Изобретение относится к станкостроению.
Известен автомат для обработки деталей, содержащий загрузочное устройство, узлы для установки зажима, съема и выдачи заготовок, связанные с электрогидравлической системой синхронизации. Станок обеспечивает автоматическую обработку резанием 1.
Недостатком известного станка является невозможность- получения готовой термообработанной детали.
Цель изобретения - расширение технологических возможностей путем совмещения операций механической и термической обработки фасонных деталей.
Указанная цель достигается тем, что автомат снабжен узлом индукционного нагрева со спрейером, -установленным концентрично оси щпинделя с возможностью про1 ольного перемещения,, и упором, размещенным внутри узла, причем один из поперечных суппортов снабжен отрезным резцом и размещен между шпинделем и упором на расстоянии от торцов последних, определяемом длинной детали, а другой - фасонным резцом и размещен между шпинделем и суппортом с отрезным резцом.
На чертеже представлена схема предлагаемого автомата для обработки деталей.
Автомат содержит шпиндель с патроном 1, механизм подачи прутка 2, из которого вытачивается деталь 3 фасонным резцом 4, закрепленным на суппорте 5. Финишная .обработка происходит при помощи резца 6, установленного на суппорте 7, а отрезка готовой детали с одновременным образованием конуса происходит при помощи отрезного резца 8, закрепленного на суппорте 9.
Нагрев и закалка детали происходят при поноши узла индукционного нагрева 10 со спрейером 11, установленных концентрично оси щпинделя с возможностью продольного перемещения, а упор 12, выполненный с обратным конусом, размещен внутри него. Охлаждающая жидкость подается из насоса 13 и регулируется клапаном 14.
Автомат работает следующим образом.
Пруток 2 подается в патрон до первого упора (на чертеже не показан), происходит зажим прутка, сообщается вращение щпинделем, и суппорт 5 с фасонным резцом 4 перемещается к детали. Происходит контурная обработка и образование конуса на детали при подаче суппорта 9 с последую щим отводом суппортов и подачей прутка 2 до упора 12. После зажима прутка 2 начинается совместное его вращение с деталью 3, осуществляется подача узла индукционного нагрева 10 со спрейером 11 с позиции I-I в позицию II-II и суппорта 5 с фигурным резцом 4. При нагреве детали 3 до температуры, необходимой для закалки, тепло распространяется и на участок обработки фигурным резцом, «размягчая слой в зоне резания. При достижения необходимой температуры узел индукционного нагрева 10 со спрейером 11 отводят, включают клапан 14, в результате чего происходит закалка, далее включается суппорт с чистовым резцом 6, производящим окончательную обработку детали. Последующим циклом является подача отрезного резца 8 для образования конуса и отрезки готовой де-, тали. Далее цикл повторяется.
Предложенный станок обеспечивает полную автоматизацию изготовления мелких фасонных деталей при улучшении их качества и увеличении производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарный станок | 1983 |
|
SU1135088A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Устройство для срезания центрового остатка на обрабатываемой детали | 1978 |
|
SU667330A2 |
| СТАНОК ДЛЯ ПОВЕРХНОСТНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1973 |
|
SU368338A1 |
| Многошпиндельный токарный станок | 1984 |
|
SU1202719A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
АВТОМАТ ДЛЯ ОБРАБОТКИ. ДЕТАЛЕЙ, содержащий установленные, на станине шпиндельную бабку и попереч / ные суппорты, отличающийся, тем, что, с целью расширения технологических возможностей автомата путем совмеш.ения операций механической и термической обработки фасонных деталей, он снабжен узлом индукционного нагрева со спрейером, установленным концентрично оси шпинделя с возможностью продольного перемещения, .и упором, размещенным внутри узл, причем один из поперечных суппортов снабжен отрезным резцом и размещен между щпинделем и упором на расстоянии от торцов последних, определяемом длиной детали, а другой - фасонным резцом и размещен между шпинделем и суппортом с отрезным резцом. S te Icn оо со О5 со го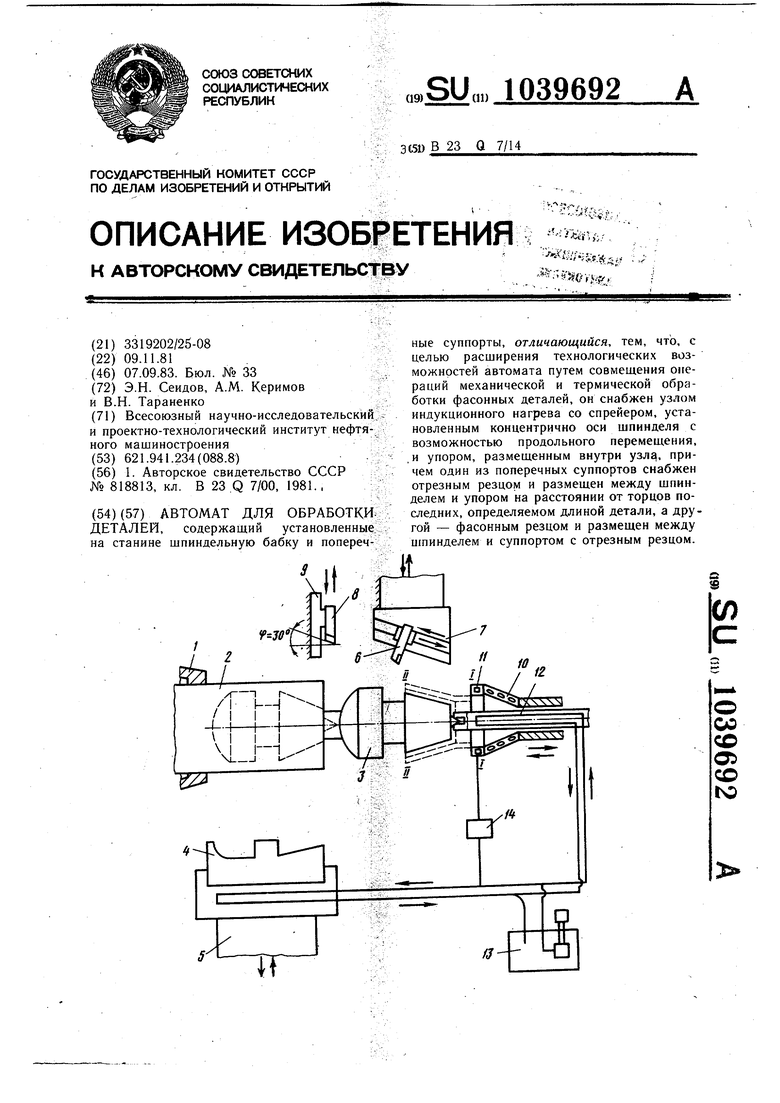
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для обработки деталей | 1978 |
|
SU818813A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
