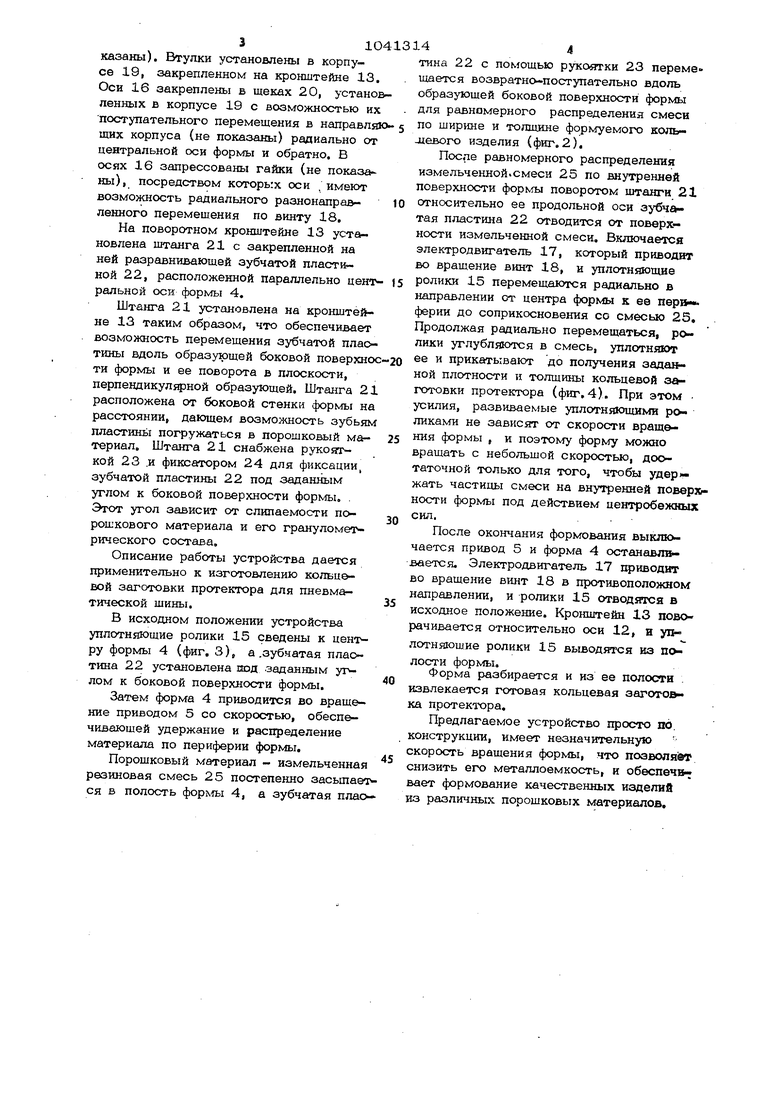
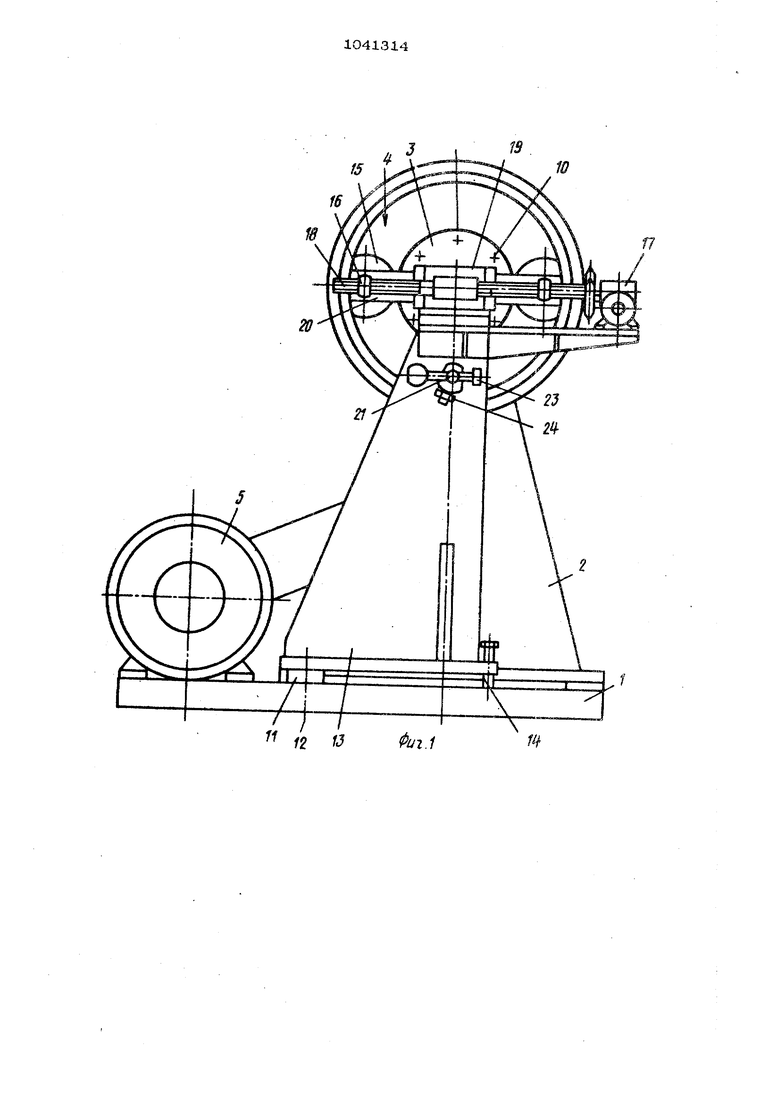
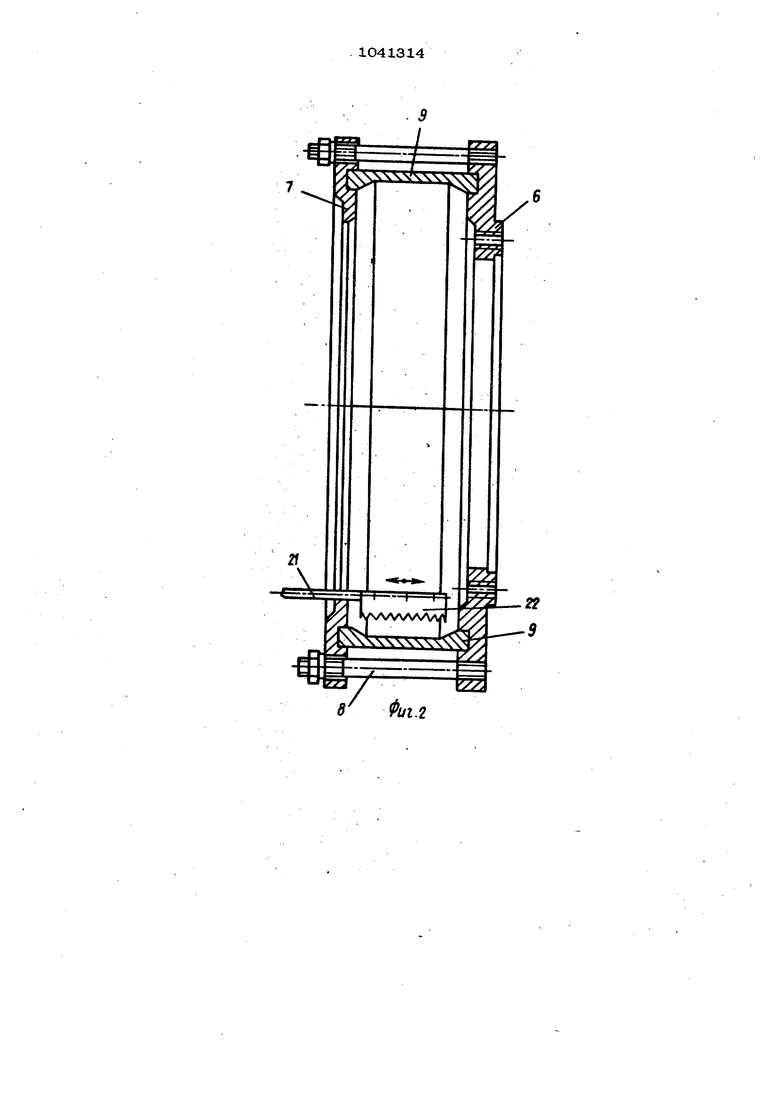
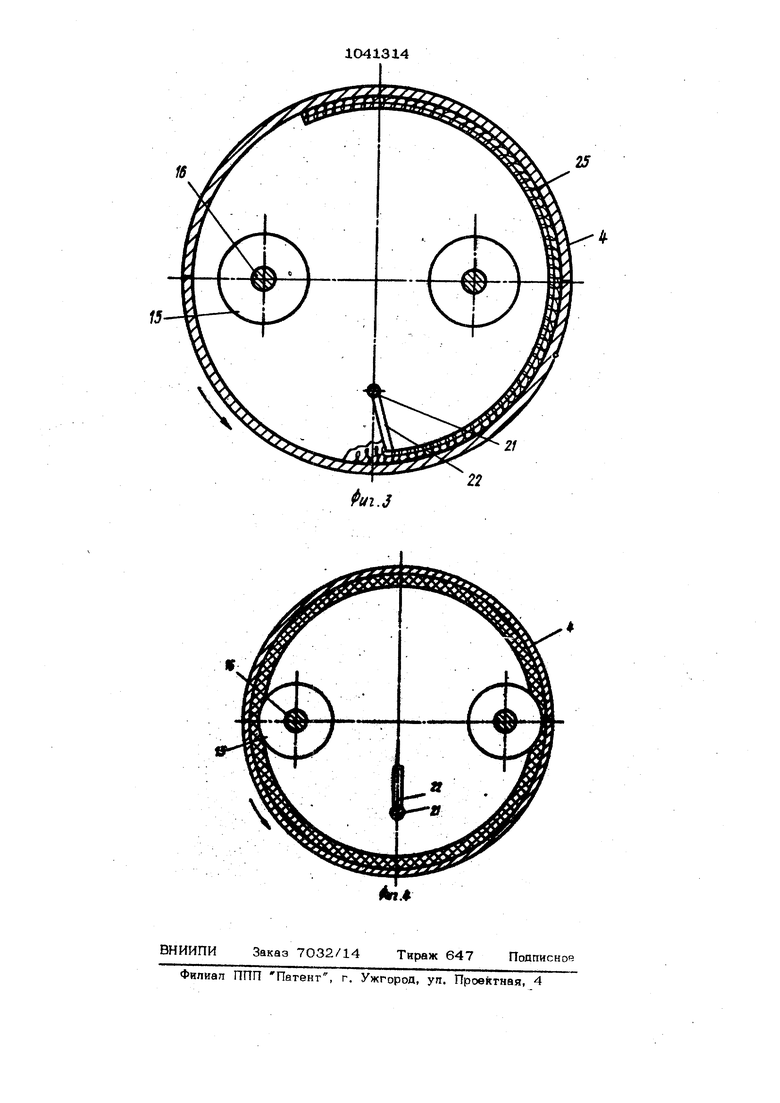
Изобретение относится к оборудовани для центробежного формования кольц&вых изделий из порошкового материала и может быть использовано для из1Ч)тов ления кольцевых заготовок протекторов из измельченных резиновых смесей. Известно устройство для центрдбен ного формовалия кольцевых изделий на порошкового материала, содержащее форму с приводом вращения относительно ее продольной оси и создающую дополнительное прессующее усилие эласти ную камеру, заполненную наполнитЭлем l . Наиболее близким к изобретению по технической сущности и достигаемом результату 5шляется устройство для центробежного формования кольцевых изделий из порошкового материала, содержащее разъекжую форму с приводом вращения относительно ее продольной оси, уплотняющие ролики и держатель для них 2 . В известном устройстве держатель для уплотняющих роликов выполнен в ввде расположенной по центральной оси формы крестовин, в продольных гнездах которой свободно установлены уп- лотняющие ролики, В силу такого конструктивного нения известного устройства создава&мое уплотняющими роликами усилие зависит от скорости вращения формы Поскольку увеличение скорости вращени формы значительно усложняет конструк- цию устройства, то известное устройство имеет ограниче шые эксплуатационные вoз южнocти, так как не может быть использовано для изготовления изделий из порошковых материалов, при формовании которых необходимо развивать удельное давление не ниже 2 МПа, например из резины. Кроме того, в известном устройстве . не обеспечивается равномерное распреде i -ление материала по объему формы,, вследствие чего изготовленные изделия имеют неравномерную толщину, поэтому и,звестное устройство не может быть использованб для формования изделий, которые не допускают последующую мехалическ;|ТО обработку и к которым предъ шляются