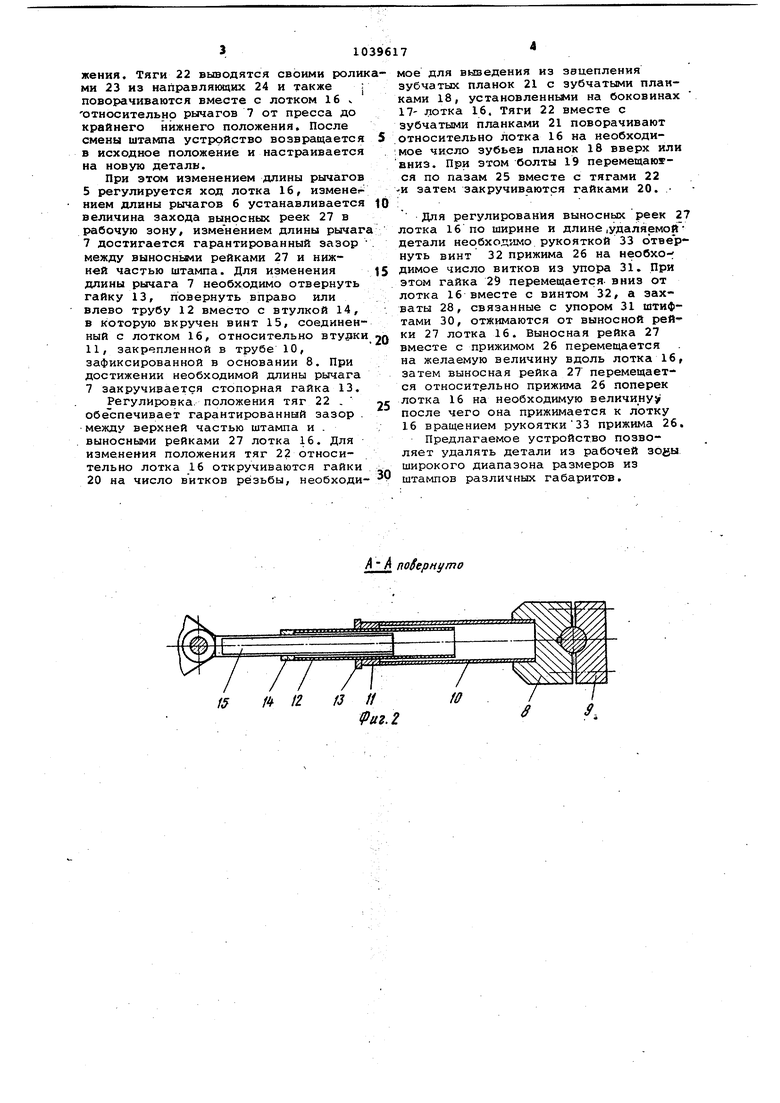
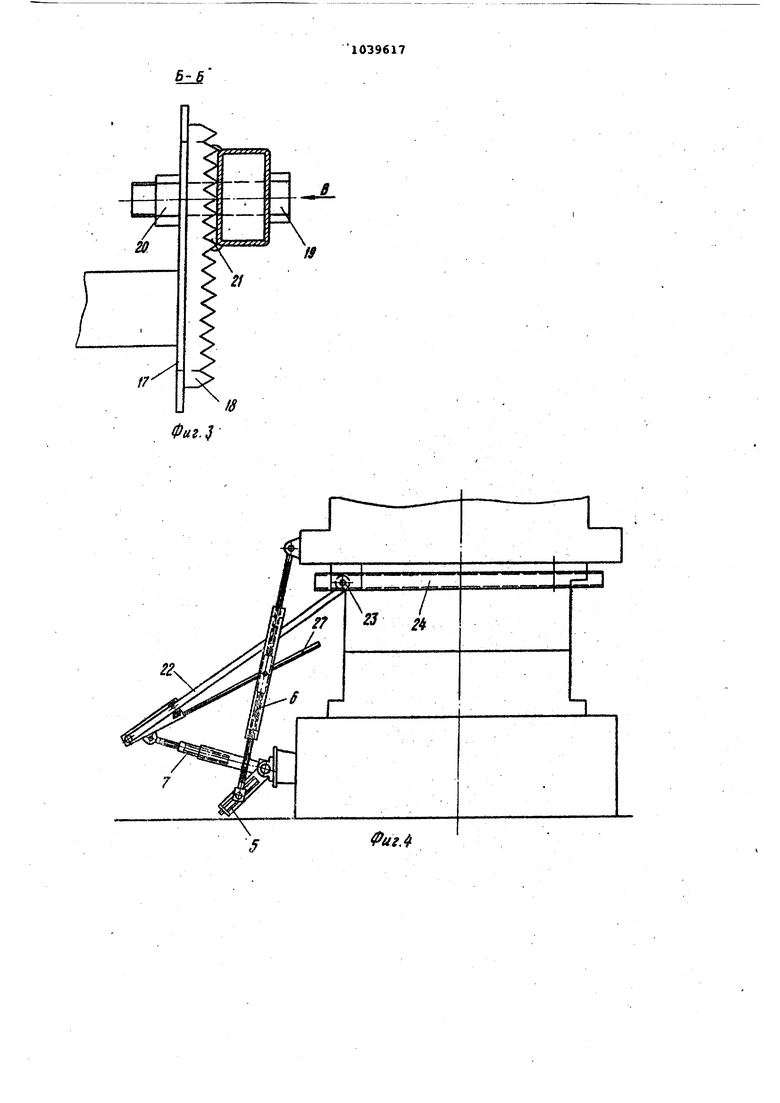
Изобретение относится к обработ металлов давлением, в частности к м ханив 1РУющим и автоматияируюпщм устройствам, и может быть использов но для удаления деталей из рабочей зоны штамповочного пресса в процесс куэнечног-щтамповочного производства в различных отраслях машиносторения Наиболее близким к изобретению п технической сущности и достигаемому эффекту является устройство для удаления из рабочей зоны штамповочн го пресса, содержап,ее лоток, связай регулируемым по длине рычагом с пов ротньм валом, установленньам в нижне части станины пресса, систему регулируемых по длине рычагов, механизм ориентации положения лотка, включаю щий тягу,. связанную с лотком 1. Недостаток этого устройства заключaetcя в том, что с его помощью возможно удаление из рабочей зоны штамповочного пресса лишь малога баритных деталей из штампов неболь ших габаритов. Целью изобретения является расши рение технологических возможностей устройства путем увеличения диапазо размеров удаляемых деталей из штампо различных габаритов. Цель достигается тем, что в устройстве для удаления деталей из рабочей зоны штамповочного пресса, содержащем лоток, связанный регулируемым по длине рычагом с поворотным валом, установленным в нижней части станины пресса, систему регулируемых по длине рычагов и механизм ориентации положения лотка .включагаций тягу, связанную с лотком Механизм ориентации снабжен двумя горизонтальными направляющими, тяга связана с лотком с возможностью угло вого смещения относительно последнег в вертикальной плоскости и снабжена роликом, установленным на другом конце и размещенным в направляющей с возможностью возвратно-поступательного перемещения, лоток снабжен по меньшей мере двумя выносными рейками установленными с возможностью переме щения относительно лотка вдоль и поперек его продольной оси. Кроме того, устройство снабжено дополнительной тягой, связанной с лот:ком и направляющей, и дополнитель HtjM рычагом, peгyлиpye tым по длине и связанным с лотком и поворотным валом, выполненными аналогично имеющим ся тяге и регулируемому по длине рычагу,причем тяги и регулируемые по длине рычаги расположены у концов потка. На фигЛ изображено устройство при крайнем нижнем положении ползу,иа пресса, общий вид; на фиг.2 сечение А-А на фиг. 1; на фиг.