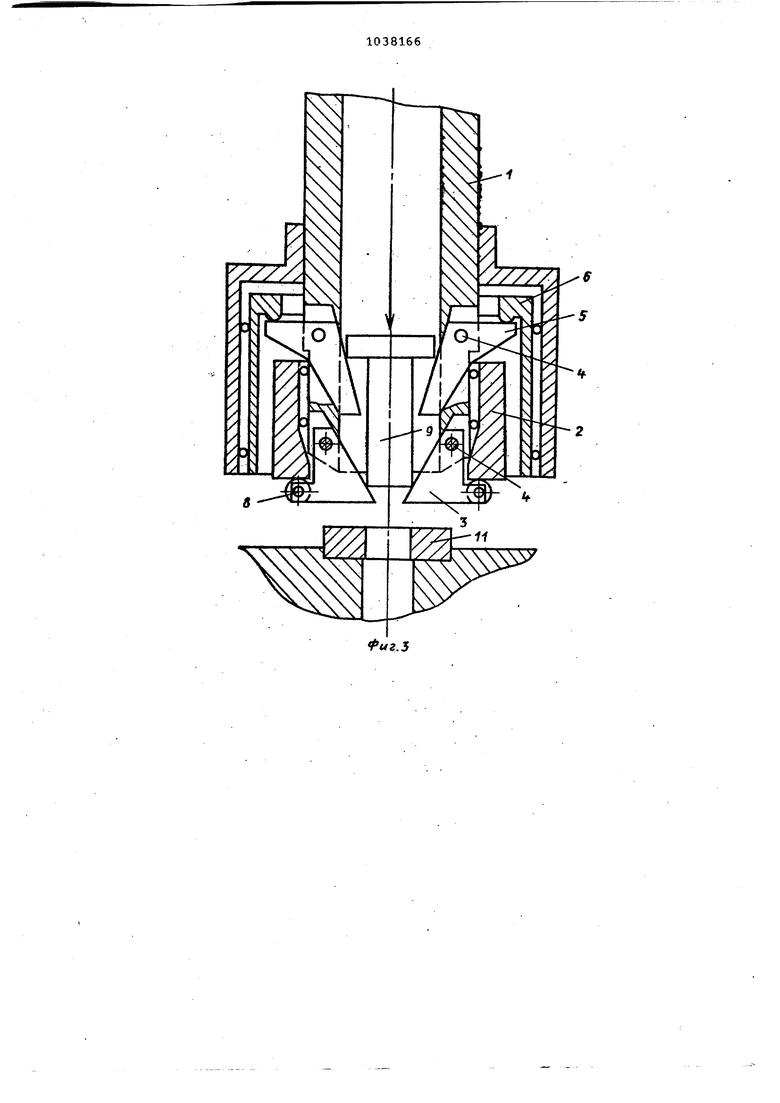
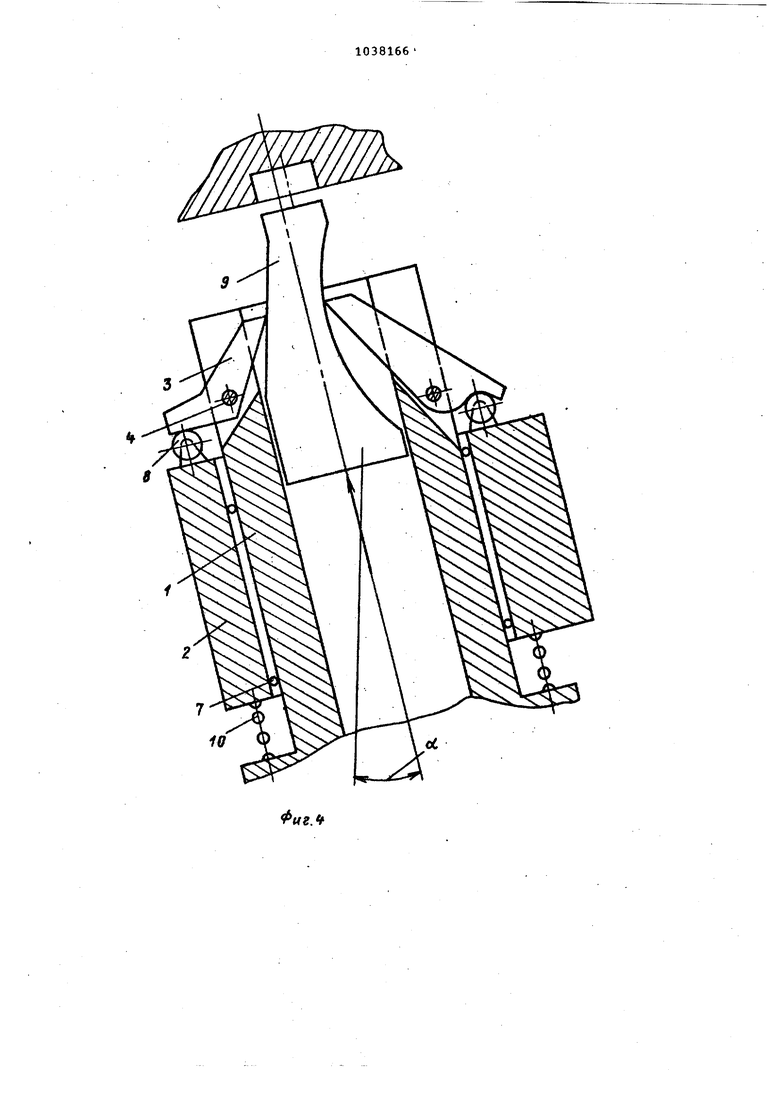
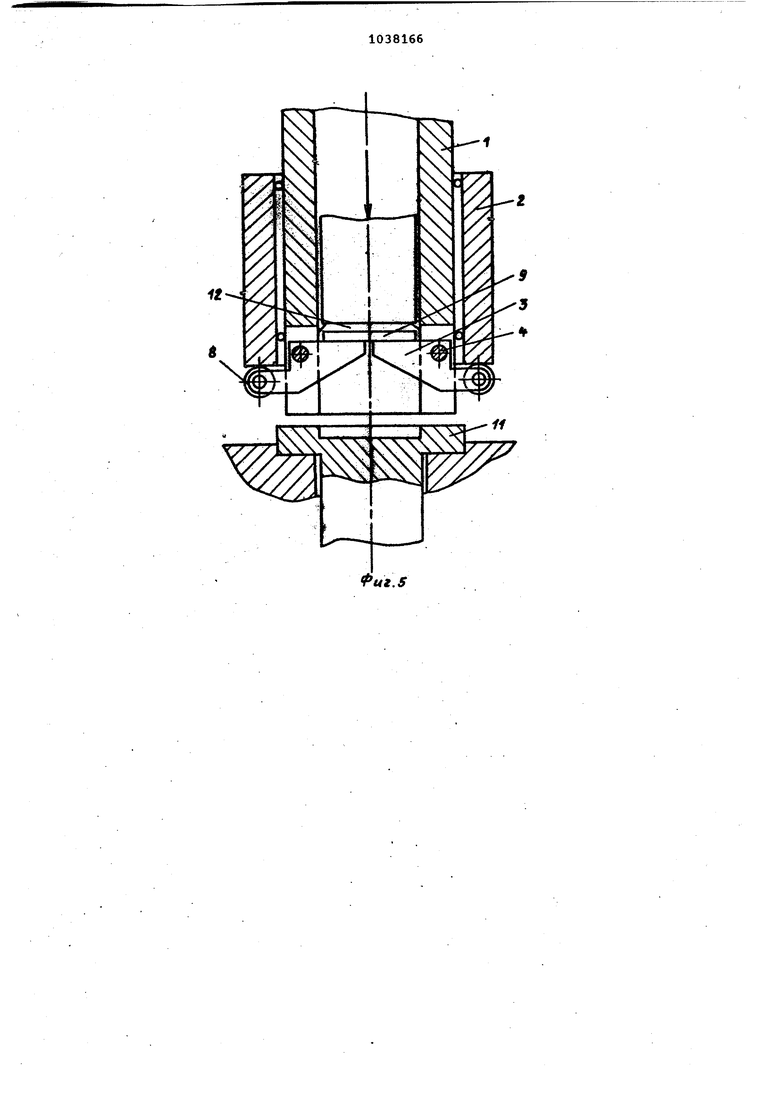
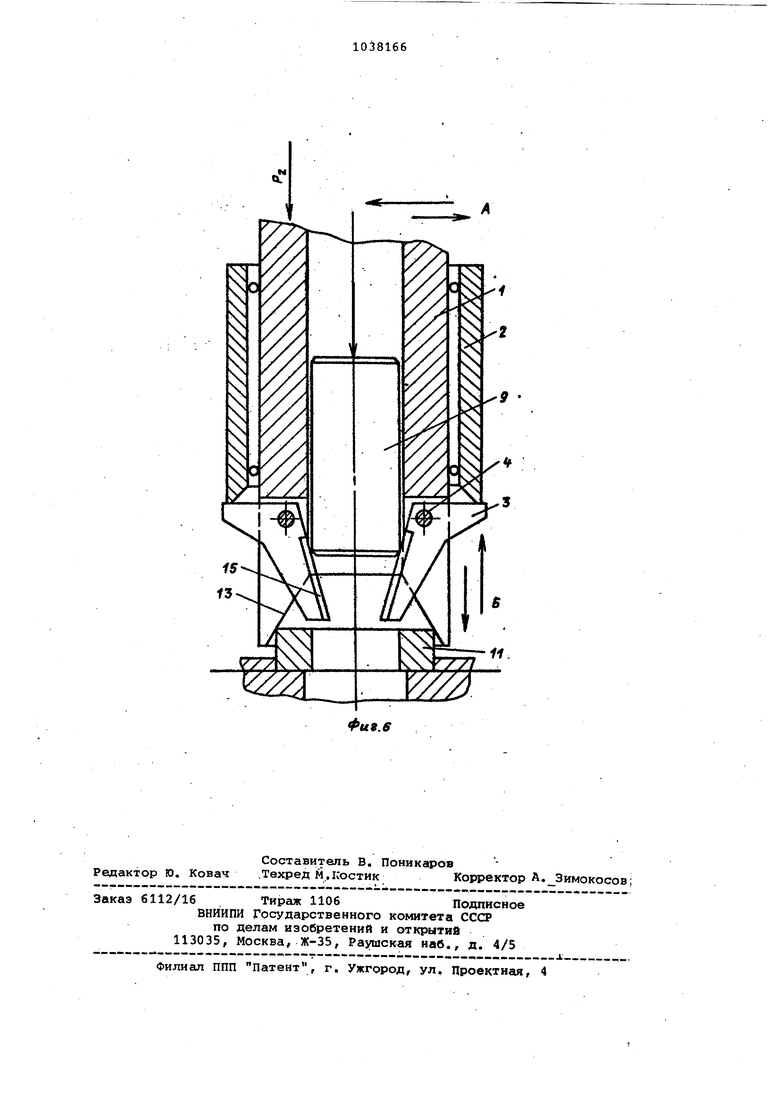
На фиг. 1 изображено устройство для сборки деталей типа вал-втулка, общий вид; на фиг.2 - то же,с дополнительным комплектом рычагов и допонительным силовым элементом, установленными на Kopfiyce соосно основному комплекту рычагов; на фиг. 3 то же, концентрично ОСНОВНОМУ комплекту рычагов; на фиг. 4- то же, для несимметричных изделий; на фиг. 5 - то же, для деталей типа шайбы; на фиг. 6 - то же, в котором корпус выполнен подвижным в плоскости, перпендикулярной оси корпуса и вдоль своей оси.
Устройство содержит корпус 1,устновленный на нем силовой элемент 2, выполненный в виде каретки с возможностью перемещения ее вдоль оси корпуса 1, и комплект двуплечих рычаго 3, установленных на корпусе 1 с возможностью поворота их вокруг осей 4 .выполненных регулируемыми, например как эксцентрики,
Предлагаемое устройство может быть выполнено с дополнительным комплектом двуплечих рычагов 5 и силовы элементом 6, установленными соосно первому комплекту, или концентрично первому крмплекту.
Дополнительный силовой элемент 6 может быть установлен концентрично, а дополнительные двуплечие рычаги 5 соосно первому комплекту.
Для несимметричных изделий оси 4 рычагов и силовой элемент 2 смещены относительно оси корпуса.
Силовые элементы 2 установлены на корпусе 1 безэазорно, например, на подшипниках 7 с предварительным натягом.
