Изобретение относится к промышленности строительных материалов и может быть использовано при производстве листов и труб на асбестоцементных формовочных машинах.
Известен способ регулирования те пературного режима 0 ваннах сетчатых цилиндров формовочной машины, включающий измерение и регулирование температуры воды в рекуператоре чистой воды, путем изменения расхода пара, подаваемого на ее подогрев 1.
Наиболее близким к изобретению является способ автоматического регулирования температурного режима в ваннах сетчатых цилиндров формовочной машины, включающий измерение температуры воды в рекуператоре и при отклонении ее от заданного значения регулирование расхода пара в него 2 .
Регулирование по данным способам дает возможность в определенных пределах стабилизировать температуру воды, поступающую в ванны сетчатых цилиндров и, как следствие, уменьшает колебания температурного режима в этих ваннах. Однако на температурный режим оказывают влияние и другие возмущения, такие как расход воды, поступающей в ванны асбестоцементной массы, температура последней, производительность формовочной машины и т.д. В результате регулирование по данным способам не дает возможности застабилизировать температурный режим в ваннах сетчатых цилиндров на должном уровне. Кро.ме того, имеет место большое емкостное запаздывание при нагреве воды в рекуператоре (емкость 30-60 м ) но заданной температуре. Следствием этого является дополнительное ухудшение качества регулирования температурного режима -в ваннах сетчатых цилиндров.
Целью изобретения является повышение точности регулирования.
Поставленная цель достигается тем, что согласно способу автоматического регулирования температурного режима в ваннах сетчатых цилиндров формовочной машины, включающему измерение температуры воды в рекуператоре и при отклонении ее от заданного значения регулирование расхода пара в него, во время измерения температуры воды в рекуператоре измеряют температуру асбестоцементной массы в ваннах сетчатых цилиндров и при отклонении ее от заданного значения изменяют расход воды из-рекуператора в ванны сетчатых цилиндров и заданное значение температуры воды в рекуператоре.
Дополнительная корректировка задания .на температуру воды в рекуператоре чистой воды позволяет устранить влияние неконтролируемых возмущений на температурный режим в ваннах сетчатых цилиндров, а за счет изменения расхода подогреТОЙ ВОДЫ, поступающей в ванны фор.мовочных машин из рекуператора чистой воды, оперативнее стабилизировать температуру асбестоцементной .массы в ваннах. Необходимость стабилизации температурного режима в ваннах сетчатых цилиндров формовочных машин в определенном диапазоне обуславливается тем, что при выходе температурЕ за нижнюю границу диапазона, снижаются фильтрационные свойства асбестоцементной массы, что приводит к нарушению режима формовки и, соответственно, снижению производительности агрегата, а выход температуры за верхнюю границу уменьшает время до начала схватывания цемента, что приводит к снижению качества асбестоцементных изделий.
На чертеже схематически изображено устройство, реализирующее способ.
Асбестоцементная масса непрерывно подается в ванны 1 сетчатых цилиндров формовочной машины и смешивается в ваннах сетчатых цилиндров с подогретой водой, поступающей из рекуператора 2. Датчиком 3 измеряют температуру асбестоцементной массы в ваннах 1 и измеренная величина поступает на первый вход регулятора 4 температуры волТ.ы в рекуператоре 2. Измеренная датчиком 3 температура асбестоцементной массы учитывает влияние всего ко.мплекса возмущений, из.меняющих температурный режи.м в ваннах сетчатых цилиндров формовочной машины, измерение производительности и т.д. На второй вход регулятора 4 поступает заданная величина от задатчика 5 температуры асбестоцементной .массы в ваннах. Регулятор 4 температуры воды в рекуператоре по величине рассогласования измеренной и заданной величиной температуры асбестоцементной массы в ваннах вырабатывают управляющее воздействие в виде уставки (задания), которая поступает на первый вход регулятора 6 расхода пара. На второй вЯод регулятора 6 поступает измеренная датчиком 7 величина температуры воды в рекуператоре 2. В зависимости от величины рассогласования между этими параметрами регулятор 6 формирует управляющий сигнал на исполнительный механизм 8 для изменения положения регулирующего органа 9 расхода пара в рекуператор 2, в результате чего температура в рекуператоре изменяется до заданного регулятором 4 значения.
Одновре.менно измеренная датчиком 3 величина температуры асбестоцементной массы в ваннах сетчатых цилиндров и заданная величина от задатчика 5 поступает на первый и второй вход регулятора 10 расхода во.аы из рекуператора 2.
В зависимости от величины отклонения между измеренной и заданной температурой асбестоце.ментной массы в ванне регулятор 10 выдает соответствующий управляющий сигнал на исполнительный механизм 11 для изменения положения регулирующего органа 12.
Дополнительное воздействие изменением расхода подогретой воды в ванны дает возможность оперативно отреагировать на изменение температурного режима в ваннах сетчатых цилиндров и выполняет функции . упреждающего управляющего воздействия, так как канал регулирования расход ю
пара - температура в ваннах имеет большое емкостное запаздывание.
