Ю
/
СО 00
to
о
00
(Uut.l
Изобретение относится к устройствам для загрузки, крепления и базирования деталей при торцовом шлифовании, в частности при обработке ферритовых П-образных сердечников алмазным инструментом при работе станка в автоматическом режиме.
Известно устройство для базирования и крепления деталей, содержащее эластичную ленту, прижимаемую к обрабатываемым деталям, и втулочно-роликовую цепь, контактирующую с эластичной лентой и взаимодействующую с подпружиненным рычагом 1.
Недостатками известного устройства являются невозможность базирования и обработки хрупких деталей сложной форглы, так как обрабатьшаемая деталь при своем движении (вращательном и поступательном) контактирует с неподвижными опорными поверхностями (образование сколов), значительный износ базовых трущихся поверхностей и большое натяжение ремня (чем и вызвано применение втулочно-роликовой цепи),
Цель изобретения - повышение точности базирования деталей.
Поставленная цель достигается тем что устройство для базирования и крепления хрупких деталей сложной формы при торцовом шлифовании, содержащее :;1пасгичную ленту и ограничительные ролики, снабжено дополнительным фасонным роликом, установленным между ограничительны1/1И роликами с возможностью контакта с эластичной лентой и перемещения в сторону зоны резания
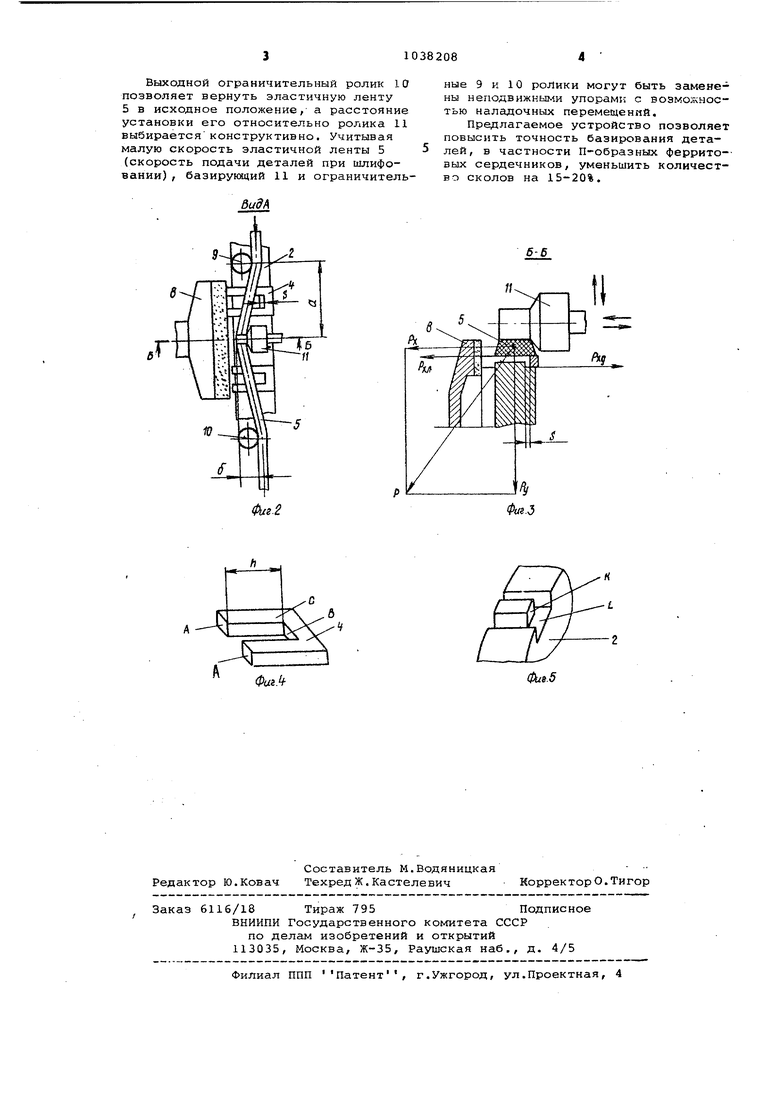
iia фиг. 1 представлено устройство дэлл базирования и крепления хрупких деталей, общий вид; на фиг. 2 - вид |по стрелке Л на фиг, 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 П-образный ферритовый сердечник, подлежащий обработке по поверхности Л, с вьщерживанием чертежного размера h (базовые поверхности для крепления при обработке В и С); на фиг. 5 элемент крепления и базирования (установочное гнездо) на загрузочном диске I (К и L базовые поверхности)
Устройство содержит вибробункер 1 и загрузочный диск 2 с установочными гнездами 3. Загрузочный диск имеет привод для обеспечения регулируемой скорости подачи (не показан) . В гнездах 3 диска 2 обрабатываемые дета и 4 поджимаются бесконечной эластичной лентой 5, которая имеет возможность перемещаться по направляющим роликам 6 натяжением ее подпружиненным роликом 7 к шлифовальному кругу 8, В зоне обработки уст.ановлены ограничительные 9 и 10 и базирующий фасонный 11 ролики.
