00
со
о ю
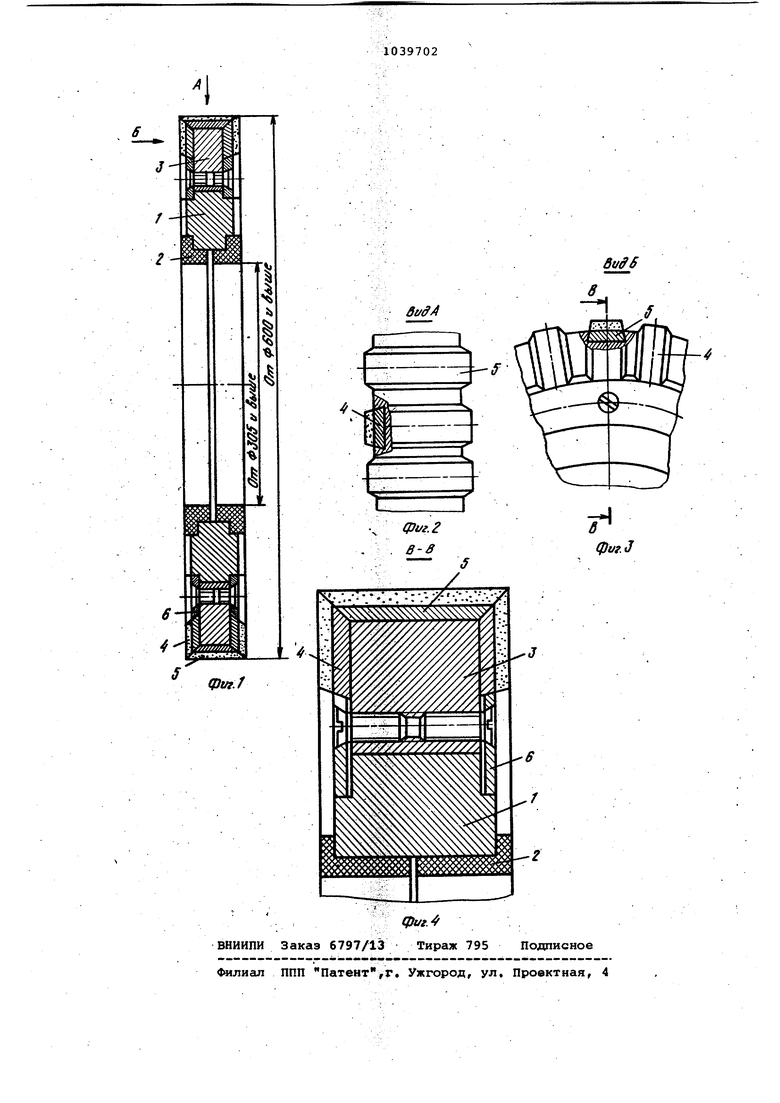
Изобретение относится к производству абразивного профильного инструмента. Известен способ изготовления абразивного инструмента, при котором абразивонесущие бруски устанавливают на корпусе в пазах в форме ласточкиного хвоста и фиксируют от осевого смещения l3 . Недостаток известного способа заключается в трудоемкости изготовления сборного инструмента, профиль которого собирается из нескольких брусков. Целью изобретения является снижение трудоемкости изготовления про фильного инструмента. Поставленная цель достигается те что согласно способу изготовления абразивного инструмента, при котором аЬразивонесущие бруски устанавливают на корпусе в пазах в форме л.асточкиного хвоста и фиксируют от осевого смещения, абраэивонесущи бруски берут с разнонаправленными и однонаправленными скосами, причем первые устанавливают на периферии, а вторые - в предусмотренных на торцах корпуса пазах, при этом торцовыми брусками фиксируют периферий ные, а для фиксации торцовых бруско от радиального смещения берут конус ные кольца, которые устанавливают с возможностью силового взаимодействи ро скосами б русков. На фиг.1 изображен абразивный кр ,в сборе; на фиг. 2 - вид А на фиг.1 (расположение брусков на периферии) на фиг.З - вид Б на фиг.1 (расположение брусков по радиальным пазам круга); на фиг.4 - сечение В-В на фиг.З (расположение группы брусков, образующих режущий профиль в радиалй ной плоскости) Способ креплений комплекта брусков в сборном абразивном круге заключается в следующем. В оправку 1 запрессовывают две текстолитовые втулки 2, одевают на оправку 1 корпус 3 и устанавливают на специальное приспособление с базой по внутреннему диамефру. Затем один радиальный брусок 4 устанавливают в соответствующий паз корпуса 3, после чего устанавливают периферийный брусок 5 до его соприкосновения с радиальным бруском 4. Вто1рой радиальный брусок 4 устанавливают с.о стороны центрального отверстия кольца до его соприкосновения с периферийным с последующей установкой конусных колец 6. После этого конусные кольца 6 закрепляют, перемещая их в направлении, перпендикулярном плоскости круга, до их. упора в радиальные бруски. Так как торцы брусков скошены под углом и одновременно соответст-. вующий скос выполнен на ограничительных конусных кольцах, то, устанавливая бруски и кольца в таком порядке, бруски заклинивают в пазах обеспечивая жесткую замкнутую сис тему их крепления,исключающую выпадение брусков в процессе работы. Благодаря использованию брусков со.скосами появляется возможность упростить процесс сборки инструмента фиксации периферийных брусков торцовыми, одновременно расширив технологические возможности инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный круг | 1987 |
|
SU1493449A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146602C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2300455C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1990 |
|
SU1760719A1 |
| АБРАЗИВНАЯ РАЗВЕРТКА | 1998 |
|
RU2123926C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2268136C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| Способ настройки станка для обработки дорожек качения колец подшипников и устройство для его осуществления | 1991 |
|
SU1784447A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, При котором абразивонесущие бруски устанавливают на корпусе в пазах в форме ласточкиного хвоста и фиксируют от осевого смещения, отличающийся тем, что, с целью снижения трудоем кости изготовления профильйого инструмента,абразивонесущие бруски берут с разнонаправленными и однонаправленными скосами, причем первые устанавливают по периферии, a вторые в пазах корпуса, при этом торцовыми .брусками фиксируют периферийные, a для фиксации торцовых брусков от радиального смещения берут конусные кольца, которые устанавливают с возможностью силового взаимодействия со скосами брусков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ | 2002 |
|
RU2219398C1 |
| Способ изготовления алюминиевого экрана для кинематографа | 1925 |
|
SU1940A1 |
| . | |||
