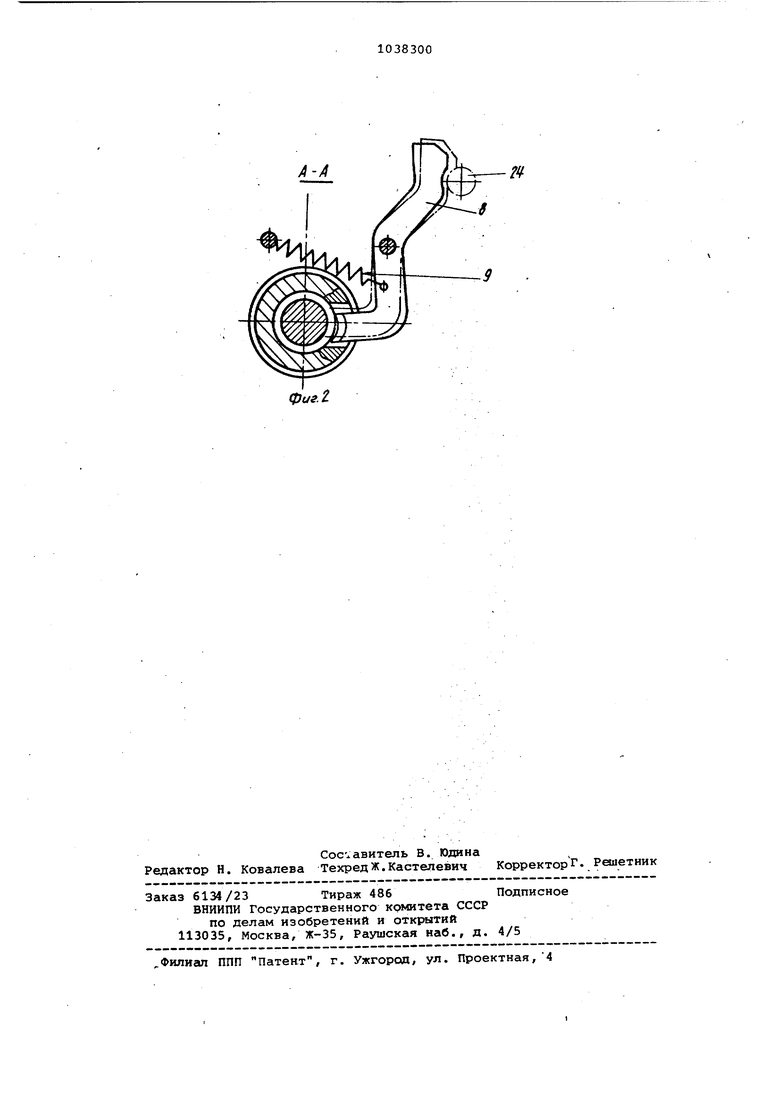
Изобретение откосится к устройствам для прессования стеклоизделий и может быть использовано на автома тических прессах при производстве, например заготовок хрустальных подвесок. По основному авт. ев, известно устройство для прессования стеклоиз делий, содержащее формукадее кольцо, матрицу, пуансон, с направлякедей втулкой, привод и систему подачи сжатого воздуха, соединенную с формующим кольцом, выполненным полым и со щелями на поверхности, обращен ной к пуансрну Cl}. . Недостатком известного устройств является то, что при незначительном увеличении объема капли в процессе прессования наблюдается выход стекломассы между плоской поверхностью матрицы и формующим кольцом, в результате чего капля защемляется, что приводит к снижению выхода год ной продукции. Кроме того, острые кромки пуансона быстро притупляются движущейся в процессе прессования навстречу стекломассой, в результате чего срок службы его понижается. Цель изобретения - уменьшение брака стеклоизделий и увеличение срока службы. Поставленная цель достигается тем, что устройство для прессования стеклоизделий снабжено поддоном, а матрица выполнена подпружиненной и вертикально подвижной, причем сил сжатия пружины пуансона больше силы сжатия пружины матрицы. Кроме того, оно может быть снабжено замком для фиксации поддона в матрице, выполненньш в виде подпружиненной защелки. На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1. Устройство состоит из основания матрицы 2, установленной на колонка 3, образутей вместе с поддоном 4 полость 5 для приема капли стеклома сы 6, пружин 7, замка в виде защелк 8 с пружиной 9, тяги 10, подвески 11 жестко соединенной колонками 12 и гайками 13 с полым формующим кольцо 14, пуансона 15, с полостью 16, кор пуса пуансона 17, с полостью 18, крышки 19, штуцера 20 для подвода воздуха, штуцера 21 для подвода и о вода воды, пружины 22 и знака 23, формующего отверстие в изделие. Устройство