Внедрение предлагаемого способа позволяет снизить процент брака готовых изделий и увеличить производительность формовочной мащины. Способ реализуется как на стандартных элементах локальной автоматики, так и с использованием, средств вычислительной техники.
Данный способ позволяет повысить точность регулирования.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Способ регулирования работы асбестоцементных формовочных машин | 1974 |
|
SU492393A1 |
| Установка для питания круглосеточной формовочной машины | 1974 |
|
SU525280A1 |
| Устройство для связанного регулирования работы асбестоцементной формовочной машины | 1977 |
|
SU719879A2 |
| Способ регулирования работы асбестоментных формовочных машин | 1981 |
|
SU986798A1 |
| Устройство для регулирования асбестоцементной формовочной машины | 1980 |
|
SU937161A1 |
| Способ стабилизации толщины асбестоцементного слоя сетчатого цилиндра асбестоцементной формовочной машины | 1978 |
|
SU727458A1 |
| Способ автоматического регулирования толщины пленки многоцилиндровой асбестоцементной формовочной машины | 1980 |
|
SU1028512A1 |
| Способ управления работой асботрубной машины | 1979 |
|
SU893556A1 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |
СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРНОГО РЕЖИМА В ВАННАХ СЕТЧАТЫХ ЦИЛИНДРОВ ФОРМОВОЧНОЙ МАШИНЫ, включающий измерение температуры воды в рекуператоре и при отклонении ее от заданного значения регулирование расхода пара в него, отличающийся тем, что, с целью повышения точности регулирования, во время измерения температуры воды в рекуператоре измер-яют температуру асбестоцементной массы в ваннах сетчатых цилиндров и при отклонении ее от заданного значения изменяют расход воды из рекуператора в ванны сетчатых цилиндров и заданное значение температуры воды в рекуператоре. о 4 00 о .4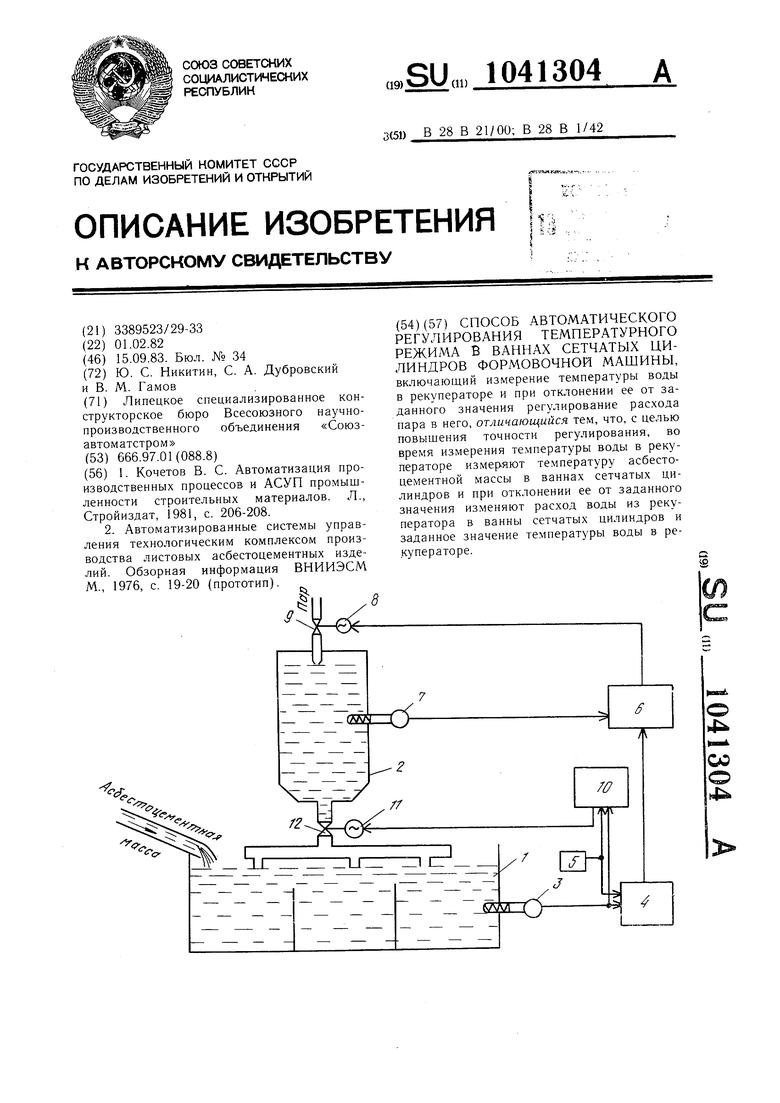
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кочетов В | |||
| С | |||
| Автоматизация производственных процессов и АСУП промышленности строительных материалов | |||
| Л., Стройиздат, 1981, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматизированные системы управления технологическим комплексом производства листовых асбестоцементных изделий | |||
| Обзорная информация ВНИИЭСМ М., 1976, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
