В шри.мышленносги изготовле} нс дискои. например, для паровых турбин, кактпвных двигателей и т. п. происходит утем своиодиой кгает на мощных гидравлических прессах. При таком способе 11)оиз ;одства вес иокавок в несколт ко ра;) иревыигаст вес roTOiBHX изделий за .счет больших отходов металла. Кроме того, штамиолка дисков больших диаметро; (700 мм и выше) из малолегщюванных и вышколетироваиных сталей tie гожет быть осуществлеин в обычиых jjiTajniax из-за кедостаточно .мощности п дра личег|;их iipiMico B.
Известно применение в ковочним. iiiwнзводство разнообразных «оиетруктнп и-тамиов при изготовлении крупных дета.:(ей типа дисков.
Оиисьгеавмый , сиособ игтатювкн круииых деталей .не юшет указанных недостатков. В данном способе, с целью уменьшения необходимого усилия iqiecca, lia заготовь;; деформируют 1;ольце-в1 1( участки ири помощи последовательноги введения -в дeiicт iиe неСКольклх иуансо}1ов. Для этой целп nraaJm, кроме оеновиглч) центрального иуанеона, (набжен (|дним или )лькими концс нтрическячи ко;;ьЦ( пуаисонами. KOTOPJJIA )дя-т;:я в действие иослед;1; ательно ио|;редств;)Я нлит. .-чцаемг.гх Г1)ризо)тальио.
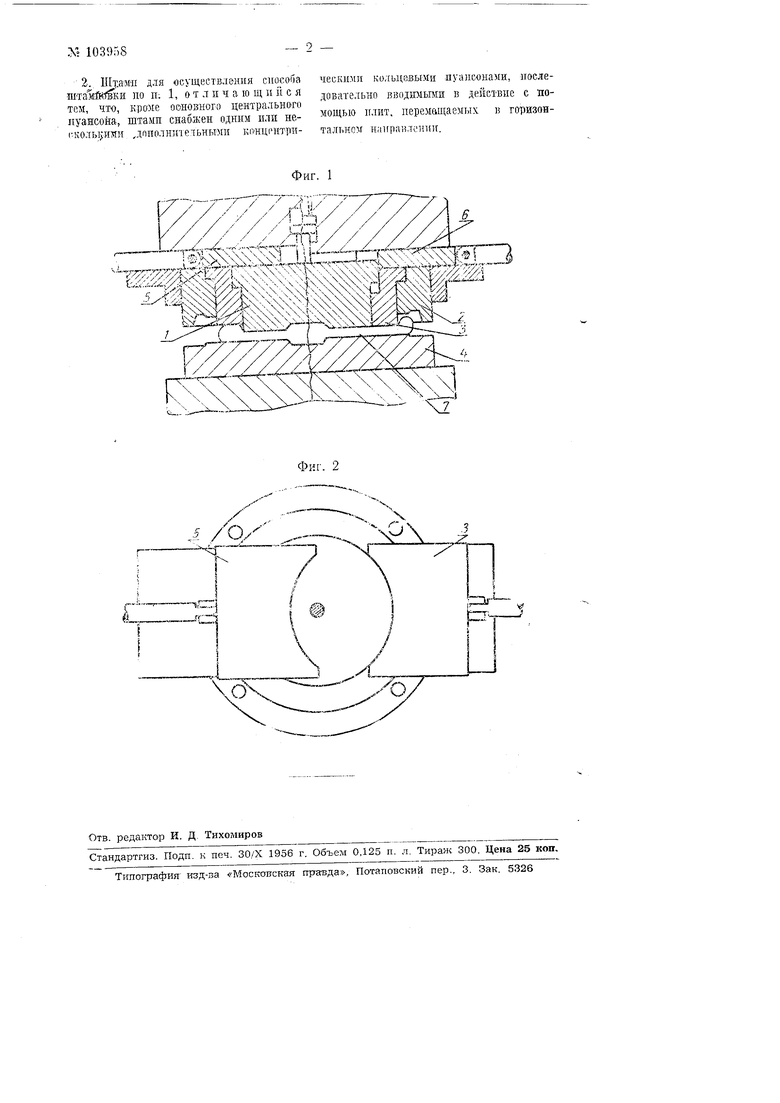
lia i|) I и 2 и.)об)ажеи нггами в двух про.кциях.
ИГтамн 111);Д)азначен для секциониоЛ нпамиовки крупных деталей тниа дисКов за несколько ходов пресса. БГтам:) состоит из центрального иуангуна (1),
кольце1;,1х пуансонов (2) п (.}). матрицы (4) и передвижных иллт (5) и (6).
Деформирование загото1вки осуществляется посредством иоследовательиого введения в работу JiyaiicoHOB. 1Г1)дварительно обжатая в кО.тьц заготспжа (7) Подается на пресс и ((шксируется иа матрице (4) штампа. Зт первый ход центральным ПуаНСОНЮ (1) ИрОИЗ:В-ОДИТСЛ
н тамиовка стуиицы и центральной части диска; нри этом обе плиты (о) и (G) полностью задвииуты в пггами (левал часть чертежа). Ирн втором ходе иропсх ;дит нгта,мио)ка 1;.(1льцевым , (} с|)едией ча-сти обе, илиты (5) и (G) частично выдвинуты (правая , чертежа). При тре. ходе пресса, когда, нлиты (о) и ((J) ьулнестыо выдвинуты и позволяют иуансону (2) нереме1цаться относительно иуанеона (3), ироисходит окончательная нгтамиовка н 1ра.вк;.. диска. После штамиовки пуаисоньг возвран1;аются В исходное положение, а -илит) задвигаются иа иреж.иие места, и 1нтами готов к дальнейшей работе.