строгие требования по равнотолщинности и однородной плотности, Целью изобретения является расширение технологических возможностей уст ройства. Поставленная цель достригается тем, что в устройстве для цетробежного формавания кольцевых изделий из порошкового материала, содержащем разъемную форму с приводом вращения относительно ее продольной оси, уплогняюшие ролики и держатель ДЛЕ ::-:их, держатель выпоинен в ВКД8 расгюлох енныгь Глэраллельно центраяыюй оси 1:{юрмь5 осей, скаб- женкых для их синхронного радиаяьного перемещения. Устройство также снабжено расположенной параллельно центральной оси формы разравнивающей зубчатой пластиной, смонтированной с возможностью перемешения, вдоль образующей боковой ,повер йкости формы и поворота в плоскости, перпендикулярной обрааующей..Такое конструктивное вьшолнение ус- роКствв. обеспечивает воамож;г ог: ь формования качественных ;езделий из любого порошкового материала, так как усилия, создаваемые в .ием ппотня1О11Шми роликами, не зависят от скорости вращения формы. На фиг. 1 изображено предлагаемое стройство; на фиг. 2 - раэьемная форма с введенной в ее полость зубчатой пластиной на фиг. 3 - форма в положении , аагруэки и выравнивания измельчаемой резиновой смесв на фиг„ 4 - то же, в полоукении формования и уплотнения смеси уплотняющими роликами. Устройство для центробежного ферме- валяя кольцевых изделий содержит раму 1, на которой в корпусе 2 смонтироаи на опорах хаченкя несущий вал (не показан). На фланце 3 вала закреплена сменная разъемная форка 4, связанная с приводом вращения 5 ее относительно продольной оси. Форма 4 состоит из диска 6 (фиг, 2) и кpьшJки 7, стянутых -шпилькалте 8, и двух полуколец 9. Профиль вн тренней noBBpsj-iocTH полуколец 9 соотвеэ-ствует профилю изготавливаемого . Диск 6 --закреплен на фланце 3 зала болтами 10, На раме 1 смонтирована опора 11 для поворотного относительно оси 12 кронштейна 13 с фиксатором 14. В стройстве имеютс:я свободно вращающиеся