(54) УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ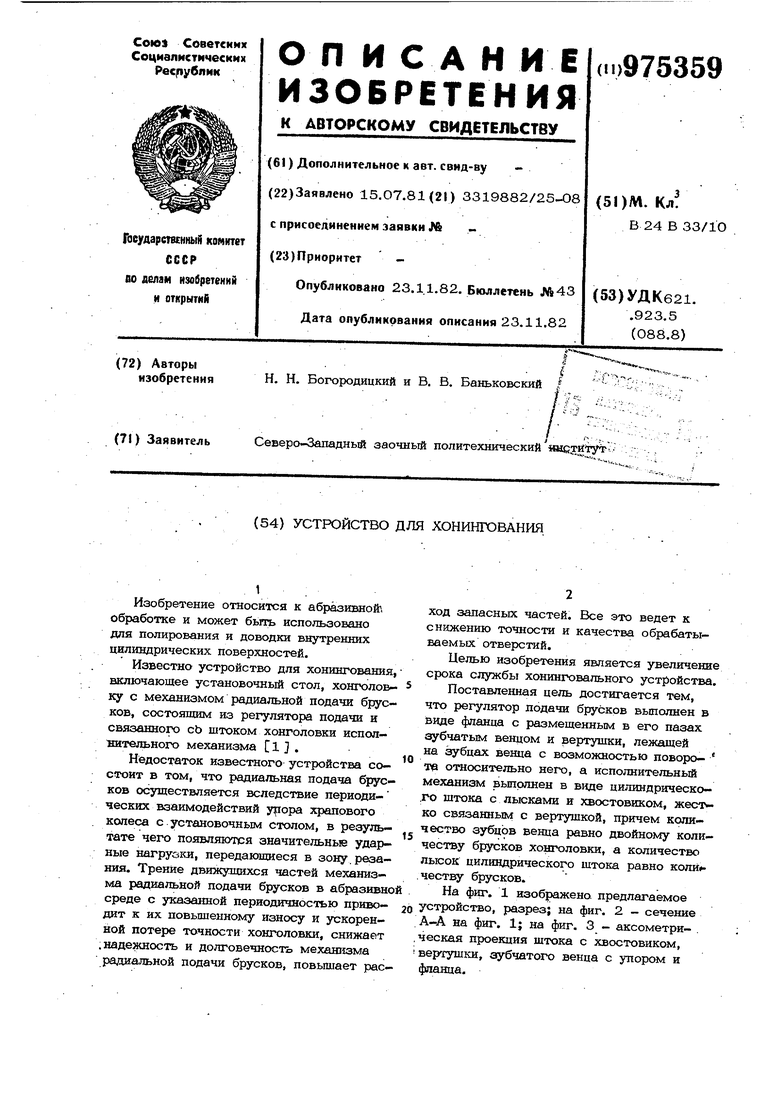
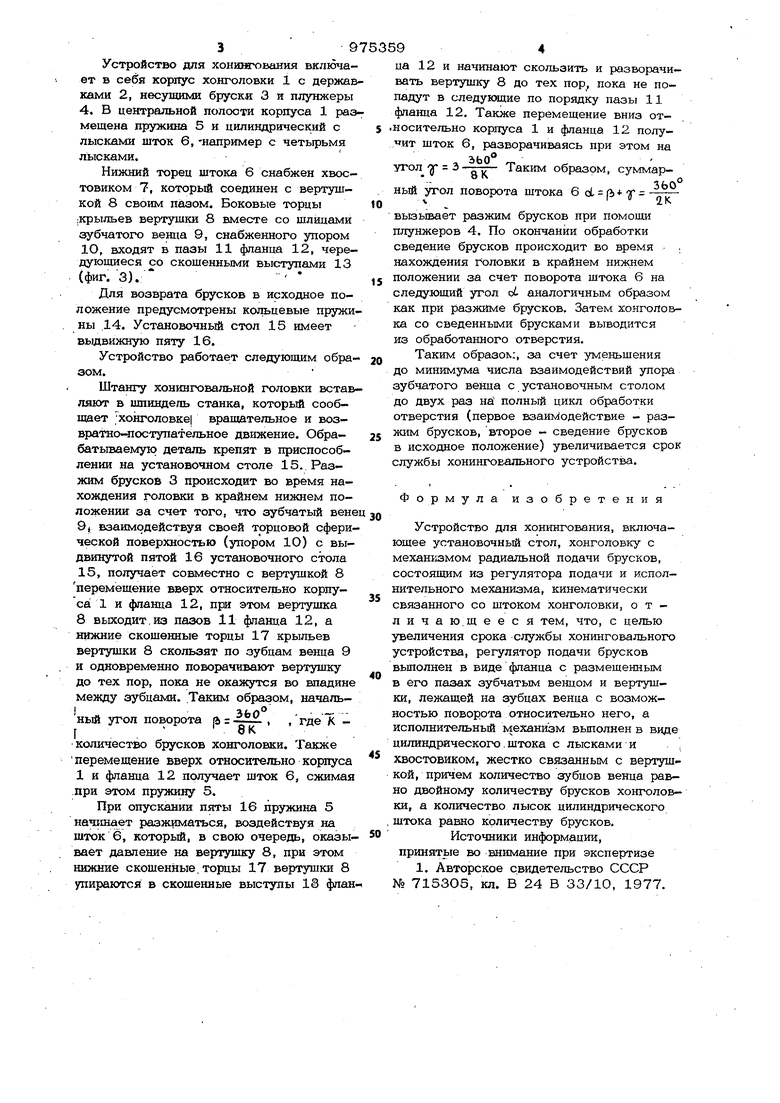
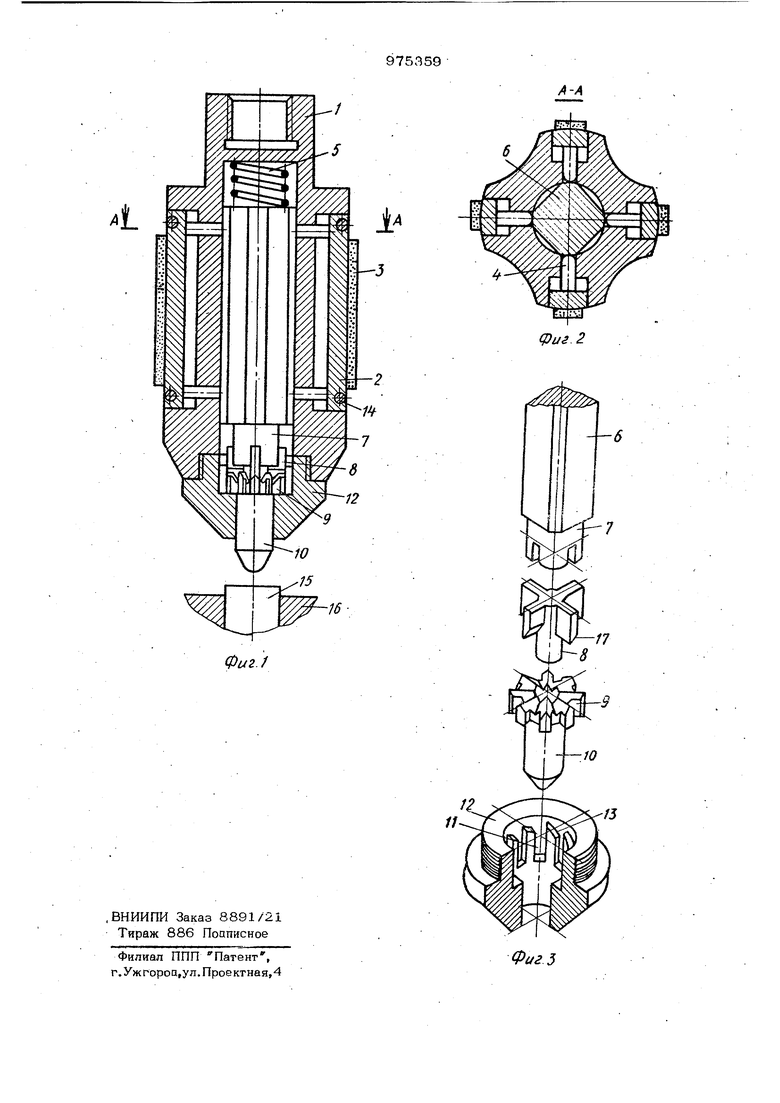
1. Изобретение относится к абразивной обработке и может бьпъ использовано для полирования и доводки внутренних цилиндрических поверхностей. Известно устройство для хонингования, включающее установочный стол, хонголовку с механизмом радиальной подачи брусков, состоящим из регулятора подачи и связанного сЬ штоком хонголовки исполнительного механизма 1 J . Недостаток известного устройства состоит в том, что радиальная подача брусков осуществляется вследствие периодических взаимодействий храпового колеса с установочным столом, в результате чего появляются значительные ударные нагруоки, передающиеся в зону, резания. Трение движущихся частей механизма радиальной подачи брусков в абразивно среде с указанной периодичностью приводит к их повышенному износу и ускоренной потере точности хонголовки, снижает .надежность и долговечность механизма радиальной подачи брусков, повьпиает расХОД запасных частей. Все это ведет к снижению точности и качества обрабатываемых отверстий. Целью изобретения является увеличение срока службы хонинговального устройства. Поставленная цель достигается тем, что регулятор подачи брусков вьшолнен в виде фланца с размещенным в его пазах зубчатым венцом и вертущки, лежащей на зубцах венца с возможностью поворо- те относительно него, а исполнительный механизм выполнен в виде цилиндрическо- .го штока с Льюками и хвостовиком, жестко связанным с вертушкой, причем количество зубцов венца равно двойному количеству брусков хонголовки, а количество лысок цилиндрического щтока равно коли честву брусков. На фиг. 1 изображено предлагаемое устрюйство, разрез; на фиг. 2 - сечение А-А на фиг. 1| на фиг. 3 - аксометри- . ческая