1
Изобретение относится к области термической обработки изделий.
Известен станок для термомеханической обработки цилиндрических деталей, содерж;аииш узел нагрева, подачи и деформации, осуществляемой с помощью роликов. Однако этот станок не обеспечивает непрерывность процесса обработки деталей, так как механизм подачи совершает после обработки очередной детали холостой ход для захвата последующей.
В предлагаемом станке обеспечивается непрерывная подача обрабатываемых изделий благодаря тому, что оси подающих и деформирующих роликов расположены под углом 1-2°, что создает наряду с деформирующим усилием также осевое усилие перемещения, причем под подающими и деформирующими роликами расположен опорный нож, выполненный в виде пластины с роликом.
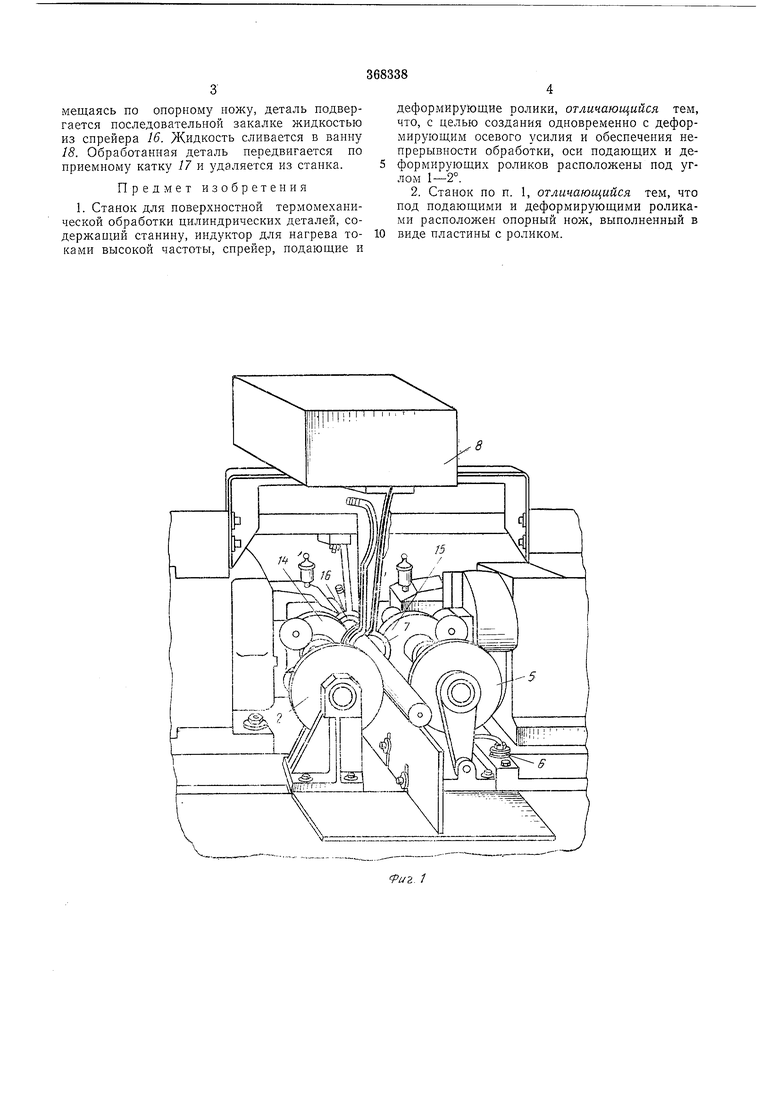
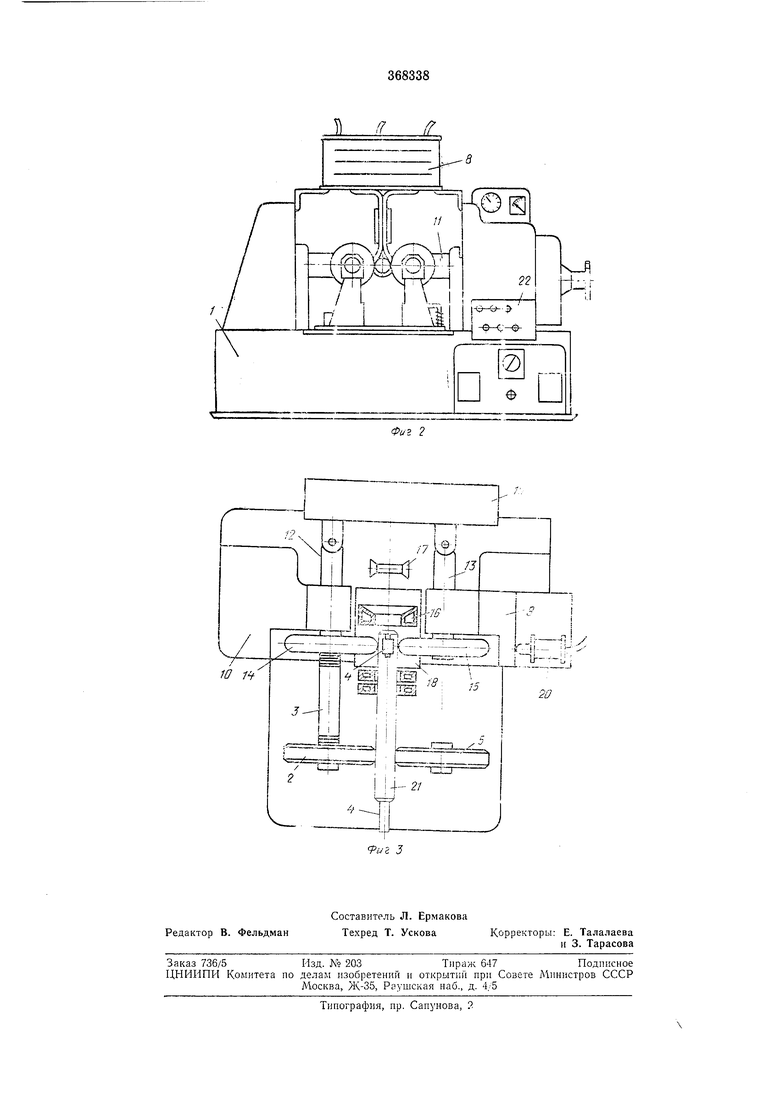
На фиг. 1 изображен станок, общий вид; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид в плане.
Станок состоит из станины 1, узла подачи, включающего ведущий ролик 2 с гибкой карданной СЕЯзью 3, опорный нож 4, закрепленный на станине /, ведомый ролик 5 с пружиной 6, индуктор 7, подключенный к закалочному трансформатору 8, узла деформации, содержащего подвижную бабку 9 и неподвижную бабку 10, на которых при помощи поворотных турелей // смонтированы щпиндели 12 и 13 с деформируюш.