уплотняк -. шие ролики 15 и держатель для них в виде расположенных параллельно центральной оси форгупз осей 16, снабженных приводом для С1шхронного радиального разнонаправленного перемещения, который включает в себя элегегродвигатель 17 связшшый с винтом ISj имеюшикс левую н правую нЕрезки к установкещг-.тм с ;-о:можлостью вращения во втулках (л по-. казаны). Втулки установлены в корпусе 19, закрепленном на кронштейне 13. Оси 16 закреплены в щеках 20, устано ленных в корпусе 19 с возможностью их поступательного перемещения в направл50 щих корпуса (не показаны) радиально от центральной оси формы и обратно, В осях 16 запрессованы гайки (не показа ны), посредством которых оси , имеют возможность радиального разнонапра ленного перемещения по винту 18, На поворотном кронштейне 13 установлена штанга 21 с закрепленной на ней разравнивающей зубчатой пластиной 22, расположенной параллельно цеш ральной оси формы 4. Штанга 21 установлена на кронштейне 13 таким образом, что o6ecne4HJBaeT возможность перемещения зубчатой плао тины вдоль образующей боковой поверхно ти формы и ее поворота в плоскости, перпендикулярной образующей. Штанга 2 расположена от боковой стенки формы на расстоянии, дающем возможность зубьям пластины погружаться в порошковый материал. Штанга 21 снабжена pyKosrrкой 23 .и фиксатором 24 для фиксации, зубчатой пластины 22 под заданным углом к боковой поверхности формы. . Этот угол зависит от слипаемости порошкового материала и его гранулометрического состава. Описание работы устройства дается применительно к изготовлению КОЛБЦЭвой заготовки протектора для пневматической шины, В исходном положении устройства уплотняющие ролики 15 сведены к центру формы 4 (фиг. 3)е а .