проекция штока с хвостовиком, вертушки, зубчатого венца с упором и фланца. Устройство для хоншйгования включает в себя корпус хонголовки 1 с держав ками 2, несущими бруски 3 и плунжеры 4. В центральной полости корпуса 1 раз мещена пружина 5 и цилиндрический с лысками щток 6, -например с четырьмя лысками. Нижний торец штока 6 снабжен хвостовиком 7, который соединен с вертушкой 8 своим пааом. Боковые торцы ;крыльев вертущки 8 вместе со щлицами зубчатого венца 9, снабженного упором 1О, входят в пазы И фланца 12, чередующиеся со скошенными выступами 13 (фиг. 3). Для возврата брусков в исходное положение предусмотрены кольцевые пружи ны .14. Установочный стол 15 имеет выдвижную пяту 16. Устройство работает следующим обра зом. Штангу хонинговальной головки встав ляют в шпиндель станка, который сообщает хонголовке вращательное и возвратно-поступательное движение. Обрабатываемую деталь крепят в приспособлении на установочном столе 15. Разжим брусков 3 происходит во время нахождения головки в крайнем нижнем положении за счет того, что зубчатый вен 9,1 взаимодействуя своей торцовой сфери ческой поверхностью (упором 1О) с выдвинутой пятой 16 установочного стола 15, получает совместно с вертушкой 8 перемещение вверх относительно корпуса 1 и фланца 12, при этом вертущка 8 выходит, из пазов 11 фланца 12, а нижние скошенные торцы 17 крыльев вертушки 8 скользят по зубцам венца 9 и одновременно поворачивают вертушку до тех пор, пока не окажутся во впадине между зубцами. Таким образом, начальный угол поворота р г где К количество брусков хонголовки. Также перемещение вверх относитегашо корпуса 1 и фланца 12 получает щток 6, сжимая при этом пружину 5. При опускании пяты 16 пружина 5 нач1шает разжиматься, воздействуя на щток 6, которьй, в свою очередь, оказы вает давление на вертушку 8, при этом нижние скошен ные.