1
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано при листовой штамповке, в частности при изготовлении решетчатых полотен и их клеймении.
Известно устройство для многоходовой штамиовки и клеймения деталей, содержащее верхнюю подвижную плиту с пуансонами, нижнюю плиту и клеймовочную головку 1.
Недостатком этого устройства является то, что маркировка производится за каждый рабочий ход штампа.
С целью расширения технологических возможностей описываемое устройство снабжено механизмом для периодического включения клеймовочной головки, выполненным в виде установленного на нижней плите вала и размеш,енных на валу подпружиненного разноплечего рычага, храпового колеса и поводка с собачкой, шарнирно связанного с подпружиненной тягой, а также двух толкателей и клина, размеш,енных на верхней плите и взаимодействуюш,их с подпружиненной тягой, при этом длинное плечо разноплечего рычага установлено с возможностью взаимодействия с одним из толкателей и с располон :енной на нийсней плите клеймовочной головкой, а короткое плечо разноплечего рычага установлено с возможностью взаимодействия со вторым толкателем.
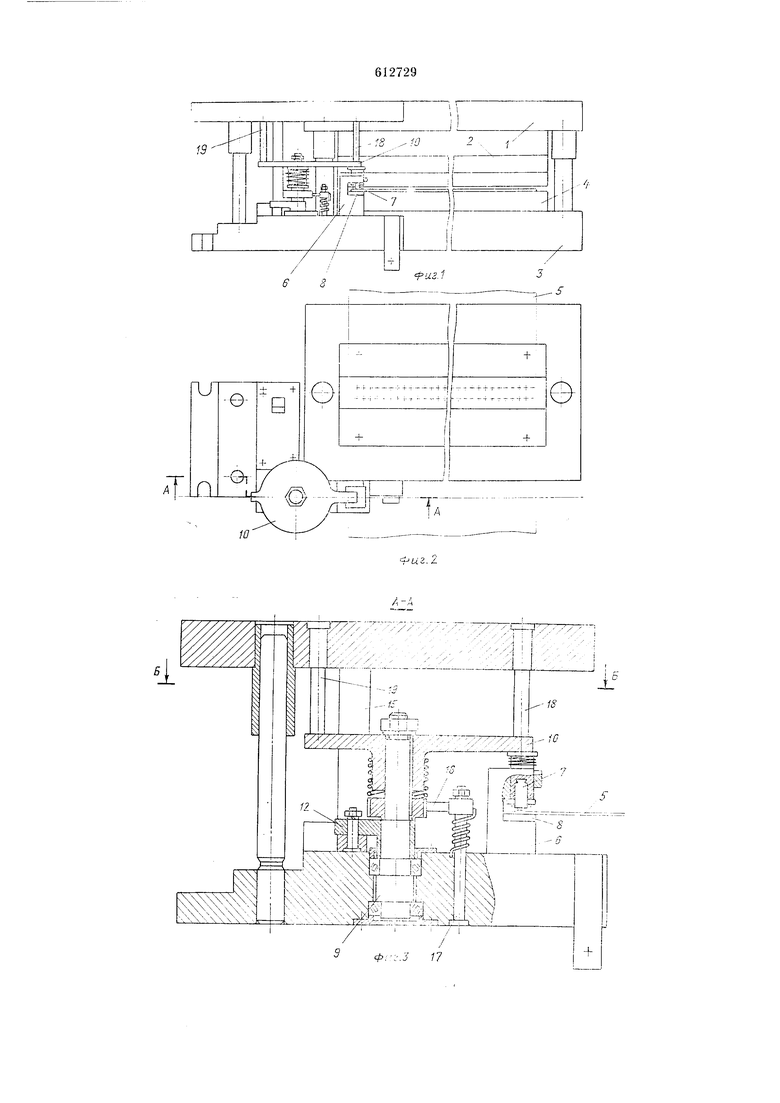
На фиг. 1 схематически изображено онисываемое устройство; на фиг. 2 - то же, план;
на фиг. 3 - разрез А-А на фиг. 2; на фиг.
4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4.