ими роликами 14 и 15, закалочного спрейера 16, приемного катка 17, сливной занны 18, привода 19 вращения щпинделей 12 н 13, гидроцилиндра 20 перемещения бабки 9 в направлении, перпендикулярном оси подачи детали 21, и пульта управления 22.
Станок работает следующим образом.
Деталь 21 устанавливается на онорный нож
4между цилиндрическими подающими роликами 2 и 5 механизма подачи. Ведомый ролик
5пружиной 6 прижимает деталь 21 к ведущему ролику 2. Нажатием кнопки «пуск пульта управления 22 включается привод вращения 19 шпинделей 12 и 13. При этом, благодаря гибкой карданной связи 3, получают вращение ведущий ролик 2, деталь 21 и ведомый ролик 5. Одновременно деталь 21 подается в зону обработки со скоростью, определяемой скоростью вращения и узлом перекрещивания шпинделей, последовательный индукционный нагрев происходит в индукторе 7. Поверхностная деформация нагретых участков осуществляется деформирующими роликами 14 и 15, при ЭТОЛ1 одновременно деталь 21 получает вращение н осевую подачу от деформпрующих роликов. Необходимое усилие деформации устанавливается регулятором давления. Перемещаясь по опорному ножу, деталь подвергается последовательной закалке жидкостью из спрейера 16. Жидкость сливается в ванну 18. Обработанная деталь передвигается по приемному катку 17 и удаляется из станка.
