1
Изобретение отпосится к станкостроению п предназначено для подачи цилиндрических деталей типа зубков в зону обработки шлифовального станка.
Известны механизмы загрузки для подачи зубков в зону шлифования, в которых подача в зону обработки твердосплавных зубков осуществляется приводным ремнем, он посредством планки и подпружиненного рычага поджимается к зубкам.
Недостатком такого устройства является то, что сам ремень, прижимаемый неподвижной подпружиненной профильной планкой к зубкам, перемещаясь, подвергается трению скольжения по его основанию и боковым сторонам.
В результате этого р-емень интенсивно изнашивается за 16-20 часов работы и заменяется другим.
Цель изобретения - устранение указанных недостатков, повышение надежности регулировки усилия прижима и долговечности ремня.
Это обеспечивается тем, что в предлагаемом устройстве профильная планка выполнена недвижной в виде втулочно-роликовой цепи, контактирующей на всем своем протяжении с приводным ремнем и взаимодействующей в зоне обработки с подпружиненным рычагом.
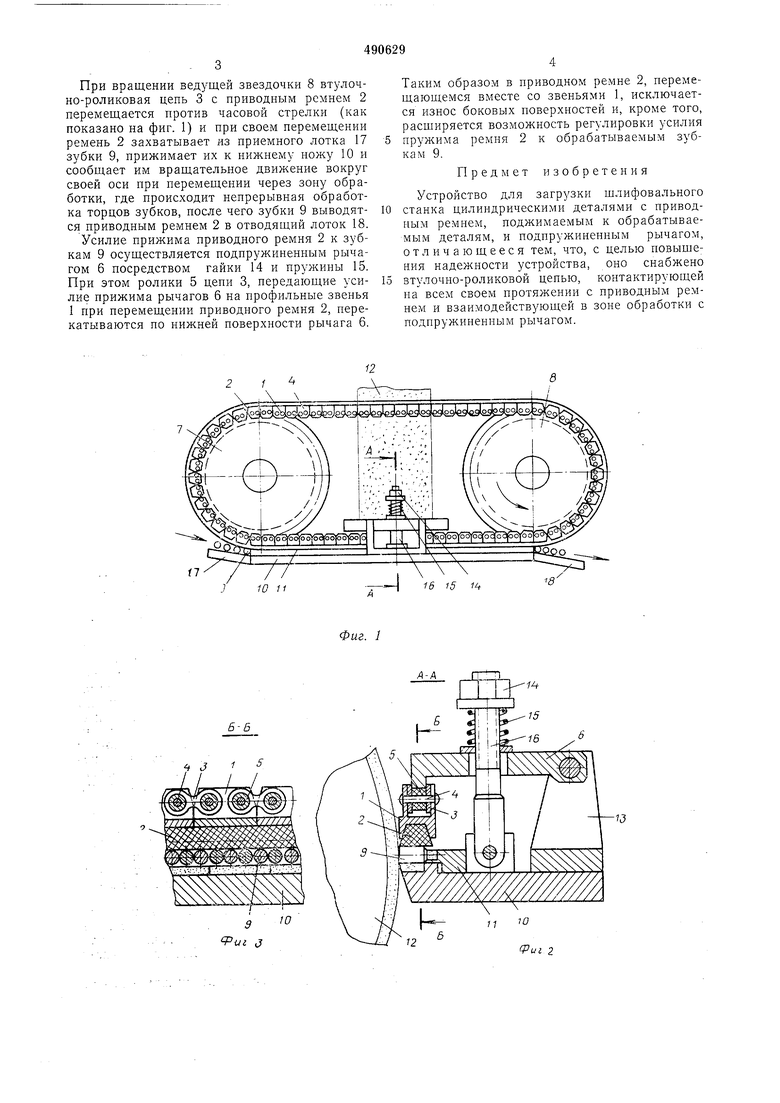
На фиг. 1 изображен алмазный шлифовальный круг; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2 (разрез по приводному ремню и втулочно-роликовой цени).