работает следующим об разом. Матрица основанием 1 устанавливается в гнездо стола пресса (не по казано) , Пуансон резьбовым хвостови ком подвески 11 крепится к штоку пневмоцилиндра пресса (не показано). В полость кольца 14 через штуцер 20 подводится сжатый воздух для охлаждения кольца и сброса отформованного изделия. Через штуцер 21 подводится вода для охлаждения пуансона 15 и знака 23. .. . Капля стекломассы б падает в полость 5 матрицы. Пуансон движется вниз. Формующее кольце} 14 входит в соприкосновение с матрицей 2, замыкая каплю в полости 5, образованной формующим кольцом 14, пуансоном 15, матрицей 2, поддоном 4. Далее устройство, преодолевая силы пружин 7, движется вниз относительно неподвижного поддона 4, выбирая размер h происходит процесс формования изделия, а в заключительной стадии прессование. В момент прессования подвижная часть пуансона, преодолевая сопротивление пружин 22, движется вверх на величину, заданную объемом капли стекломассы. Чем больше объем капли, тем больше ход пуансона, тем толще вырабатывается изделие. В тот момент, когда выберется размер h и матрица 2 упрется в дно основания 1, защелка действием пружины .9 зафиксирует поддон 4 относительно матрицы 2. При движении штока пресса вверх устройство вместе с изделием также движется вверх относительно основания 1, а в момент, когда происходит разделение матрицы и пуансона, отпрессованное изделие выталкивается из формующего кольца 14 вначале пуансоном 15 на величину сжатия пружин 22, а затем сжатым воздухом, подведенным через штуцер 20 в полость кольца 14. Процесс прессования заканчизается. После того, как изделие будет удалено с матрицы, последняя набегает фиксатором на неподвижный относительно стола пресса ролик 24. Поддон 4 под собственным весом или принудительно за тягу 10 опускается вниз, образуя полость для приема следующей капли стекломассы. Применение подпружиненного пуансона в предлагаемом устройстве для формования, например