З сечение Б-Б на фиг.; на фиг.4 устройство при крайнем нижнем поло- . жении ползуна, вид справа; на фиг.5 вид В на фиг.З; на фиг.6 - сечение Г-Г на фиг.1; на фиг.7 - сечение Д-Д на фиг.1. Устройстводля удаления деталей из рабочей зоны штамповочного пресса содержит кронштейны 1 и 2, соответгственно установленные на ползуне пресса и в нижней части его станин.ы. В подшипниках 3 кронштейнов 2 установлен поворотный вал 4 с боковыми регулируемыми рычагами 5, связанными с рычагами б, которые соединены с кронштейнами 1. На поворотному валу 4закреплены регулируемые;по длине рычаги 7, установленные в основании 8 с крышкой 9 и содержащие трубу 10, втулку 11с левой- резьбой, трубу 12 с левой резьбой, стопорную гайку 13, втулку 14 с правой резьбой и винт 15 с правой резьбой. Регулируемые рычаги 7 шарнирно связаны с лотком.16, на боковинах 17 которого установлены зубчатые планки 18, связанные посредством болта 19 и гайки 20 с зубчатыми планками 21,уста;новленмыми на тягах 22 с роликом 23 механизма ориентации .. положения лотка. Механизм ориентации положения лотка также содержит две горизонтальные направляющие 24, жестко закрепленные на ползуне пресса. Ролики 23 размещены в направляющих 24 с возможностью возвратно-поступательного перемещения. В планках 18 и боковинах 17 выполнен паз 25. На лотке 16 установлены прижимы 26 выносных реек 27. Каждый прижим 26 имеет захваты 28, закрепленные на гайке 29 с помощью штифтов 40, упор 31, винт 32, рукоятку 33. Устройство работает следу щим об ра 3 ом. При ходе ползуна пресса вверх вместе с ним перемещаются кронштейны 1, которые посредством рычагов 5и 6 поворачивают поворотный вал 4, рычаги 7 и связанный с ними лоток 16 с выносными рейками 27 и тягами 22, ролики 23 которых перемещаются в направляющих 24. При этом выносные рейки 27 вводятся в рабочую зону. В крайнем верхнем положении ползуна пресса на выносные рейки 27 лотка 16 падает отштампованная деталь , и при обратном ходе ползуна пресса вниз выносные рейки 27 лотка 16 выходят из рабочей зоны11.