Изобретение относится к технологии машиностроения и может быть использовано при абразивной обработке прецизионных отверстий особенно из труднообрабатываемых материалов.
Известна абразивная развертка, содержащая конусную оправку, на которой размещены деформируемая втулка с абразивными брусками и подающая и зажимающая гайки.
Недостатком этой абразивной развертки является невысокая точность обработки отверстий из-за малой жесткости и выпучивания деформируемой втулки с абразивными брусками, что снижает ресурс инструмента и приводит к неравномерному износу абразивных брусов.
Известна абразивная развертка, состоящая из конической оправки, на которую надета деформируемая втулка с абразивными и твердосплавными брусками и продольными сквозными разрезами, причем втулка сопряжена по конусным поверхностям с гайками, служащими для регулирования диаметра. Известная развертка не обеспечивает высокой точности обработки из-за увеличенной выпуклости абразивных брусков, разделенных продольными сквозными разрезами, снижающими жесткость деформируемой втулки в поперечном сечении, а это уменьшает ресурс инструмента из-за неравномерного износа брусков.
Задачей изобретения является повышение точности обработки отверстий путем повышения жесткости конструкции в поперечном сечении с использованием эффекта аксиально смещенного режущего слоя.
Поставленная задача решается с помощью абразивной развертки, содержащей конусную оправку с размещенными на ней подающей и зажимающей гайками и корпусом с абразивным слоем, установленным с возможностью взаимодействия своими торцовыми поверхностями с указанными гайками, при этом корпус выполнен кольцеобразным в виде винтовой конической пружины, которая крепится с помощью винтообразной спирали с пазом типа "ласточкин хвост" на внутренней поверхности и элементов крепления в виде двух трапецеидальных, расположенных крестообразно, планок, кроме того, на конусной оправке также выполнены продольные пазы типа "ласточкин хвост".
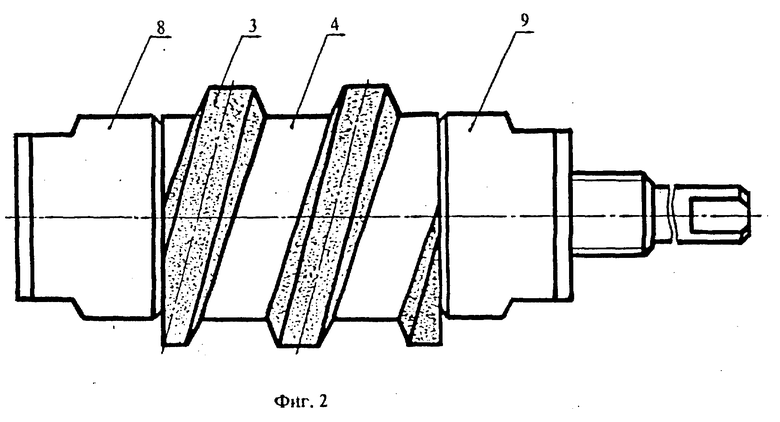
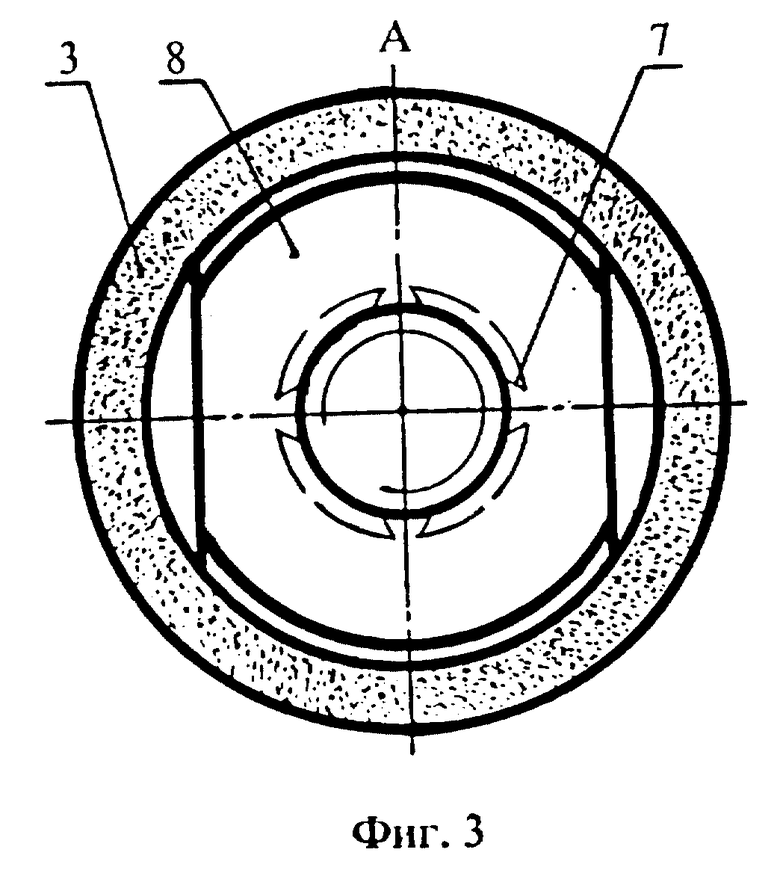
На фиг.1 изображена абразивная развертка, продольный разрез; на фиг.2 - то же, общий вид; на фиг.3 - вид А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1.