заготовок хрустальных подвесок, у которых нижняя сторона плоская, а верхняя рельефная, позволяет ему двигаться вверх вместе со стекломассой, в результате чего удается избежать выхода стекломассы между плоской поверхностью матрицы и формующим кольцом и ее защемления при увеличении объема капли, улучшается внешний вид отформованного изделия, при этом кромки пуансона не притупляются и его срок службы возрастает в 1,5-2 раза.
фиг. 2.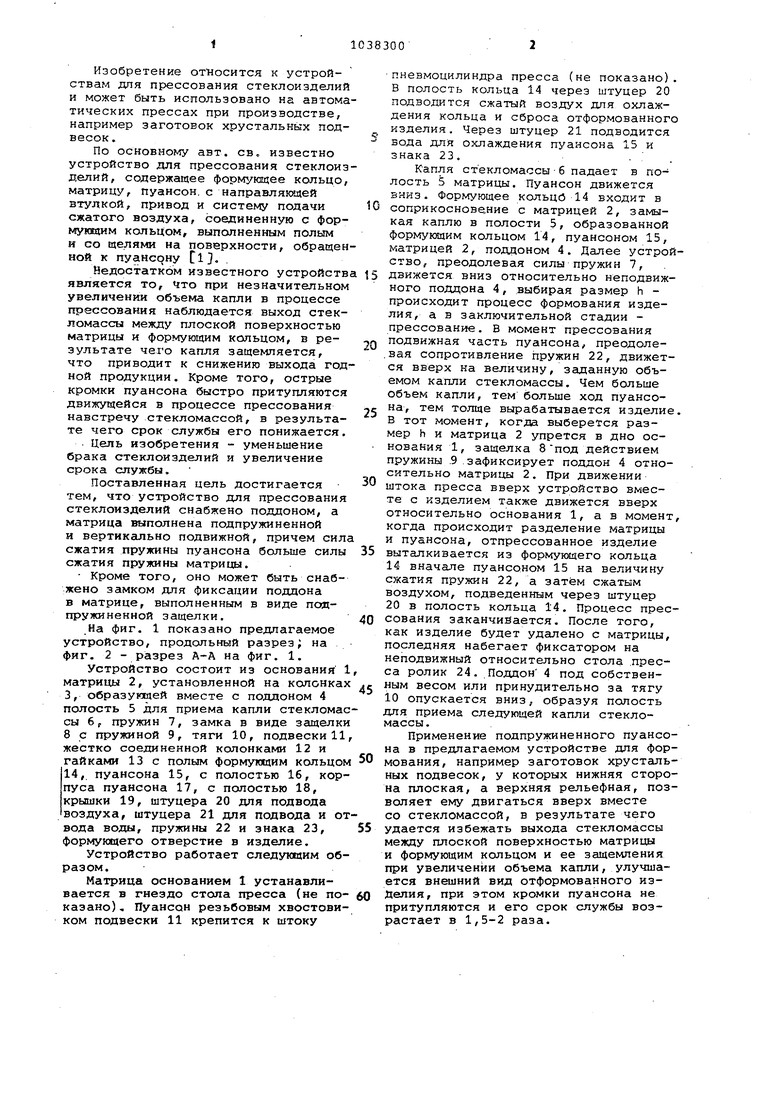
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования стеклоизделий | 1979 |
|
SU885160A1 |
| Многоместный инструмент для прессования стеклоизделий | 1981 |
|
SU1013423A1 |
| Устройство для изготовления стеклоизделий | 1983 |
|
SU1121245A1 |
| Устройство для изготовления стеклоизделий на ножке | 1974 |
|
SU531788A1 |
| Форма для прессования изделий из термопластического материала | 1973 |
|
SU440347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| РОТОРНАЯ МНОГОСЕКЦИОННАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1967 |
|
SU214768A1 |
| Устройство для изготовления стеклоизделий на ножке | 1978 |
|
SU885161A1 |
| Устройство для перемещения форм | 1971 |
|
SU646902A3 |
| Устройство для прессования изделий из стекла | 1974 |
|
SU633825A1 |
1. УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СТЕКЛОИЗДЕЛИЙ по авт. ев.V885160, .о тл ичак те еся тем, что, с целью уменьшения брака стеклоизделий и увеличения срока службы, оно снабжено поддоном, а матрица выполнена подпружиненной и вертикально подвижной, причем сила сжатия пружины пуансона больше сипы сжатия пружины матри1фл. 2. Устройство по п. 1, о т л и,ч а ю щ е. е с я тем, что оно снабжено згшком для фиксации поддона в матрице, выполненным в виде подпружиненной защелки. fe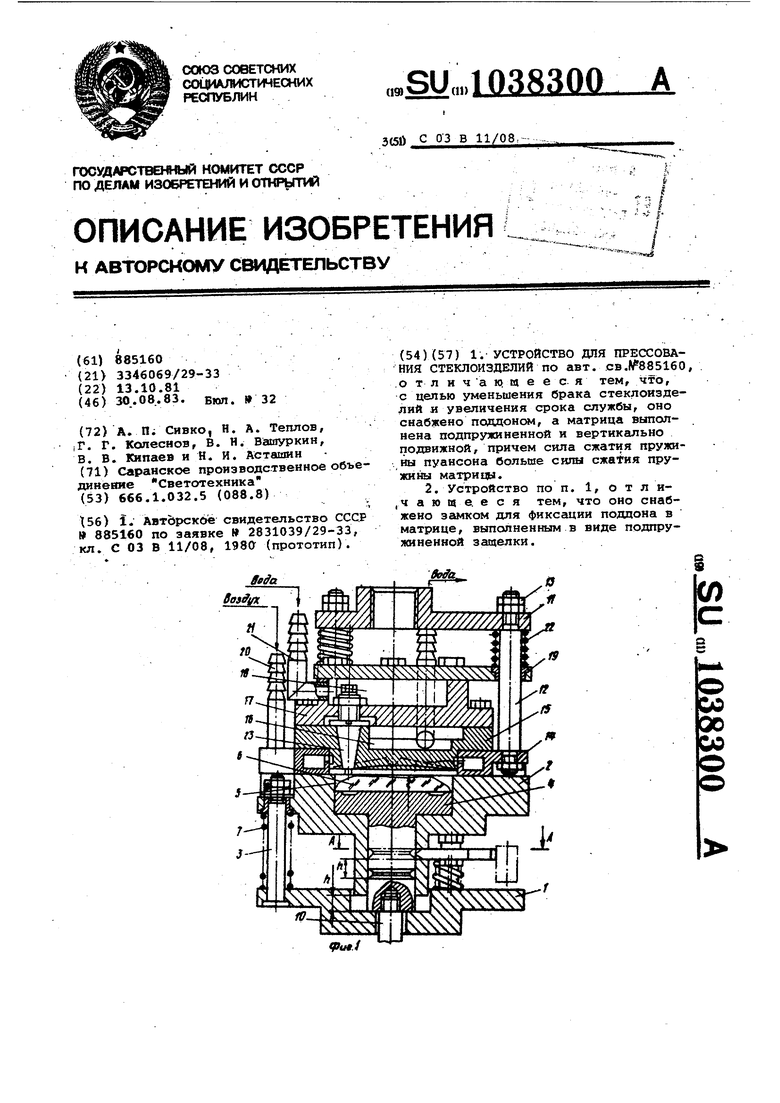
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для прессования стеклоизделий | 1979 |
|
SU885160A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