и удаляют деталь в тару. Далее цикл повторяется. При смене штампа устройство с пресса не снимается. В крайнем верхнем положении ползуна достоточно отсоединить рычаги 6 от кроштейнов 1 и повернуть их относительно рычагов 5 от пресса до крайнего нижнего положения. Тяги 22 выводятся своими роли ми 23 из направляющих 24 и также j поворачиваются вместе с лотком 16 v относительно рычагов 7 от пресса до крайнего нижнего положения. После смены штампа устройство возвращается в исходное положение и настраивается на новую детали. При этом изменением длины рычагов 5 регулируется ход лотка 16, измене нием длины рычагов 6 устанавливается величина захода выносных реек 27 в рабочую зону, изменением длины рычаг 7 достигается гарантированный зазор между выносными рейками 27 и нижней частью штампа. Для изменения длины рычага 7 необходимо отвернуть гайку 13, повернуть вправо или влево трубу 12 вместо с втулкой 14, в которую вкручен винт 15, соединенный с лотком 16, относительно втулки 11, закрепленной в трубе 10, зафиксированной в основании 8. При достижении необходимой длины рычага 7 закручивается стопорная гайка 13. Регулировка, положения тяг 22 . обеспечивает гарантированный зазор . между верхней частью штампа и . . выносными рейками 27 лотка 16. Для изменения положения тяг 22 относительно лотка 16 откручиваются гайки 20 на число витков резьбы, необходимое для вьгведения из зацепления зубчатых планок 21 с зубчатыми плаиками 18, установленными на боковинах 17- лотка 16. Тяги 22 вместе с зубчатыми планками 21 поворачивают относительно лотка 16 на необходимое число зубьев планок 18 вверх или вниз. При этом болты 19 перемещаются по пазам 25 вместе с тягами 22 -и затем закручиваются гайками 20. Для регулирования выносньк реек 27 лотка 16 по ширине и длине,удаляемойдетали необходимо рукояткой 33 отвёрнуть винт 32 прижима 26 на необходимое число витков из упора 31. При этом гайка 29 перемещается вниз от лотка 16 вместе с винтом 32, а захваты 28, связанные с упором 31 штифтами 30, отжимаются от выносной рейки 27 лотка 16. Выносная рейка 27 вместе с прижимом 26 перемещается на желаемую величину вдоль лотка 16, затем выносная рейка 27 перемещается относительно прижима 26 поперек лотка 16 на необходимую величину после чего она прижимается к лотку 16 вращением рукоятки33 прижима 26. Предлагаемое устройство позволяет удалять детали из рабочей широкого диапазона размеров из штампов различных габаритов.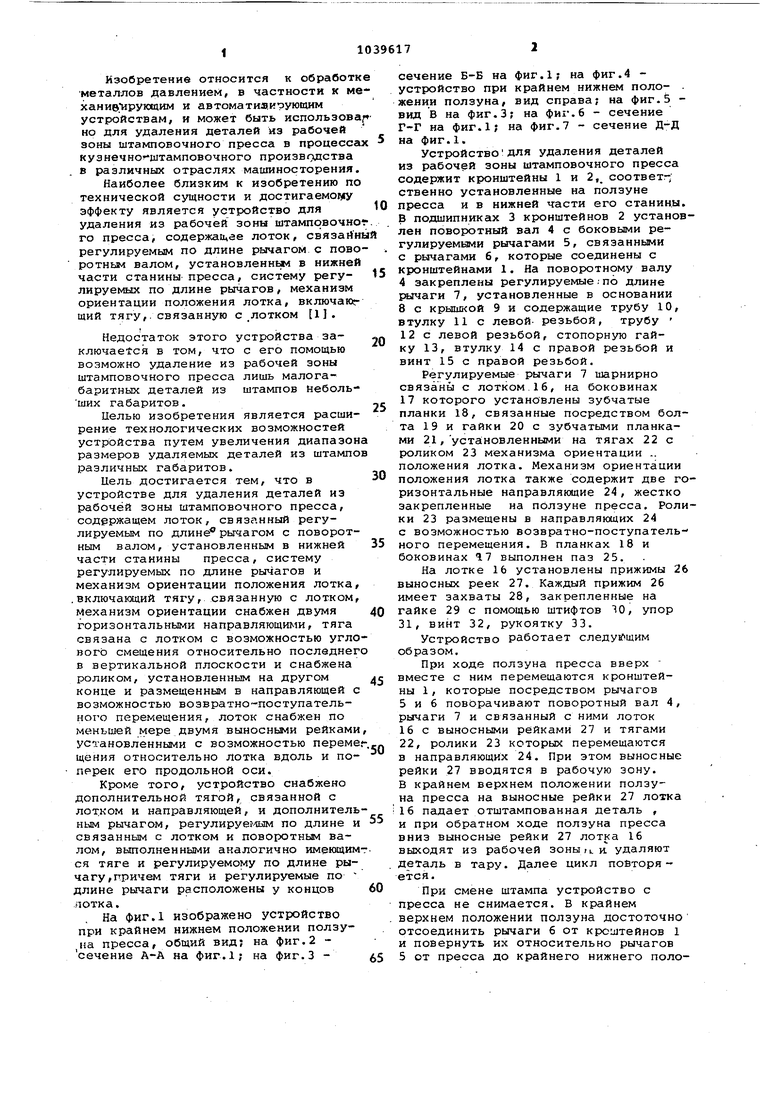