Абразивная развертка содержит коническую оправку 1, на которую установлен кольцеобразный в виде винтовой конической пружины корпус 2, сечение витка которого представляет трапецию. На корпус 2 нанесен абразивный слой 3, например, на металлической или вулканитовой связке или на корпусе может быть закреплен проволочно-абразивный инструмент. Между витками корпуса 2 расположена винтообразная спираль 4, на внутренней поверхности которой имеется паз 5 типа "ласточкин хвост". Сечение витка спирали 4 представляет также трапецию, при этом витки спирали 4 и корпуса 2 установлены с возможностью взаимодействия своими торцовыми поверхностями. Соединение спирали 4 с конической оправкой 1 осуществляется с помощью элементов крепления 6, которые выполнены в виде крестообразных трапецеидальных планок. Эти элементы крепления 6 входят в продольные пазы 7 и 5 типа "ласточкин хвост", которые выполнены соответственно на конической поверхности оправки 1 и спирали 4. Регулирование диаметра развертки осуществляется подающей 8 и зажимающей 9 гайками.
С целью повышения точности обработки отверстий за счет более плотного прилегания корпуса 2 и конической оправки 1 и исключения колебаний диаметра развертки, торцы корпуса 2 и спирали 4 выполнены с углом α конусности и зажаты подающей гайкой 8 и зажимающей гайкой 9, имеющими обратные конусы такой же величины.
Для настройки абразивной развертки на обрабатываемый размер необходимо ослабить зажимающую гайку 9 и подающей гайкой 8 переместить корпус 2 со спиралью 4 по конической оправке 1 на больший диаметр, после чего фиксируют положение деформируемого корпуса 2 с абразивным слоем 3 и спиралью 4 на заданном размере путем затяжки зажимающей гайки 9.
При затяжке спираль 4 деформируется и выбирает зазоры в пазах, где расположены элементы крепления 6.
Обработку отверстия предлагаемой абразивной разверткой осуществляют следующим образом. Наружный диаметр развертки настраивают больше диаметра обрабатываемого отверстия на 0,01...0,03 мм. Без вращения развертку вводят в отверстие до момента перекрытия режущей части поверхностью отверстия, затем придают ей вращательное движение, продолжая возвратно-поступательное движение. Перебег абразивного корпуса должен составлять 1/4-1/2 рабочей длины развертки. Осуществив несколько двойных ходов, развертку возвращают в исходное положение. Величина угла α конусности торцов деформируемого корпуса 2 и гаек 8 и 9 определяет величину осевого усилия, которое надо приложить к корпусу 2 для того, чтобы он мог разжаться на больший диаметр.
При определенной критической величине угла α конусности может произойти заклинивание и самоторможение корпуса 2.
Экспериментально было определено значение угла 6°≤α≤ 30°, и проведенные лабораторные исследования показали, что абразивная развертка позволяет повысить точность обработки отверстий по сравнению с прототипом за счет высокой поперечной и продольной жесткости конструкции абразивного корпуса и увеличить ресурс инструмента на 25% за счет равномерного износа абразивного слоя.
Взаимодействие кольцеобразного корпуса со спиралью и подающей и зажимающей гайками исключает промежуточные звенья (втулки, толкатели, ползуны), что не только упрощает конструкцию развертки, но и повышает ее жесткость, обеспечивает работу без вибрации и предотвращает поломку и выкрашивание абразива.
