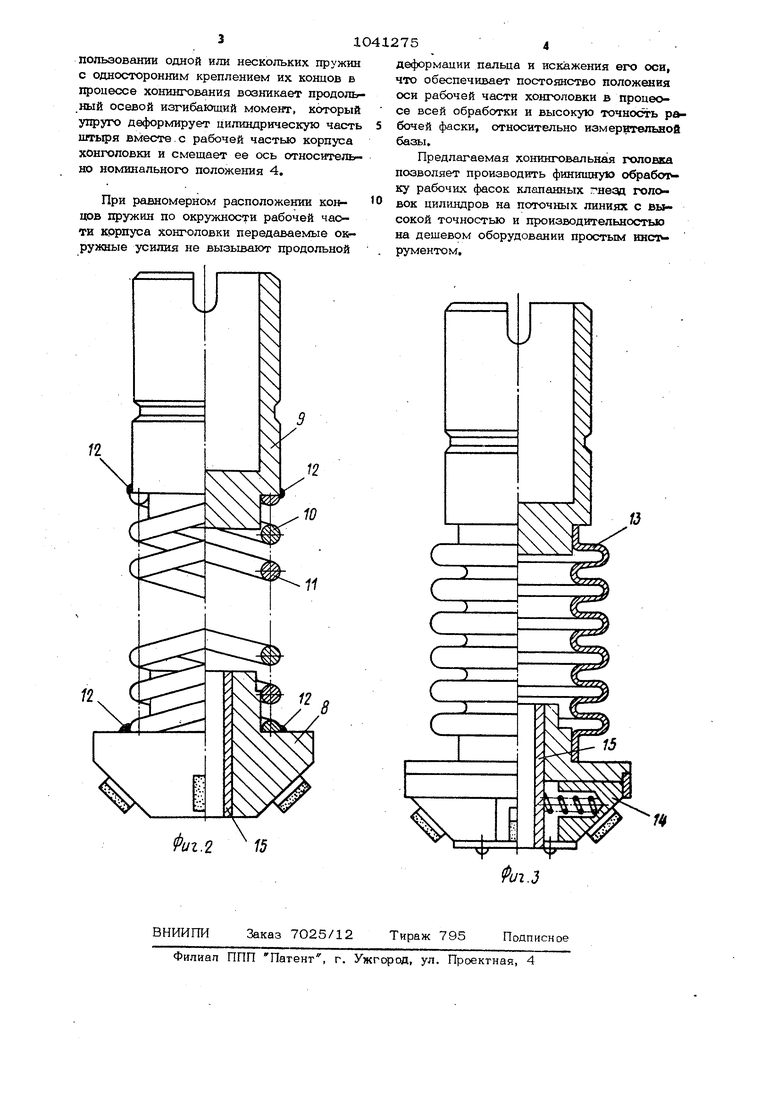
Изобретение относится к абразивной обработке и предназначено для финиишой обработки конических отверстий, к ко торым npeHjvrymecTBeHHo OTHOCSTTCH клапанные гнезда головок и блоков цилизсдров двигателей внутреннего сгорания. Известна хонинговапьная головка;, содержащая составной корпус, в рабочей части которого укреплены абразив ные бруски, и гибкий элемент 1 . Указанное устройство не позволяет исправлять в процессе хонингования ось рабочей фаски клапанного гнезда относи тельно оси вну реннего отверстия нблравляющей втулки клапана при наличии у них несоосности перед обработкой. Целью изобретения является расшире ние технологических возможностей за счет обеспечения обработки несоосных, со шпинделем конических отверстий. Указанная цель достигается тем, что в хонинговальной -головка, содержащей составной корпус, в рабочей части которого закрепле1-Пз1 абразивш.ге бруски, гибкий элемез-рг выполнен в виде двух усталовленн1э1Х одна в другой пружин, концы которых жестко закр«а1ле нь на хвостовике- и pa6o4eij части корпу са. На фиг 1 изобрансена схема распопо .жения осей лтиндел.-:, рабочей фаски и измерительной базы перед хонинговгщие на фиг, 2 хонголовка с корпусом из пружин; .на фиг. 3 хонголовка с корпусом из гчэфрированной тонкостенной трубы и подпружиненными несущими ко- лодками. На головке цилиндров 1 {фиг. 1) находится рабочая фаска 2 кпешанногс гнезда и направляющая втулка 3, внут реннее отверстие которой является изм рительной базой для простралственного расположения рабочей фаскИе Ось 4 внутреннего отверстия втулки одновременно определяет и номинальное положе ние оси обработанной рабочей фаски, Перед обработкой ось.рабочей фаск;В занимает положение 5, а ось шпинделя - положение 6, Во внутреннее отверстие направляющей втулки установлен caivfo центрирующийся штырь V, который в верхней части имеет направляющую цилиндрическую часть, а ее ось совмещена с осью измерительной базы„ Для обработки рабочей фаски используют хо головку (фиг.2) (Корпус которой содержит рабочую часть 8 с абразивными бруск ми, хвостовик 9 и соединяющий их гиб кий элемент, вьшолненгаый из двух одинаковых прунсин 10 и ilj которые ввер нуты одна в другую в зазор между соседними витками Концы пружин закреплены сваркой 12, причем перед закреплением их устанавл.и.аают в диаметральных плос костях, обеспечивая равнораспределенную передачу окружного -скт-ш. Гибкий элемент хонго,повкн может быть вьтол ен в виде тонкостенной гофрированной трубы 13 (фиГоЗ), а его несуите подвюгашш колодки 14 подпружиненьи В рабочей части хонголовки имеет-с;й нелравпяьэшая втулка 15„ Увеличение пространстаеиной точности положения рабочей фаскк к-тапаяного гнезда достигается следующим образом, - Хошголовк.