-Фиг.
Изобретение относится к машиностроению И предназначено для финишной обработки прецизионных отверстий хонинго- ванием.
Целью изобретения является упроще- ние конструкции головки.
На фиг. 1 изображена хонинговальная головка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Хонинговальная головка содержит корпус 1, в котором размещены разжимаемые абразивные бруски 2, установленные на колодках 3, и разжимной конус 4. С корпусом 1 соединен хвостовик 5, внутри которого установлен шток 6, взаимодействующий с разжимным конусом 4. Устройство содержит гибкий элемент 7, выполненный в виде участка хвостовика 5 с тремя рядами поперечных сегментных пазов 8, расположен- ных в параллельных плоскостях под разными углами друг к другу.
В процессе работы хонинговальную головку закрепляют в шпинделе станка хвостовиком 5. Корпус головки с абразивными брусками 2 устанавливают в обрабатываемое отверстие детали и включают вращение шпинделя. В Процессе хонингования возможные перекосы, несоосность отверстия обрабатываемой детали и шпинделя станка компенсируется качанием (плаванием) рабочей части хонинговальной головки в пределах упругой деформации гибкого элемента 7.
По окончании рабочего цикла хонинговальная головка выводится из отверстия обработанной детали и ее рабочая часть восстанавливает исходное положение за счет упругой деформации материала хвостовика 5.
Выполнение беззазорного гибкого упругого элемента на цельном хвостовике позволяет сочетать преимущества жестких и плавающих хонинговальных головок, следовательно обрабатывать детали с высокой точностью, а также следить за положением разжимного конуса, т.е. диаметральным размером обрабатываемого отверстия. Высокая стабильность размеров обрабатываемых деталей повышает точность обработки при хонинговании.
Кроме того, хонинговальная головка проще по конструкции, менее трудоемка в изготовлении и более надежна в эксплуатации.
Формула изобретения
Хонинговальная головка, содержащая корпус с размещенными в его осевых пазах абразивными брусками и соединенный посредством гибкой связи с хвостовиком, о т- личающаяся тем, что, с целью упрощения конструкции головки, гибкая связь выполнена на хвостовике в виде ряда поперечных сегментных пазов, расположенных в параллельных плоскостях под разными углами друг к другу.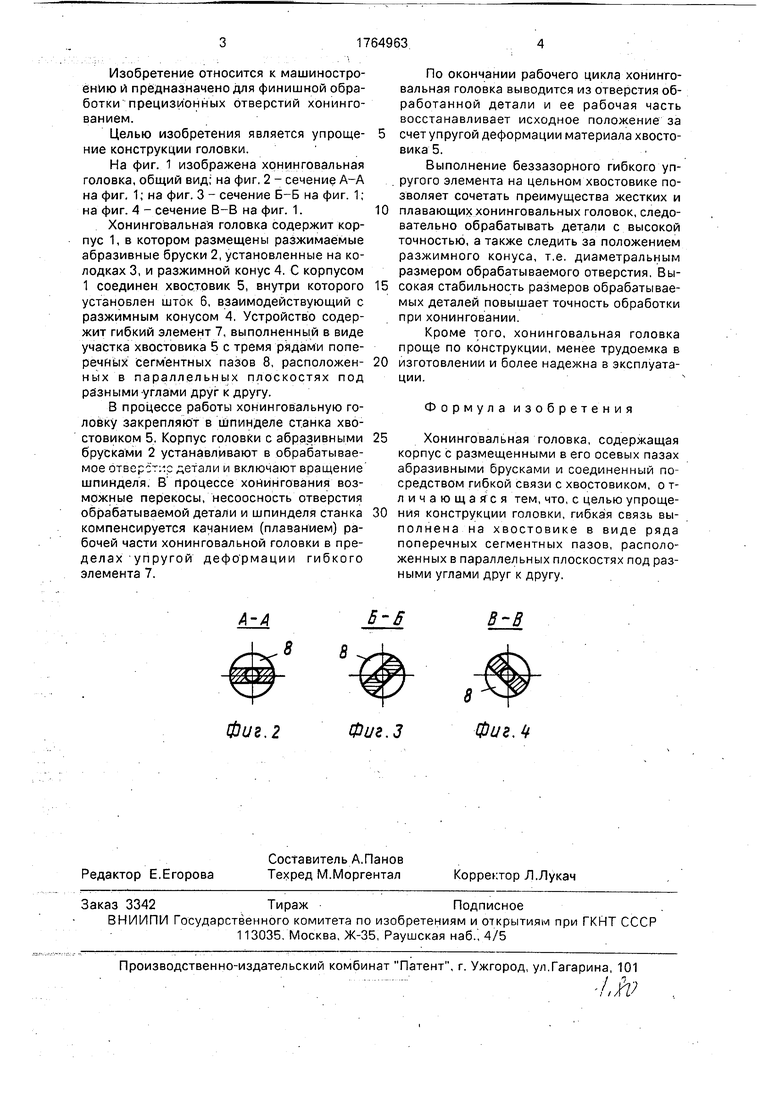
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU965693A1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Устройство для хонингования | 1979 |
|
SU804400A1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
Использование: изобретение относится к инструментам для финишной обработки. Сущность изобретения: головка содержит корпус 1, в котором размещены разжимаемые абразивные бруски 2, установленные на колодках 3, и разжимной конус 4. С корпусом 1 соединен хвостовик 5 с гибким элементом 7, выполненным в виде участка хвостовика с тремя рядами поперечных сегментных пазов, расположенных в параллельных плоскостях под разными углами друг к другу. В процессе хонингования возможные перекосы, несоосность отверстия обрабатываемой детали и шпинделя станка компенсируется качанием рабочей части хо- нинговальной головки в пределах упругой деформации гибкого элемента 7. 4 ил.
А-А
Фиг.2
Б-fi
В-В
Фиг.З
Фиг. 4
| Хонинговальная головка | 1981 |
|
SU1041275A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
