Изобретение относится к изготовлению абразивного инструмента, в частности к созданию сборных абразив- ных шлифовальных крупногабаритных кругов форму IAI, IUI и др., диаметром 600, 750, 900 мм и более, шириной 30...90 мм на органических, - металлических и других связках.
Целью изобретения является повы шёние стойкости круга путем повышения его жесткости.
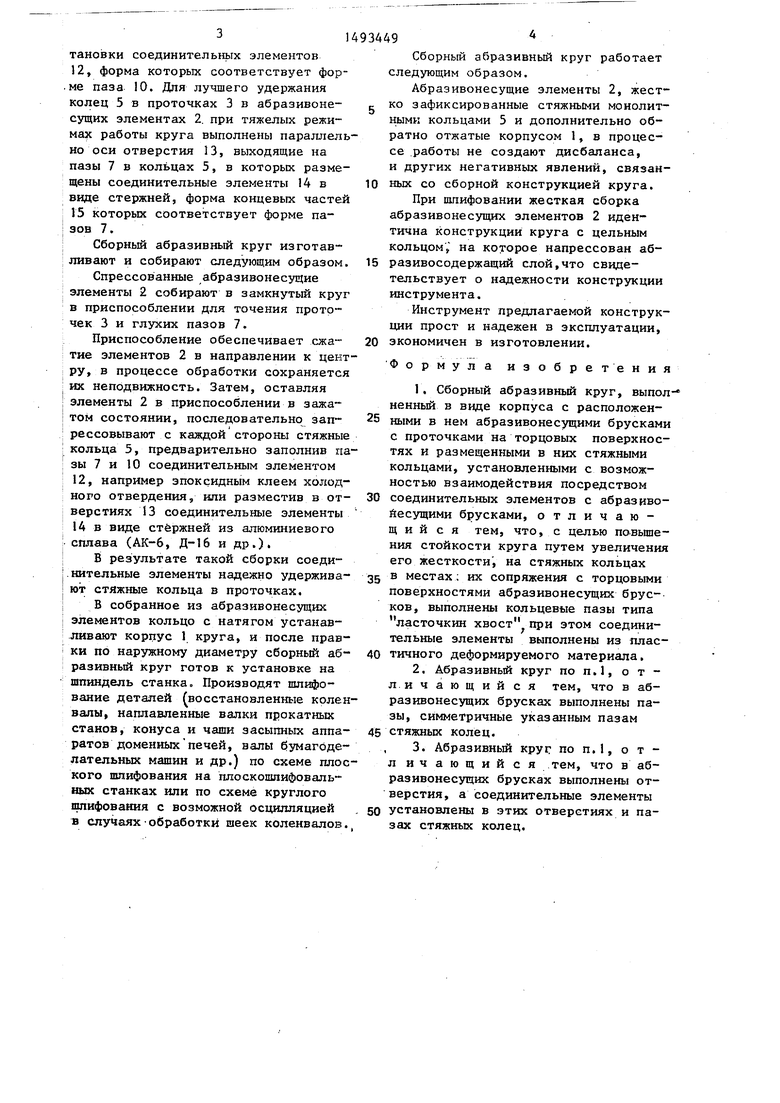
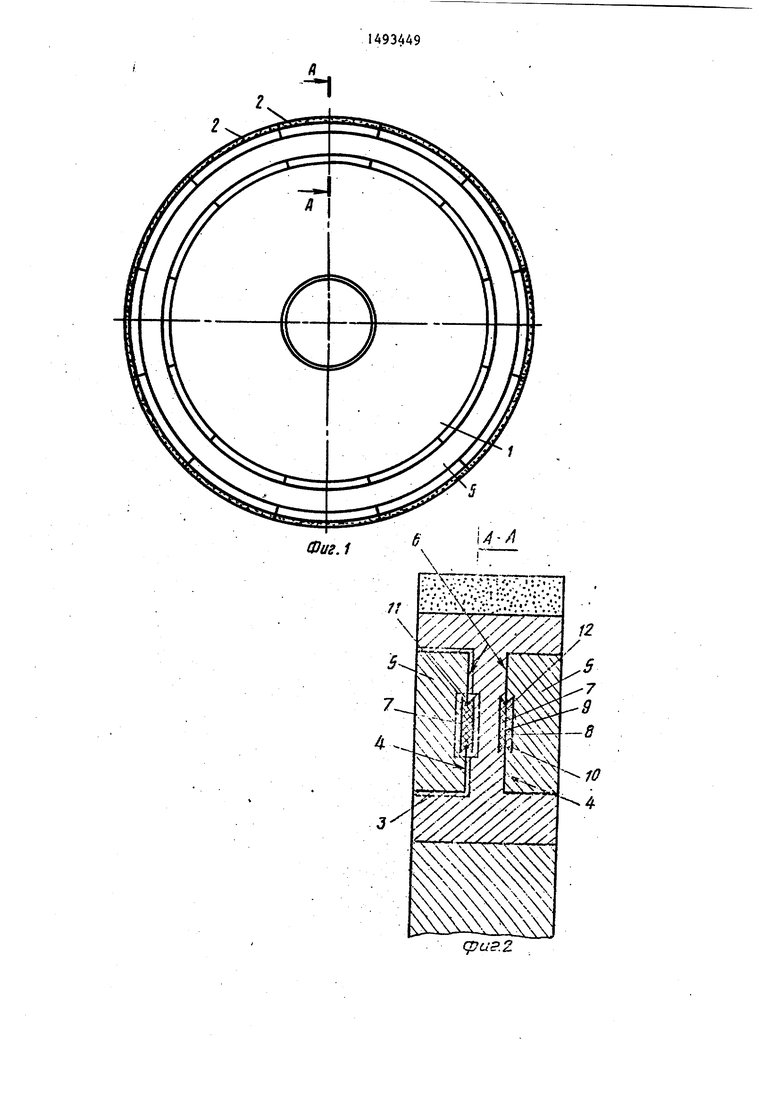
На фиг.1 показан круг, общий вид; на фиг,2 - разрез А-А на фиг.1; на , фйг.З - то же, вариант конструкции круга с соединительными элементами и виде стержней.
Сборный абразивный круг состоит из корпуса 1 абразивонесущих элементов - брусков 2, в проточках 3 которых, выполненных на их торцах 4, размещены стяжные кольца 5, причем на торцах 6 колец 5, обращенных к абра- зивонесущим элементам 2, выполнены пазы 7 типа ласточкина хвоста, радиальные сечения которых представляют собой трапеции 8, обращенные меньшими основаниями 9 навстречу друг к другу..
В торцах 4 абразивонесущих элементов 2 выполнены пазы 10, симметричные имеющимся на кольцах 5, образующие совместно камеры 11 для ус4&Ь
qD
00 4 4
;0
тановки соединительньгх элементов 12, форма которьк соответствует фор- .ме паза 10. Для лучшего удержания колец 5 в проточках 3 в абразивоне- сущих элементах 2. при тяжелых режи- работы круга выполнены параллельно оси отверстия 13, выходящие на пазы 7 в кольцах 5, в которых размещены соединительные элементы 14 в виде стержней, форма коицевых частей 15 которых соответствует форме па- I зов 7.
I Сборный абразивный круг изготав™ ; ливают и собирают следующим образом.
Спрессованные абразивонесущие элементы 2 собирают в замкнутый круг в приспособлении для точения проточек 3 и глухих пазов 7.
Приспособление обеспечивает сжатие элементов 2 в направлении к центру, в процессе обработки сохраняется : их неподвижность. Затем, оставляя Элементы 2 в приспособлении в зажа- I том состоянии, последовательно запрессовывают с каждой стороны стяжные I кольца 5, предварительно заполнив па : зы 7 и 10 соединительным элементом 12, например эпоксидным клеем холодного отвердения, или разместив в отверстиях 13 соединительные элементы 14 в виде стержней из алюминиевого I сплава (АК-6, и др.).
