(5) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУЛОННОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления жестких минераловатных плит | 1988 |
|
SU1527003A1 |
| Поточная линия для изготовления жестких минераловатных плит | 1980 |
|
SU937433A1 |
| Механизированная поточная линия для продувки жидкой стали порошкообразными материалами | 1976 |
|
SU722954A1 |
| Поточная линия для производства ватников | 1983 |
|
SU1381211A1 |
| Поточная линия для изготовления жестких минераловатных плит "изотроп" | 1977 |
|
SU732223A1 |
| Установка для изготовления холста из неорганических термопластичных материалов | 1988 |
|
SU1604760A1 |
| Установка для получения нетканого материала из волокон термопластичных веществ | 1979 |
|
SU854899A1 |
| Устройство для изготовления волокна из минерального расплава | 1980 |
|
SU893909A1 |
| Устройство для наматывания волокнистой ленты в клубок | 1986 |
|
SU1339078A1 |
| Установка для нанесения покрытий на изделия | 1978 |
|
SU880504A2 |
1
Изобретение относится к производству строительных материалов, в частности при производстве материалов для
покрытия полов.
Известна поточная линия, содержащая последовательно установленные плавильный агрегат, узел волокнообразования, диффузор, приемно-формующий конвейер, средство для нанесения связующего, сушильно-полимеризационное средство и узел резки и намотки С 1 .
Известная линия предусматривает большой.расход дифицитных связующих при получении материала невысокого качества.
Цель изобретения - повышение качества материала путем полумения материала на подоснове и за счет удаления корольков.
Поставленная цель достигается тем, что поточная линия, содержащая последовательно установленные плавильный
агрегат, узел волокнообразования, диффузор, приемно-формующий конвейер, средство для нанесения связующего, сушильно-полимеризационное средство и узел резки и намотки, дополнительно содержит магазин запаса и узел нанесения покровно-декоративного слоя, установленные за приемо-формующим конвейером, и охлаждающие валики, установленные перёд узлом резки и намотки, при этом при- . , емно-формующий конвейер выполнен секционным, одна секция которого имеет прюкатныё валики, а другая- - вибратор.
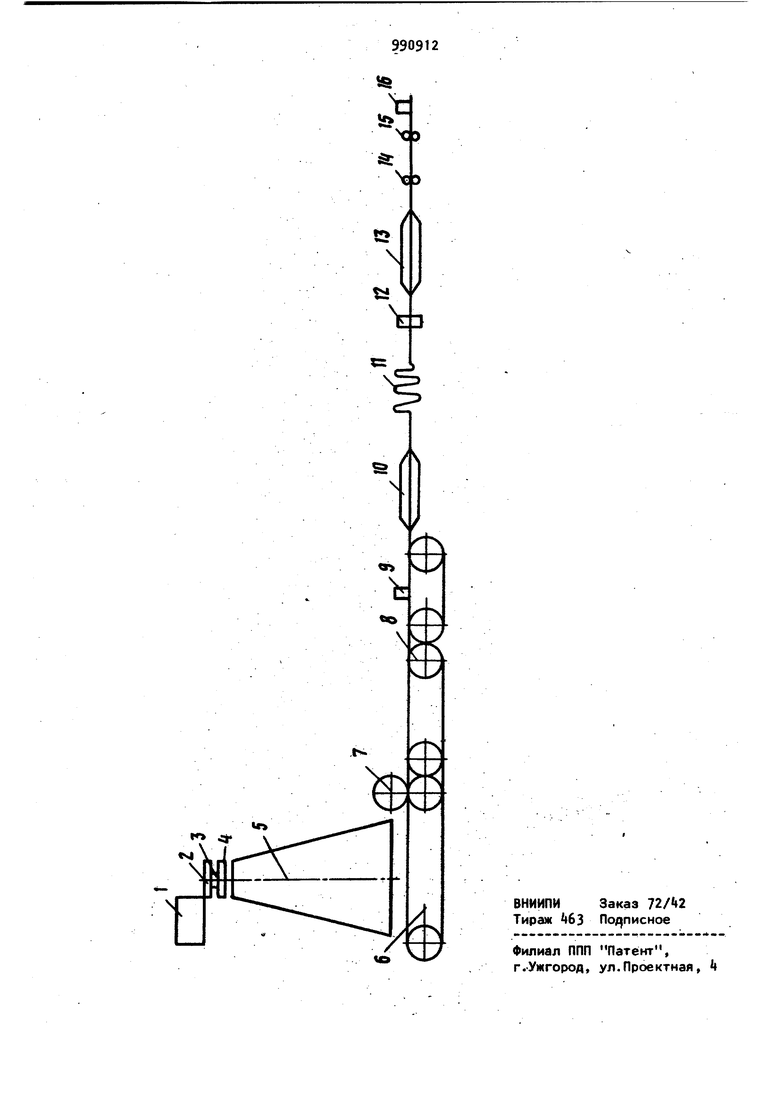
Кроме того, узел нанесения покровно-декоративного слоя выполнен в виде грунтовального станка с промазочным валом, средство для нанесения связукицего выполнено в виде поливального приспособления с вакуумным отсосом, а магазин запаса снабжен охлаждающим средством. 