Устройство работает следугадим образом.
Обрабатываемые детали 4 из вибробункера 1 подаются в установочные гнезда 3 3arpj3O4Horo диска 2, который имеет привод для обеспечения регулируемой скорости подачи. В гнездах 3 диска 2 детали 4 поджимаются бесконечной эластичной ле11той 5, которая приводится в движение по направляющим роликам 6 за счет трения с поверхностью загрузочного диска 2 натяжением ее подпружиненным роликом 7, и поступают в зону обработки к L-шифовальному кругу 8. В зоне обработки установлены ограничительные 9 и 10 и базирующий фасонный 11 ролики которые изменяют траектории движения эластичной ленты 5 в зоне шлифования за счет чего обрабатываемые детали смещаются к шлифовальному кругу 8 и базовому торцу К (фиг. 5) установочного гнезда 3 загрузочного диска 2, что гарантирует шлифование деталей на заданный размер h (фиг. 4), Базирующий фасонный ролик 11 устанавливается с возможностью наладочных перемещений в сторону шлифовального круга 8 и в сторону оси загрузочного диска 2, как показано на фиг. 3, Ролик 11, действуя на эластичную ленту 5, передает усилие Р ча закрепляемую деталь, составляющая которой „ смещает деталь к базовой поверхности К загрузочного диска 2, а сила Р прижимает деталь к загрузочному диску 2 (поверхность L) . Сила Pj возникает за счет тречия эластичной ленты о поверхность детали и должна превышать силу Р. трения детали о поверхность гнезда 3 загрузочного диска 2 (трение феррита по стали), т.е, необходимьлм условием точного базирования детали в момент шлифования является РХЛ-РХД ХШ е P)/j, нормальное усилие шлифования., а К и К2 - соответственно коэффициенты трения ферритовой детали с элас1ТИЧНОЙ лентой и базовой поверхностью гнезда загрузочного диска.
Другим необходимым условием точности и стабильности базирования детали в момент обработки является величина смещения (дожатия) деталей в сторону шлифовального круга, т.е. (/(S, где (/- величина смещения (искривления) эластичной ленты к шлифовальному кругу, S - погрешность установки обрабатываемых деталей в гнездах загрузочного диска, которая обусловлена стабильностью загрузоч-. ного устройства.
Входной ограничивающий ролик 9 устанавливается относительно базирующего ролика 11 на величину а (фиг.2) которая выбирается равной пути шлифования (длине контакта обрабатываемой детали с шлифовальным кругом), что позволяет равномерно распределить съем припуска.
Выходной ограничительный ролик 10 позволяет вернуть эластичную ленту 5 в исходное положение, а расстояние установки его относительно ролика 11 выбираетсяконструктивно. Учитывая малую скорость эластичной ленты 5 (скорость подачи деталей при шлифовании) , базирующий 11 и ограничительные 9 к 10 ролики могут быть заменены неподвижными упорам -: с возможностью наладочных перемещений.
Предлагаемое устройство позволяет повысить точность базирования деталей, в частности П-образных феррито-вых сердечников, уменьшить количество сколов на 15-20%.
б-Б
(
Фиг.д
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наружного бесцентрового резьбошлифования | 1984 |
|
SU1238948A1 |
| Устройство для очистки круглого электромагнитного стола | 1986 |
|
SU1349955A1 |
| Устройство для шлифования пазов детали | 1981 |
|
SU1103998A1 |
| Станок для обработки ферритовых деталей | 1989 |
|
SU1683956A1 |
| Устройство для шлифования плоских поверхностей изделий | 1983 |
|
SU1114526A1 |
| Устройство для закрепления деталей | 1989 |
|
SU1673370A1 |
| Плоскошлифовальный станок | 1982 |
|
SU1073079A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ЗУБЬЕВ КОЛЕС | 1969 |
|
SU240463A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ И КРЕПЛЕНИЯ ХРУПКИХ ДЕТАЛЕЙ СЛОЖНОЙ фо{Ьмы при торцовом шлифовании, содержащее эластичную ленту и ограничительные ролики, отличающееся тем, что, с целью повышения точности базирования, оно снабжено. дополнительным фасонным роликом, установленным между ограничительными роликами .с возможностью контакта с эластичной лентой и перемещения в сторону зоны резания.
(г.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для загрузки шлифовального станка | 1974 |
|
SU490629A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
