Изобретение относится к машиностроению,, в частности к вспомогатель ному оборудованию для проведения сборочно-сварочных работ, и может быть использовано для сборки под сварку обечайки с фланцем.
Известна установка для сборки под сварку обечайки с фланцем, содержащая корпус,,соосно установлен ные на нем приводной центратор для 1фланца с подпружиненным толкателем для фиксации фланца и центратор для обечайки 1 .
Для закрепления и центрирования фланца и обечайки на этой установке необходимо выполнить вручную ряд установочных операций, кроме того, при изменении диаметра свариваемых деталей необходимы затраты времени на регулировочные операции.
Цель изобретения - повьшение производительности и расширение технологических возможностей установки путем обеспечения автоматической сборки под сварку деталей различного диаметра.
Поставленная цель достигается тем что в установке для сборки под сварку обечайки с фланцем, содержащей корпус, соосно установленные на нем приводной центратор для фланца с подпружиненным толкателем для фиксации фланца и центратор для обечайки, центратор для фланца выполнен в виде кольцевой планшайбы с шарнирно установленными на ней подпружиненньяни двуплечими рычагами для фланца, привод .центратора для фланца выполнен в виде силового цилиндра, закрепленного на планшайбе, центратор для обечайки оснащен приводом, установленным внутри штока привода центратора для фланца, а подпружиненный толкатель выполнен в виде диска, за-крепленного на штоке привода центратора для фланца и установлен с возможностью взаимодействия с рычагами.
Кроме того, внутри кольцевой планшайбы смонтировано кольцо, установ ленное с возможностью фиксированного перемещения в плоскости, перпендикулярной к оси штока силового цилиндра, а двуплечие рычаги закреплены на указанном кольце.
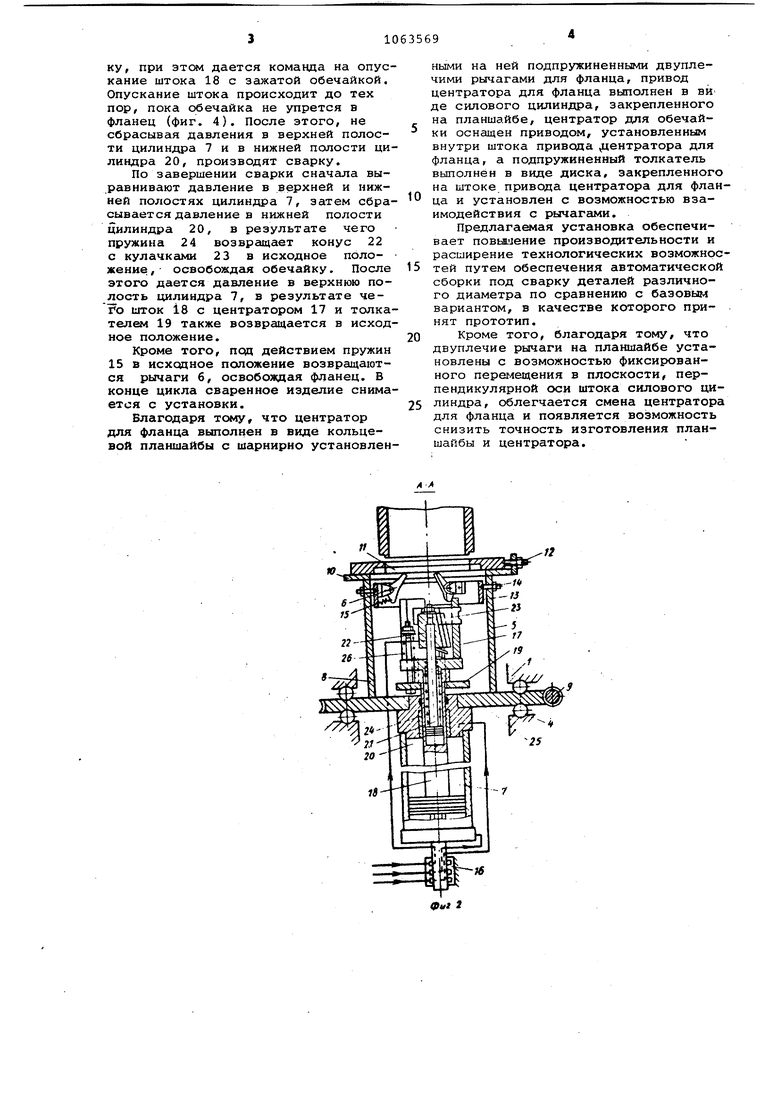
На фиг. 1 изображена предлагаемая установка, вид сверху; на фиг, 2 сечение А-А на фиг. 1, соответствует исходному положению установки; на фиг. 3 - сечение А-А на фиг. 1, соответствует положению центрирования фланца и обечайки; на фиг. 4 сечение А-А на фиг. 1, соответствует положению сборки обечайки с фланцем.