Каретка 2 или рычаг 3 в месте взаимодействия их снабжены подиипниками 8, оси которых регулируемы с помощью эксцентриков, что обеспечивает точечный контакт в зонах контактирования рычагов и каретки.Одно из собирае мх изделий обозначено позицией 9,
Предлагаемое устройство может быть расположено вертикгшьно или под углом к вертикали.
В случае, если угол близок к +90 или больше, то устройство снабжено приводом 10, например пружиной взаимодействующим с кареткой 2. Привод 10 обеспечивает также усиление контакта рычагов 3 с изделием 9.
Для несимметричных издеглий рычаги 3 расположёны неконцентрично относительно оси корпуса 1, а их рабочие поверхности профилированы соответственно форме изделия 9.
Для.изделий малой толщиной, например шайб, рабочие поверхности рычагов 3 расположены в плоскости, перпендикулярной оси корпуса. Это исключает перекос изделия.при подаче его к втулке 11. Изделие 9 попадает на горизонтальную плоскость через окно 12, изготовленное в корпусе 1.
С целью более точного центрирования корпус выполнен подвижным вдоль своей оси, а также может перемещаться перпендикулярно этой оси.
При этом конец ко1эпуса 1, контактирующий с изделием 9, имеет наклонную поверхность 13, которая обеспечивает захват изделия.
При наличии положительных значительных зазоров изделия 9 и втулки 11 или для несимметричных изделий устройство может быть выполнено с одним рычагом 3,
Для уменьшения износа рычагов 3 в месте контакта с изделием -9 установлены подшипники 14 или твердосплавные пластины 15.
Устройство работает следующим образом.
Каретка 2 под действием собственного веса или. под действием привода 10 перемещается по корпусу 1и воздействует на рычаги 3, поворачивая их вокруг оси 4, В результате рычаги 3 смыкаются к оси корпуса 1, преграждая путь изделию 9, например болту. При движении вдоль оси корпуса 1 изделие 9 взаимодействует с рычагами 3 и раздвигает их синхроно, при этом проходное отверстие, образованное рычагами 3, остается концентричным оси корпуса 1. Так как ось корпуса 1 совпадает с осью втулки 11, то изделие 9 своим концом попадает в отверстие втулки 11. По мере прохождения изделия 9 через рычаги 3 центрируется и головка изделия 9.
В случае необходимости более точной центровки, например при запрессовке изделий, устанавливают дополнительный комплект рычагов 5 и силовой элемент 6, которые располагают последовательно или концентрично, С помощью дополнительного комплекта рычагов 5 и каретки 6 исключают перекос изделия 9 при вводе изделия 9 во втулку 11,
В случае несимметричных изделий со сложными поверхностями контактны поверхности рычагов 3 профилируют соответственно изделию 9, с помощью чего сохраняют ориентацию оси изделия 9 к втулке 11. При подаче изделия 9 снизу вверх или под каким-то углом устанавливают привод 10, например пружину, который воздействуе на силовой элемент 2, обеспечивая его контакт с рычагами 3(5).
При подвижном корпусе 1 сначала перемещают корпус .1 вдоль его оси до момента захватывания втулки 11, при этом одновременно корпус может перемещаться и перпен тикулярно своей оси, после чего изделие 9 точ- но направляют во втулку 11.
В устройстве производят загрузку в корпус 1 изделий 9 малых толщин например шайб, через окно 12. Изделие 9 располагается устойчиво на горизонтальной поверхности рычагов, после чего с помощью толкателя изделие 9 направляют в отверстие втулки 11.
Положительный эффект предлагаемого устройства по сравнению -с известным заключается в повслиении точности центрирования за счет равномерного и постоянного воздействия каретки на рычаги и рычагов на изделие, в результате чего поддерживает ,ся постоянный контакт изделия с рычагами и поэтому ось изделия сохраняет постоянное положение относител но оси корпуса (значит и оси втулки в зоне соединения со втулкой. Точность центрирования повышается с введением дополнительного комплекта кулачков и силового элемента, так как центрируются оба конца изде-Wy W/
8
11
Фиг. 2 лия одновременно, и остается неизменной при изменении диаметра изделия, Повышение точности центрирования положительно сказывается на точности сборки, Кроме того, повышается производительность за счет отсутствия пред- варительного центрирования втулки относительно изделия и связанной с этим необходимостью вращения .всей центрирующей система и ее остановки. Время центрирования регламентируется скоростью подачи изделия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