Небольн1ие иаилывы, которые Moryi иолучиться на диске }; месте стг.тка луапсоков. уда.1яются 1)И мехаиичеекой обработке.
II р е д м е т li 3 о б р е т е н и я
. Способ игт;,мни;;кн К|)уииых дегале; типа дисков, о т л п ч а ю HI; ir ii с я тел, что, с целью уманьшеиия ке обходимого усилия иресса, штамиовку заготовки ведут ио частям иоследовательно, сначала центральной части, а затем iiiHueHTpHHeских кольцевьге участк-ов. 2. Штдаи для осуществления снособа по п; 1, отличающийся тем, что, крОМе осяозного центральнОГо пуансона, штамп снабжеп одним или нескольргаи ,дпполн 1тетьными кпнцрнтрт ческют кольцевыми пуансонами, иоследовательно вводимьши в действие с плит, иеремащаемых is горизонталт.ном наирявлсчши.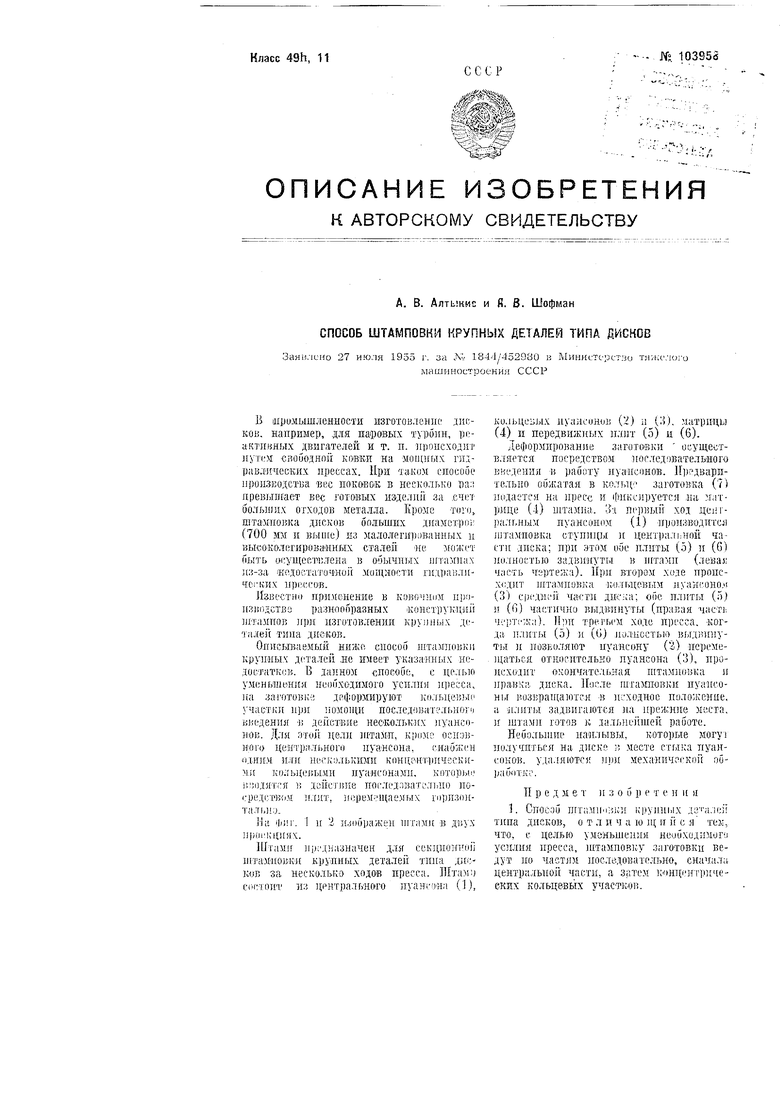
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безоблойной штамповки | 1957 |
|
SU111977A1 |
| Штамп для крупных деталей типа дисков | 1959 |
|
SU125114A2 |
| Способ изготовления дисков паровых и газовых турбин штамповкой в закрытых штампах | 1954 |
|
SU112705A1 |
| Способ штамповки крупных деталей типа дисков | 1958 |
|
SU115054A2 |
| Штамп для гибки из листового металла деталей двоякой кривизны | 1955 |
|
SU104403A1 |
| Штамп для гибки типа скоб из прутковой заготовки | 1976 |
|
SU599888A1 |
| Штамп для вырубки деталей из листового материала | 1975 |
|
SU599893A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ ПОКОВОК ТИПАДИСКОВ | 1968 |
|
SU425713A1 |
| Пресс для объемной штамповки | 1958 |
|
SU121012A1 |
| Устройство для многоходовой штамповки и клеймения | 1976 |
|
SU612729A1 |