Как известно, с увеличением числа зубьев развертки, которое выбирается в зависимости от обрабатываемого материала, диаметра и конструкции инструмента, шероховатость обработки отверстий повышается. Поэтому применение винтовых зубьев с аксиально смещенным относительно оси режущим слоем в предлагаемой конструкции развертки позволяет отказаться от комплекта разверток, т. е. исключить операции чернового и получистого развертывания благодаря улучшению шероховатости поверхности на 1-2 класса.
На базе проведенных исследований и производственного опыта применение предлагаемых разверток с винтовыми зубьями, направление которых обратно направлению вращения, предупреждает самозатягивание и заедание разверток при работе.
Предлагаемая абразивная развертка повышает производительность обработки в несколько раз благодаря большей протяженности винтовой абразивной поверхности корпуса по сравнению с длиной брусков прототипа, позволяет во столько же раз увеличить стойкость и уменьшить засаливаемость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146602C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНО-АБРАЗИВНОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2201314C2 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| СПОСОБ ТОКАРНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2201315C2 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2201330C1 |

Изобретение относится к технологии машиностроения и может быть использовано при абразивной обработке прецизионных отверстий особенно из труднообрабатываемых материалов. Абразивная развертка содержит коническую оправку с размещенными на ней подающей и зажимающей гайками. Корпус с абразивным слоем установлен на оправке с возможностью взаимодействия своими торцовыми поверхностями с указанными гайками и выполнен кольцеобразным в виде винтовой конической пружины. Корпус крепится на оправке с помощью винтообразной спирали с пазом типа " ласточкин хвост" на внутренней поверхности и элементов крепления в виде двух расположенных крестообразно трапецеидальных планок . На оправке также выполнены продольные пазы типа "ласточкин хвост" для размещения трапецеидальной планки. Абразивная развертка позволит повысить производительность и точность обработки за счет высокой поперечной и продольной жесткости и применения винтовых зубьев с аксиально смещенным режущим слоем, а также увеличить ресурс инструмента на 25% за счет равномерного износа абразивного слоя. 4 ил. и /и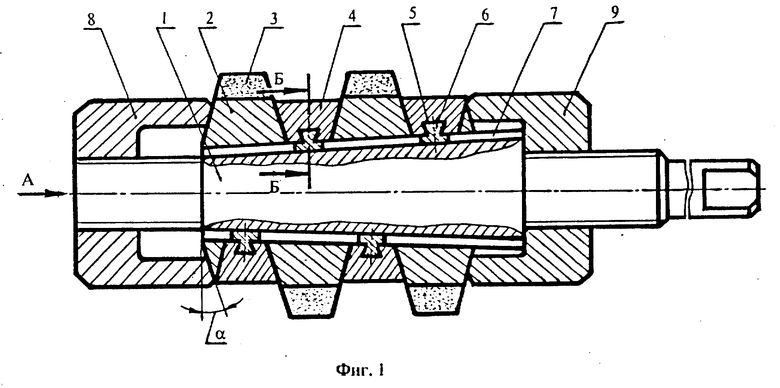
Абразивная развертка, содержащая конусную оправку с размещенными на ней подающей и зажимающей гайками и корпусом с абразивным слоем, установленным с возможностью взаимодействия своими торцовыми поверхностями с указанными гайками, отличающаяся тем, что корпус выполнен кольцеобразным в виде винтовой конической пружины, которая крепится с помощью винтообразной спирали с пазом типа ''ласточкин хвост'' на внутренней поверхности и элементов крепления в виде двух трапецеидальных, расположенных крестообразно, планок на оправке, на которой также выполнены продольные пазы типа ''ласточкин хвост''.
| SU 1798137 A, 28.02.93 | |||
| Абразивная развертка | 1985 |
|
SU1263504A1 |
| Устройство для шлифования | 1988 |
|
SU1516332A1 |
| Инструмент для отделочной обработки цилиндрических поверхностей деталей | 1978 |
|
SU979090A1 |
| Режущий инструмент | 1982 |
|
SU1093441A1 |
| Инструмент для механической обработки глубоких отверстий | 1987 |
|
SU1646712A1 |
| DD 2846759 B2, 19.03.81 | |||
| СОСТАВ ДЛЯ БОРЬБЫ С ВОДЯНОЙ ПОЛЕВКОЙ ARVICOLA TERRESTIS L | 1990 |
|
RU2029470C1 |
| СПОСОБ ПОЛУЧЕНИЯ НУКЛЕОПРОТЕИНОВОГО КОМПЛЕКСА ИЗ ОТХОДОВ ПРОИЗВОДСТВА ЛИДАЗЫ | 1995 |
|
RU2098107C1 |