Установка для сборки под сварку обечайки с фланцем состоит из закрепленных на корпусе 1 питателя 2 фланцев и вращателя 3.
Вращатель 3 установлен -в опорных роликах 4 и снабжен центратором для фланца, выполненным в виде кольцевой планшайбы 5 с шарнирно установленными на ней подпружиненными двуплечими рычагами и приводом центрато. ра для фланца, выполненным в виде, силового цилиндра 7, закрепленного на планшайбе.
Планшайба 5 выполнена в виде трубы 8 и снабжена зубчатым венцом, взаимодействующим с приводом 9 поворота. В центре планшайбы размещен силовой цилиндр 7, а в верхней части закреплены опорный фланец 10 с направляющими 11 и упором 12..Дву плечие рычаги 6 установлены радиально на кольце 13, которое закреплено на планшайбе с помощью регулировочных винтов 14. .Рычаги б подпружинены пружинами 15.
Силогой цилиндр 7 снабжен воздушной муфтой 16, центратором 17 для обечайки, закрепленным на штоке 18 и толкателем 19.
В шток 18 встроен силовой цилиндр 20 привода центратора для обечайки. На штоке 21 цилиндра 20 закреплен конус 22, контактирую11ий с радиальными кулачками 23 центратора 17 для обечайки.
Шток цилиндра 20 снабжен центральным каналом, через который подается рабочая среда в нижнюю полость цилиндра 20, и пружиной 24.
Толкатель 19 выполнен в виде диска 25, установленного с помощью пружин 26 сжатия на штоке 18 с возможностью перемещения вдоль него и взаимодействия с рычагами 6.
Установка работает следующим образом.
На планшайбу 5 питателем 2 выдается фланец, который прижимается к упору 12 (фиг. 2). Одновременно с фланцем на установку с помсядью манипулятора (не показан) подают обечайку, которая удерживается над фланцем.
После этого дается команда на подъем штока 18 с центратором для обечайки 17 и толкателем 19. Последний поднимается совместно с штоком 18 до тех пор, пока не повернет двуплечие рычаги 6 до упора во внутренний диаметр фланца, после чего при дальнейшем подъеме штока 18 сжимаются пружины 26, передавая свое усилие на рычаги 6, которые центрируют фланец. В конце хода штока 18 центратор 17 оказывается внутри обечайки .
Затем срабатывает силовой ци- : линдр 20, который своим конусом 22 воздействует на кулачки 23, центрируя обечайку.
После центрирования обечайки и фланца производят их взаимную сборку, при этом дается команца на опус кание штока 18 с зажатой Обечайкой Опускание штока происходит до тех пор, пока Обечайка не упрется в фланец (фиг. 4). После этого, не Сбрасывая давления в верхней полости цилиндра 7 и в нижней полости ци линдра 20, производят сварку. По завершении сварки сначала выравнивают давление в верхней и нижней полостях цилиндра 7, затем сбоа сывается давление в нижней полос Г цилиндра 20, в результате чего пружина 24 возвращает конус 22 с кулачками 23 в исходное положение, освобождая обечайку. После этого дается давление в верхнюю полость цилиндра 7, в результате центратором 17 и толкателем 19 также возвращается в исходное положение. Кроме того, под действием пружин 15 в исходное положение