Предмет изобретения
1. Станок для поверхностной термомеханической обработки цилиндрических деталей, содерл апшй станину, индуктор для нагрева токами высокой частоты, спрейер, подающие и
деформирующие ролики, отличающийся тем, что, с целью создания одновременно с деформирующим осевого усилия и обеспечения непрерывности обработки, оси подающих и деформирующих роликов расположены под углом 1-2°.
2. Станок по п. 1, отличающийся тем, что под подающими и деформирующими роликами расположен опорный нож, выполненный в виде пластины с роликом.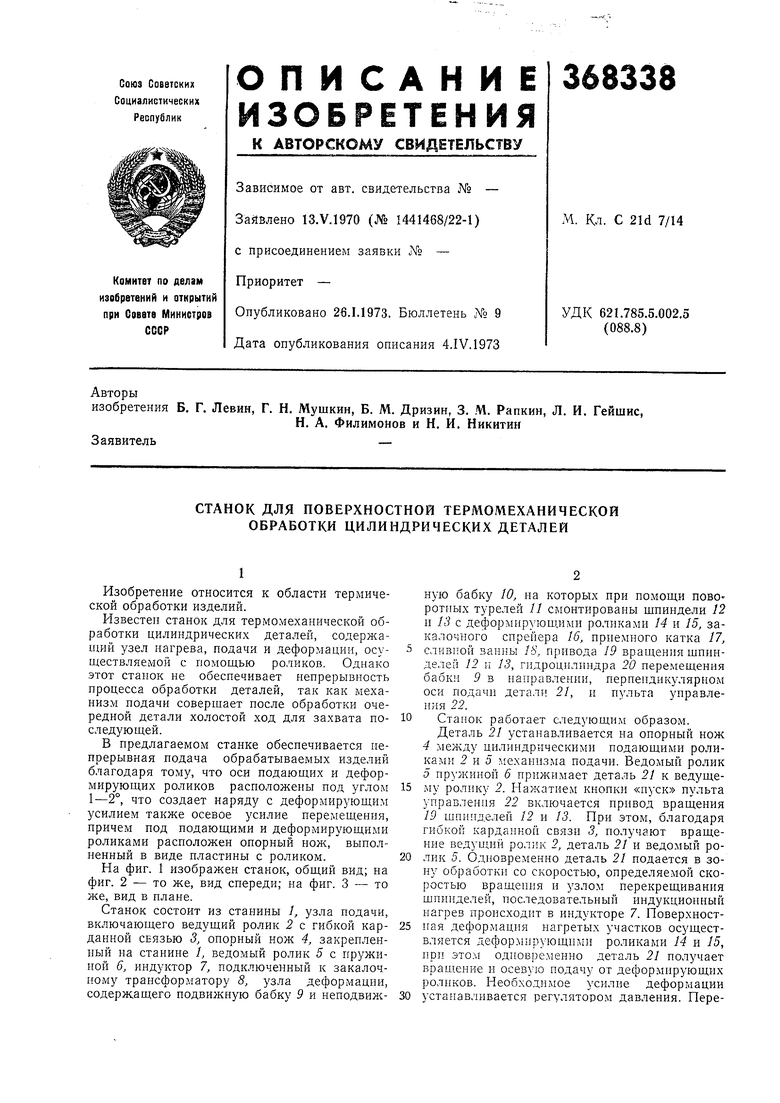
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной термомеханической обработки зубчатых колес | 1984 |
|
SU1244195A1 |
| Установка для размерной термомеханической обработки деталей | 1986 |
|
SU1359317A1 |
| Стан для накатывания зубчатых профилей | 1985 |
|
SU1683851A1 |
| Устройство для поверхностной термомеханической обработки изделий сложного профиля | 1988 |
|
SU1602712A1 |
| Устройство для упрочняющей обработкиМЕТАлличЕСКиХ дЕТАлЕй | 1979 |
|
SU846573A1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1980 |
|
SU869923A1 |
| Станок бесцентрово-доводочный | 1985 |
|
SU1311910A1 |
| Способ непрерывной термомеханической обработки | 1981 |
|
SU986943A1 |
| Станок для термообработки длинномерных тонких деталей с постоянным сечением | 1990 |
|
SU1822426A3 |
1) /f