399 На чертеже схематично изображена поточная линия Она содержит плавильную печь 1 пла вильного агрегата, узел волокнообразования с фидером 2, фильерным питателем 3, дутьевые головки 4, диффузор 5 приемно-формующий конвейер 6, прокатные валы 7, вибратор 8, средство для нанесения связующего с вакуумным отсосом 9, сушильно-полимеризационное средство в виде камеры 10 терможелирования, магазин 11 запаса, узел 12 нанесения покровно-декоративного йлоя - линолиумной пасты, вторую камеру 13 терможелирования, каландр 14, охлаждающие валки 15, Узел 16 рез ки и намотки„ Линия работает следующим образомо В плавильную печь 1 загружают горную породу, плавят ее. Расплав поступает в фидер 2, в дне которого размещены струйный фильерный питатель 3. Вытекающие из фидера струи расплава раздуваются воздухом, поступающим из дутьевых головок . Полученные волокна поступают в диффузор 5 и оседают на ленте приемно-формующего конвейера 6, имеющего прикатные валики 7 для раздавливания корольков и вибратор 8 для удаления раздавленных корольково Предварительная пропитка полученного волокна линолиумной пастой осуществляется поливом 9 с отсосом изЬытка, пасты, затем полученный холст поступает в камеру 10 терможелирования и магазин 11 запаса, откуда далее на повторное нанесение в камеру 13 терможелирования„ Затем холст уплотняется на каландре« Поверхность материала приобретает требуемую фактуру. Затем его пропускают сквозь охладительные валы 15 и узел 16 резки и намотки. Такая поточная линия позволяет получить линолиум повышенного качества за счет упрощения технологического цикла при значительном уменьшении числа трудоемких операций Изобретение позволяет получить материал с применением в качестве сырья стекла и горных пород. Формула изобретения 1, Поточная линия для производства рулонного материала, преимущественно ЛИнолиума, содержащая последовательно установленные плавильный агрегат, узел волокнорбразования, диффузор, приемно-формирующий конвейер, средство для нанесения связующего, сушильно-полимеризационное средство, и узел резки и намотки, отличающаяся тем, что, с целью повышения качества рулонного материала, она дополнительно содержит магазин запаса и узел нанесения покровно-декоративного слоя, установленные за приеМно-формующим конвейером, каландр и охлаждающие валики, установленные перед узлом резки и намотки, при этом приемно-формующий конвейер выполнен секционным, одна секция которого имеет прокатные валики, адругая - вибратор. 2о Линия по п. 1, о т л и ч а ю щ а я с я тем, что узел для нанесения покровно-декоративного слоя выполнен в виде грунтовального станка с промазочным валом, 3. Линия по пПо 1 и 2, о т л и чающаяся тем, что средство для нанесения связующего выполнено в виде поливального приспособления с вакуумным отсосом. i Линия по пп 1-3, отличающаяся тем, что магазин запас-а снабжен охлаждающим средством. Источники информации, принятые во внимание при экспертизе 1. Школьников Я.А. и др. Стеклянное штапельное волокно. М„, Химия, 1969.
ч
% 5
/Ч
/