возвращаются рычаги 6, освобождая фланец, в конце цикла сваренное изделие снимается с установки. Благодаря тсжу, что центратор для фланца выполнен в виде кольцевой планшайбы с шарнирно установленными на ней подпружиненными двуплечими рычагами для фланца, привод центратора для фланца выполнен в ви де силового цилиндра, закрепленного на планшайбе, центратор для обечайки оснащен приводом, установленным внутри штока привода дентратора для фланца, а подпружиненный толкатель выполнен в виде диска, закрепленного на штоке, привода центратора для фланца и установлен с возможностью взаимодействия с рычагами. Предлагавшая установка обеспечивает повьиение производительности и технологических возможностей путем обеспечения автоматической сборки под сварку деталей различного диаметра по сравнению с базовым вариантом, в качестве которого принят прототип. Кроме того, благодаря тому, что двуплечие рычаги на планшайбе установлены с возможностью фиксированного перемещения в плоскости, перпендикулярной оси штока силового цииндра, облегчается смена центратора ля фланца и появляется возможность низить точность изготовления планаиоы и центратора.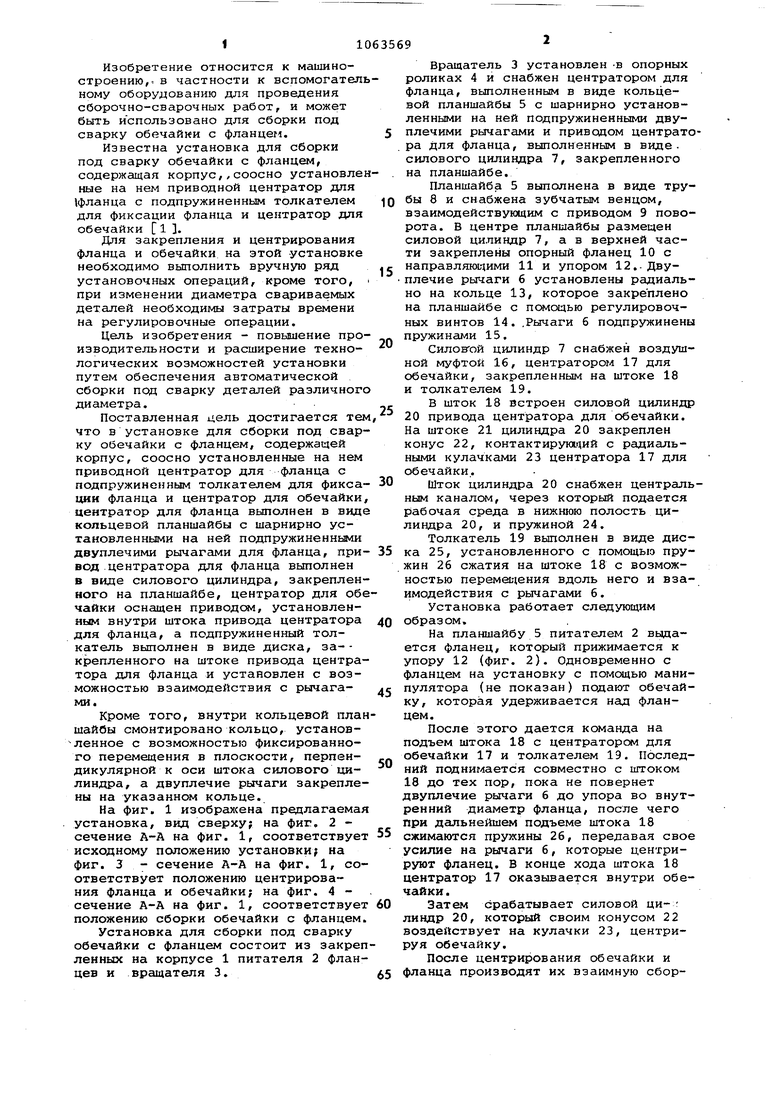
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку | 1986 |
|
SU1344555A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1978 |
|
SU727387A1 |
| Зажимное устройство | 1988 |
|
SU1542762A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1985 |
|
SU1323314A2 |
| Устройство для сборки многослойных браслетов покрышек пневматических шин | 1974 |
|
SU596477A1 |
| Установка для сборки и сварки фланцев с обечайками | 1982 |
|
SU1256902A1 |
| Устройство для сборки под сварку фланцев с обечайкой | 1981 |
|
SU1018837A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
1. УСТАНОВКА Д31Я СБОРКИ ПОД СВАРКУ ОБЕЧАЙКИ С ФЛАНЦЕМ, содержащая корпус, соосно устачовленные на нем приводной центратор для фланца с подпружиненным токателем для фиксации фланца и центратор для обечайки, отличающаяся тем, что, с целью повышения производительности и рас1дирения технологических возможностей путем обеспечения автоматической сборки под сварку деталей различного диаметра, центратор для фланца выполнен в виде кольцевой планшайбы с шарнирно установленными на ней подпружиненными двуплечими рычагами для фланца, привод центратора для фланца выполнен в виде силового цилиндра, закрепленного на планшайбе, центратор для обечайки оснащен приводом, установленным внутри штока привода центратора для фланца, а подпружиненный толкатель выполнен в виде диска. Закрепленного на штоке привода центратора для фланца и установлен с возможностью взаимодействия с рычагами. 2. Установка поп.1, отлич а- Q ю щ а я с я тем, что внутри кольце- g вой планшайбы смойтировано кольцо, (Л установленное с возможностью фиксированного перемодения в плоскости, перпендикулярной к оси штока силового цилиндра, а двуплечие рычаги закреплены на указанном.кольце. 05 00 ел О) ф
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