Устройство для подачи цилиндрических деталей типа твердосплавных зубков в зоне обработки шлифовального станка содержит подвижные профильные звенья 1, соответствующие форме приводного ремня 2. Профильные звенья 1 являются частью втулочно-роликовой цепи 3 и закреплены на оси 4, соединяющей звено 1 с цепью 3. На оси 4 расположены свободно ролики 5, взаимодействующие с подпружиненным рычагом 6. Втулочно-роликовая цепь установлена на звездочках 7 и 8, причем одна из них (8) является ведущей.
В профильных звеньях 1 установлен приводной ремень 2, который поджимается через
ролик 5 подпружиненным рычагом 6 к обрабатываемым твердосплавным зубкам 9, расположенным на нижнем ноже 10, между упорном планкой 11 и шлифовальным алмазным кругом 12.
Рычаг 6 шарнирно закреплен на кронштейне 13, усилие прижима которого регулируется гайкой 14 посредством пружины 15, установленной на шарнире 16. Шарнир 16 закреплен на нижнем ноже 10.
Устройство работает следующим образом.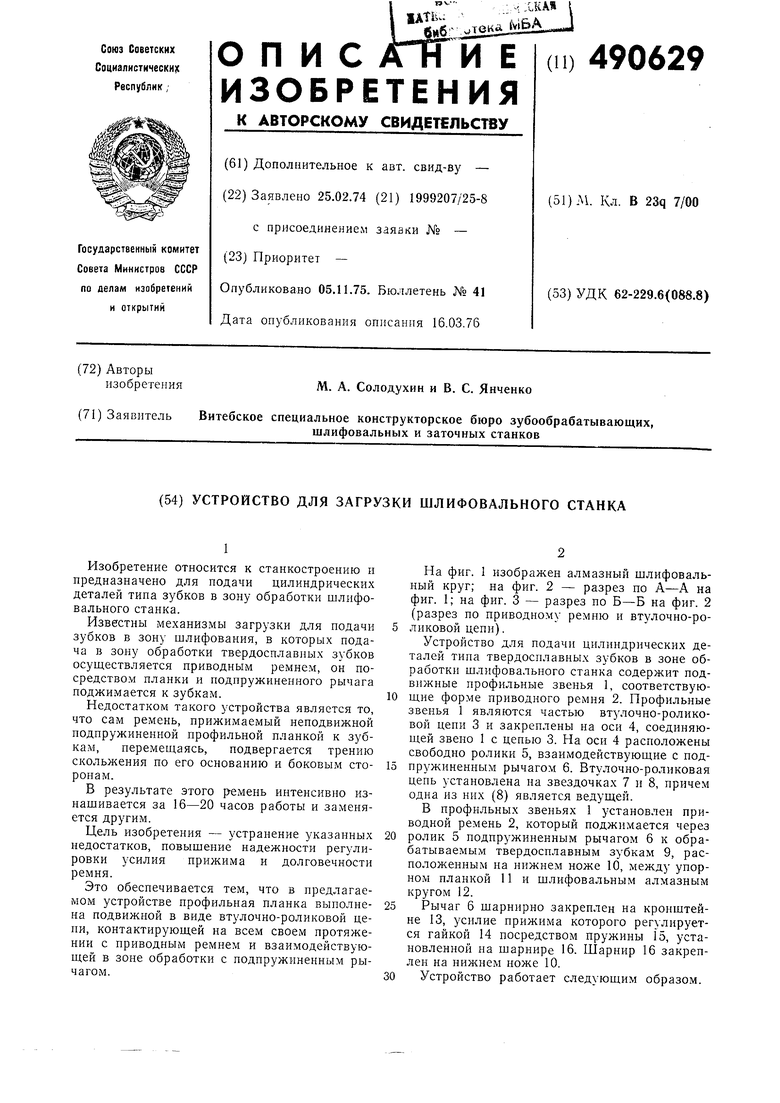
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки шлифовального станка | 1976 |
|
SU603560A2 |
| Горизонтальный пресс-автомат для холодного выдавливания | 1989 |
|
SU1669629A1 |
| Устройство для подачи обвязочной ленты | 1989 |
|
SU1712250A1 |
| Устройство для базирования и крепления хрупких деталей | 1981 |
|
SU1038208A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Установка для обработки изделий и устройство для закалки | 1983 |
|
SU1209722A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ КОНДИТЕРСКИХ ПЛАСТОВ | 1994 |
|
RU2101957C1 |