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА И УДАЛЕНИЯ ИЗ НЕБ ОТШТАМПОВАННЫХДЕТАЛЕЙ | 1972 |
|
SU421545A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1983 |
|
SU1107938A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Штамп ГРШД | 1984 |
|
SU1242281A1 |
1. УСТРОЙС.ТВО ДЛЯ УДАЛЕНИ ДЕТАЛЕЙ ИЗ .РАБОЧЕЙ ЗОНЫ ШТАМПОВОЧНОГО ПРЕССА, содержащее лоток, связанный регулируемым по длине ры чагом с поворотным валом, установленным в нижней части станины пре са, систему регулируемых по длине рычагов и механизм ориентации поло жения лотка, включакиций тягу, связанную с лотком, отличайте с я тем, что, с целью расширения его технологических возможностей ..,. -/ . ; путем увеличения .диапазона размеров удаляемых деталей из штампов различных габаритов, механизм ориентации снабжен двумя горизонтальными направляющими, тяга связана с лотком, с возможностью углового смещения относительного последнего в вертикальной плоскости и снабжена роликом, установленным на другом конце и размещенным в направляющей с возможностью возвратно-пЬступательного перемещения, лоток снабжён по меньшей мере двумя выносными рейками, установленными с возможностью перемещения, относительно лотка вдоль и поперек его продольной оси. 2. Устройство по п.1 о т л и ч а.§ ю щ е е с я тем, что оно снабжено дополнительной тягой,связанной с лотком и направляющей, и дополнительным рычагом, регулируемым по длине и связанным с ЛОЕГКОМ и поворотным валом, выполненными аналогично имеющимся тяге и регулируемому по длине рычагу, причем тяги Kperynvfpye мые по длине рычаги расположены у концов лотка.
А-А nofepnymo
Фиг.
Фа г. 5
г-г
23
30
Фаг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Средства механизации и авт матизации холодной штамповки | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| М,, 1971, с | |||
| Катодная трубка Брауна | 1922 |
|
SU330A1 |