торцы 17 вертушки 8 упираются в скошенные выступы 18 флан ца 12 И начинают скользить и разворачивать вертуш1су 8 до тех пор, пока не попадут в следукчцие по порядку пазы 11 фланца 12. Также перемещение вниз относительно корпуса 1 и фланца 12 полуЛит шток б, разворачиваясь при этом на SbO угол -у 3 Таким образом, суммарный угол Поворота штока 6 d fb-i-f вызь1вает разжим брусков при помощи плунжеров 4. По окончании обработки сведение брусков происходит во время нахождения Головки в крайнем нижнем положении за счет поворота щтока 6 на следукидий угол oi аналогичным образом как при разжиме брусков. Затем хонголовка со сведенными брусками выводится из обработанного отверстия. Таким o6pa3ON:, за счет уменьшения до минимума числа взаимодействий упора зубчатого венца с установочным столом до двух раз на полный цикл обработки отверстия (первое взаимодействие - разжим брусков, второе - сведение брусков в исходное положение) увеличивается срок службы хонинговального устройства. Формула изобретения Устройство для хонингования, включающее установочньй стол, хонголовку с MexaHii3MOM радиальной подачи брусков, состоящим из регулятора подачи и исполнительного механизма, кинематически связанного со штоком хонголовки, о т личаю.щееся тем, что, с целью увеличения срока службы хонинговального устройства, регулятор подачи брусков вьшолнен в виде фланца с размещенным в его пазах зубчатым венцом и вертушки, лежащей на зубцах венца с возможностью поворота относительно него, а исполнительный механизм вьшолнен в виде цилиндрического. штока с лысками и - .. хвостовиком, жестко связанным с вертушкой, причем количество зубцов венца равно двойному количеству брусков хонголовки, а количество лысок цилиндрического штока равно количеству брусков. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 715305, кл. В 24 В 33/10, 1977.