Устройство содержит верхнюю подвижную плиту 1, на которой смонтирован блок 2 дыропробивных пуансонов, а также нижнюю плиту 3 с блоком 4 матрицы, которые взаимодействуют с пуансонами при пробивке отверстий в заготовке 5. Пуансоны и матрицы могут быть любой известной конструкции и потому здесь детально не рассматриваются. На нижней плите 3 смонтирована клеймовочная головка 6, содерл аш.ая пуансон 7 и резиновую прокладку 8. Последняя расположена на уровне блока 4 матриц и у самого края заготовки 5 на свободном от перфорации поле.
На плите 3 смонтирован поворотный вал 9, на котором закреплен двуплечий рычаг 10 и храповое колесо 11. Рычаг 10 имеет возможность осевого перемещения по валу 9 и подпрулхииеи.
Далее на валу 9 свободно насажен поводок 12 с иодпрул иненной собачкой 13. Поводок 12 шарнирно соединен с подпружиненной тягой 14, которая взаимодействует с клином 15, прикрепленным к верхней плите 1 штампа.
Enie одна подпружиненная собачка 16, установленная на оси 17, удерживает храповое колесо 11 от самопроизвольного поворота.
Два толкателя 18 н 19 закреплены на верхней плите 1 штампа так, что толкатель 18 может взаимодействовать с клеймовочной головкой через более длинное плечо рычага 10, а толкатель 19 при этом воздействует на более короткое плечо рычага 10, предохраняя весь рычаг от перекоса и заедания.
Устройство работает следующим образом.
После установки заготовки 5 на блок матриц и пуска пресса за каждый ход верхней плиты в заготовке штампуется ряд отверстий с помош,ью блоков 2 и 4. После каждого хода нлиты с помошью специального подаюшего устройства (не показано) заготовка смеш;ается так, что постепенно все ее поле покрывается отверстиями.
При этом за каждый ход плиты 1 клин 15, воздействуя на тягу 14, вызывает поворот поводка 12, который посредством собачки 13 поворачивает на один зуб храповое колесо 11, а вместе с ним и рычаг 10.
Поворачиваясь, рычаг 10, наконец, занимает такое положение, когда его плечи оказываются под толкателями 18 и 19. В этом случае очередной ход плиты 1 приводит к тому, что толкатели 18 и 19 нажимают на рычаг 10, который, утапливаясь против воздействия пружины, надавливает на пуансон 7 клеймовочной головки, вызывая клеймение заготовки 5. При следующем ходе нлиты 1 плечи рычага 10 отходят от толкателей 18 и 19, и клеймовочная головка 6 не срабатывает.
Таким образом клеймовочная головка 6 срабатывает один раз за полный оборот рычага 10, а полный оборот этого рычага определяется числом зубьев на храповом колесе П. В свою очередь это число зубьев подбирают по числу ходов штампа, необходимых для полной обработки заготовки 5. Описанное устройство осуществляет клеймение решетных полотен одновременно с перфорацией заготовки через определенное число ходов.
Формула изобретения
Устройство для многоходовой штамповки и клеймения деталей, содержащее верхнюю подвил ную плиту, нижнюю плиту и клеймовочную головку, отличающееся тем,
что, с целью расширения технологических возможностей, оно снабжено механизмом для периодического включения клеймовочной головки, выполненным в виде установленного на нижней плите вала и размещенных на валу подпружиненного разнонлечего рычага, хранового колеса и новодка с собачкой, шарнирно связанного с подпружиненной тягой, а также двух толкателей и клина, размещенных на верхней плите и взаимодействующих с яоднружиненной тягой, при этол длинное плечо разноплечего рычага установлено с возможностью взаимодействия с одним из толкателей и с расположенной на нижней плите клеймовочной головкой, а короткое плечо разноплечего рычага установлено с возможностью взаимодействия со вторым толкателем.
Источники информации, принятые во внимание нри экспертизе 1. Петриковский Е. Л., Красников В. Ф.
Маркирование изделий в радио- и электронной промышленности. М., «Энергия, 1974, с. 166.
a - Lj--f 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство для изготовления кабельных наконечников | 1987 |
|
SU1480937A1 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| Штамп для изготовления закрепок, например, типа "Хольнитен" | 1953 |
|
SU98617A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Штамп последовательного действия | 1988 |
|
SU1588466A2 |
| Устройство для изготовления из ленты изделия типа хольнитенов | 1973 |
|
SU492333A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |

Б-Б
В -В (повернуто)
ff
