редшествующем межклетевом промежуте, реализуя зависимость
,TTStM),--i
де(..., 6
7лм ) заданное начальное
удельное натяжение полосы соответственно, в данном и предыдущем межклет евыхпромежутках;
дЛ |Д(. - приращение удельного натяжения соответственно в данном и предыдущем межклетевых промежутках}
Pg.SP базисное значение и приращение усилия прокатки в первой клети данного межклетевого промежутка,
- коэффициенты, учиК. тывающие влияние на ширину переднего и заднего натяжения.
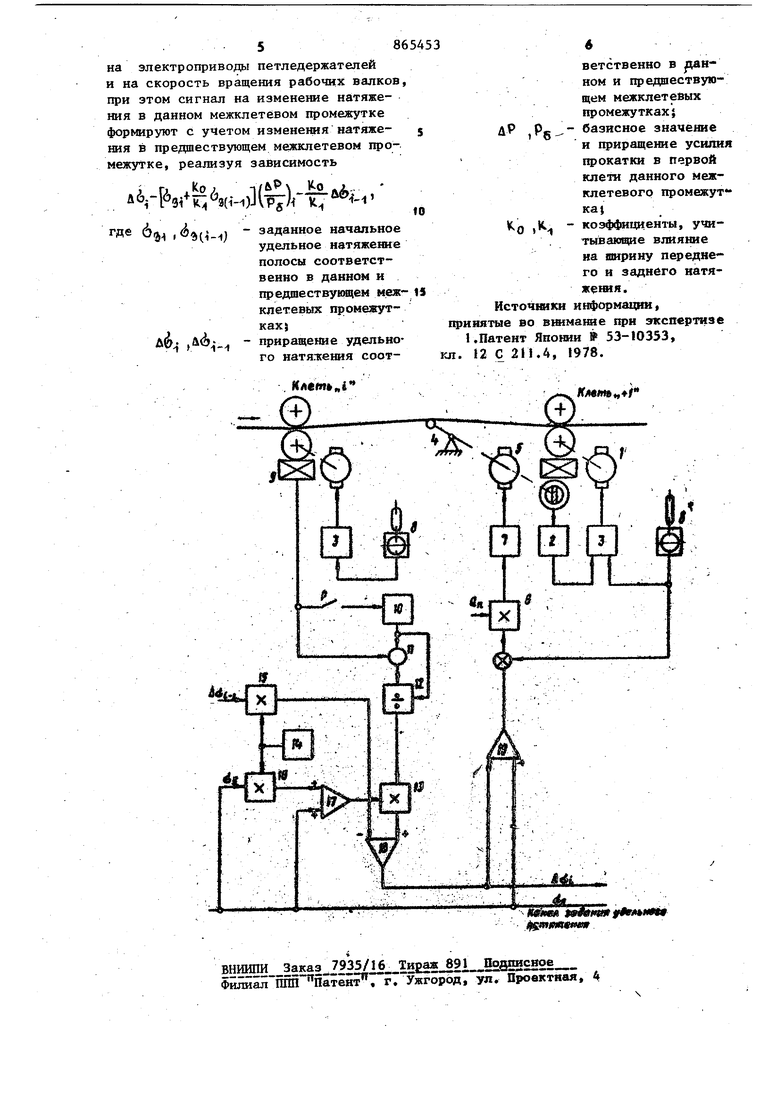
На чертеже приведена функциональная схема.
Натяжение полосы в межклетевых промежутках реализуется путем %оздействия на скорость клетей 1 через регуляторы 2 положения петледержателя (.регулятор петли) и систему 3 управле1а1я скоростью валков при отклонгнии положения рычага 4 петледержателя от заданного рабочего положения.
Заданное значение удельного натяжения с учетом индивидуальной подстройки вводится -В множительное устройство для каждого межклетёвого промежутка. На другой вход множительного устройства подается напряжение, пропорциональное сечению полосы данном промежутке. Сигнал с выхода устройства 6 Посту пает в качестве задания момента (тока дет1ГаЕеля в систему 7 управления двигателей 5 петледержателя. Индивидуальную подстройку удельного натяжения для отдельных межклетевых промежутков осуществляют от регулятора 8 ручной установки скорости кпет. Автоматическая коррекция удельного натяжения в зависимости от изменения усилия прокатки осуществляется следзга) щим образом. При входе начала полосы в клеть сигнал с выхода измерителя 9 усилия
прокатки поступает в блок 10 памяти дпя запоминания tKOHTaKT реле Р замкнут) . После размыкания контакта реле Р в элементе I1 сравнения формируется разность базисного и действительного усилий прокатки Д - «Pg -Р . Разность усилий прокатки подается на вход блока 12 деления, с выхода которого на вход множительного устройства 13 поступает сигнал пропорциональный (-к); а на другой вход множительного устройства 13 подается сигнал пропорционапьшй((,. + 4--(Ь15(1)|,который формируется соотBeicTBeHHo в блоке 14. Задачи соотношеш5Я коэффициентов -гт- в множительных устройствах 15 и 16 и сумматоре 17.
С выхода множительного устройств 13 на вход сумматора 1S поступает сигнал, пропорциональный произведени
(-Л fe ,{1-))( p|}i 1 на другой вход - поступает сигнал коррекции удельного натяжения с предыдущего межклетейого промежутка u6-..
Таким образом, с выхода сумматора 18, в котором окончательно формируется сигнал коррекции удельного натяжешясб,,(4т--тт 1-. ,
подается сигнал на вход сумматора 19 данного межклетевого промежутка.
Технико-экономический эффект предлагаемого способа управления заключается в повышении выхода годного проката за счет стабилизации ширины и увеличения, тем , ее длины. Применительно к стану 200 НЖЗ, имеющего годовую производительность 6,0 млн тонн проката, внедрение этого способа обеспечит экономическую эффективность в размере около 142 тыс. руб. Формула изобретения Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки, заключанщийся в том, что измеряют изменение усилия прокатки и обрабатывают изменение усилия прокатки воздействием на нажимной механизм последзтидей клети, отличающийся тем, что, с целью повышения выхода годного проката за счет стабилизации ширины полосы, дополнительно изменение усилия прокатки обрабатывают воздействием 58 на электроприводы петлсдержат ел ей и на скорость вращения рабочих валков при этом сигнал на изменение натяжения в данном межклетевом промежутке формируют с учетом изменения натяжения в предшествующем межклетевом промежутке, реализуя зависимость f&P Ко ,6,,,--J(T) 4 .ci-ij заданное начальное удельное натяжение полосы соответственно в данном и предшествуиицем меж клетевых промежутках}j&d - приращение удельно го натяжения соответственно в WHном и предшествующем межклетебых промежутках} р - базисное значение и приращение усилия прокатки в первой клети данного межклетевогр промежут ка) К - коэффициенты, учитываюо е влияние на ширину переднего и заднего катяжесшя. в1Ки информации, В1шмаше при экспертизе понии № 53-10353, .4, 1978,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Электропривод для петледержателя на непрерывном листовом стане горячей прокатки | 1982 |
|
SU1073869A1 |
| Устройство для регулирования натяжения полосы в башенной печи | 1983 |
|
SU1104176A1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПЕРВОМ МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2646305C1 |