а закрепляется в шпрщцеле или в патроне la столе станка уотанавли.вается головка 1, клапшшое гнездо предварительно центрируется от- носительно ази лшинделя 6. Допускаемая HecoociiocTb может достигать I, 0-1, 5 ьол Во внугреннее отверстие напра.рля1ощ8й втулки 3 загцэессовывается самоцентрируЮЩИЙСЯ ШТЬфЬ 7, ось КОТОрО1-Ю СО&мещается с осью 4 направляющей втулки и одновреме1шо зан,нмает номикальное положение оси рабочей фаски клапанного гнезда. На цилиндрическую направляющую поверхность штыря надевается рабочая часть 8 корпуса хонголовки, опускается шпиндель до соприкосновения абразивных брусков с обрабатывае юй поверхностью рабочей фаски 2 и сообщает хону вращательное и возвратно-поотупате.пьное движение. Перед началом обработки ось рабочей )аски гнезда смещ.ение носитепьно номинальнохч) положения 4в В начале хонингования ось вращения рабочей части хонгоповкИ; находящейся на штыре, совпадает с ноклшальпым положением оси рабочей фаски, но не совпадает с ее реальной осью 5 поэтому абразивные бруски осуществляют односторонний съем метад.ла с обрабатьшаемай поверхности фаски 2, пс-степенно смещ.ая ось рабочей фаски в с .горону номтшально- го положения 4, увеяЕчивая ее пространственную точность, Заверша этся процесс хонингования при достижении требуемой точности, полоясения оси рабочей фаски oтнocln eпьнo измерительной базы и необходимой шероховатости поверхности. На получаемую точность обработки оказььвает влияние характер передачи крутящего момента с гибкого элемента на рабочую часть корпуса хонгоповки. При ис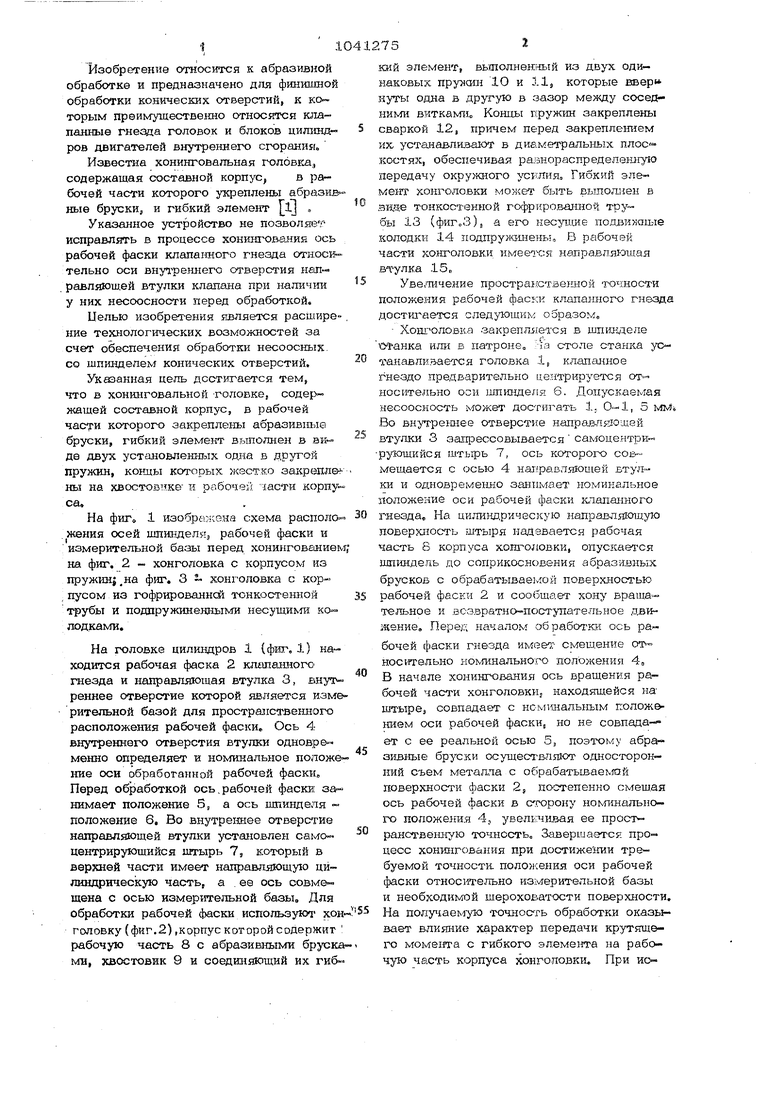
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| Станок для хонингования плоских поверхностей | 1988 |
|
SU1683992A1 |
| Унифицированная хонголовка | 1987 |
|
SU1511086A1 |
| Устройство для хонингования | 1981 |
|
SU975359A1 |
| Хонинговальная головка | 1990 |
|
SU1764963A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2155125C1 |
| Устройство для вибрационного хонингования | 1987 |
|
SU1541033A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
ХОНКНГОВАЛЬНАЯ ГОЛОВКА, содержащая составной корпус, в рабочей части которого укреплены абразивные бруски, и гибкий элемент, отличающаяся тем, что, с целью расширения технологических возможноотей, за счет обеспечения обработки несооскых со шпинделем конических отверсти гибкий элемент выполнен в виде двухустановленных одна в другой пружин, концы которых жестко закреплены на хвостовике и рабочей части корпуса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Хонинговальная головка | 1974 |
|
SU534349A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