В результате такой сборки соединительные элементы надежно удерживают стяжные кольца в проточках.
В собранное из абразивонесущих элементов кольцо с натягом устанавливают корпус 1 круга, и после правки по наружному диаметру сборный абразивный круг готов к установке на шпиндель станка. Производят шлифование деталей (восстановленные колен валы, наплавлениые валки прокатных станов, конуса и чаши засыпных аппаратов доменных печей, валы бумагоделательных машин и др.) по схеме плоского пшифования на плоскошлифовальных станках или по схеме круглого шлифования с возможной осцилляцией в случаяхобработки шеек коленвалов
93449
Сборный аГ разивный круг работает следующим образом.
Абраэивонесущие элементы 2, жест- с ко зафиксированные стяжными монолитными кольцами 5 и дополнительно обратно отжатые корпусом 1, в процессе .работы не создают дисбаланса, и других негативных явлений, связанных со сборной конструкцией круга.
При шпифовании жесткая сборка абразивонесущих элементов 2 идентична конструкции круга с цельным кольцом, на которое напрессован аб- 15 разивосодержащий слой,что свидетельствует о надежности конструкции инструмента.
Инструмент предлагаемой конструкции прост и надежен в эксплуатации, экономичен в изготовлении.
10
20
Формула изоб
р е т е и и я
1.Сборный абразивньй круг, выпол- ненный в виде корпуса с расположенными в нем абразивонесущими брусками с проточками на торцовых поверхностях и размещенными в них стяжными кольцами, установленными с возможностью взаимодействия посредством
соединительных элементов с абразиво- йесущими брусками, отличающийся тем, что, с целью по-выше- ния стойкости круга путем увеличения его жесткости , на стяжных кольцах
в местах; их сопряжения с торцовыми поверхностями абразивонесущих брус-- ков, выполнены кольцевые пазы типа ласточкин хвост при этом соединительные элементы выполнены из пластичного деформируемого материала.
2.Абразивный круг по п.1, о т - л.ичающийся тем, что в абразивонесущих брусках выполнены пазы, симметричные указанным пазам
стяжных колец.
3.Абразивный круг по п.1, о т - л ичающийся тем, что в абразивонесущих брусках выполнены отверстия, а соединительные элементы
установлены в этих отверстиях и пазах стяжных колец.
Фаг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146602C1 |
| Способ изготовления абразивного инструмента | 1982 |
|
SU1039702A1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2300455C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| Абразивный круг | 1987 |
|
SU1458188A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| Абразивный круг | 1990 |
|
SU1771940A1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2008 |
|
RU2390403C1 |
| Абразивный круг | 1989 |
|
SU1678590A1 |
Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в нем абразивонесущими брусками с проточками 3 на торцовых поверхностях и размещенными в них стяжными кольцами 5, на последних, в местах их сопряжения с указанными торцовыми поверхностями абразивонесущих брусков, выполнены кольцевые пазы 7 типа "ласточкин хвост". При этом стяжные кольца 5 установлены с возможностью взаимодействия посредством соединительных элементов 12, выполненных из упругого деформируемого материала, с абразивонесущими брусками. В абразивонесущих брусках пазы 10 могут быть выполнены симметрично пазам 7 стяжных колец или в абразивонесущих брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец. 2 з.п.ф-лы, 3 ил.
:: ; : -ч-ч .гг :::лг:--. .. % -- I
:: : :i ::-:: :.
12
g}u9.2
ч .- « ««, .
: VV V :v::vV : :
.-;уу:: у: ;::.
ffius.3
| Устройство для предупреждения о закрытом положении семафора | 1915 |
|
SU1211A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