зубнатая пластина 22 установлена шэд заданным урлом к боковой поверхности формы. Затем форма 4 приводится во враще ние приводом 5 со скоростью, обеспечивающей удержание и распределение материала по периферии формы. Порошковый материал - измельченная резиновая смесь 25 постепенно засьтае ся в полость форк« 1 4, а зубчатая плао тина 22 с помощью рукоятки 23 переме щается возвратно-поступательно вдоль образующей боковой поверхности формы для равномерного распределения смеси по ширине и толщине формуемого кольieBoro изделия (фиг.2), После равномерного распределения измельченной.смеси 25 по внутренней поверхности формы поворотом штанги 21 относительно ее продольной оси зубчатая пластина 22 отводится от поверхности измельченной смеси. Включается электродвигатель 17, который приводит во вращение винт 18, и уплотняющие ролики 15 перемещаются радиально в направлении от центра формы к ее пер. ферии до соприкосновения со смесью 25. Продолжая радиально перемещаться ролики углубляются в смесь, уплотняют ее и прикатывают до получения плотности и толщины кольцевой заготовки протектора (фиг.4). При этом усилия, развиваемые уплотняющими роликами не зависят от скорости вращ&ния формы , и поэтому форму можно вращать с небольшой скоростью, достаточной только для того, чтобы удер жать частицы смеси на внутренней поверхности формы под действием центробежных сил.. После окончания формования выключается привод 5 и форма 4 останавливается. Электродвигатель 17 приводит во вращение винт 18 в противоположном направлении, и ролики 15 отводятся в исходное положение. Кронштейн 13 поворачивается относительно оси 12, и уплотняюшие ролики 15 выводятся из полости формы. Форма разбирается и из ее полости . извлекается готовая кольцевая заготовка протек1Чзра. Предлагаемое устройство просто по. конструкции, имеет незначительную скорость вращения формы, что позволяет снизить его металлоемкость, и обеспеч&7 вает формование качественных изделий из различных порошковых материалов. 12 13 Фиг.1
1
X
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного формования кольцевых изделий из порошкового материала | 1983 |
|
SU1123873A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОТРЕЗКОВ ЖГУТА ИЗ ВПИТЫВАЮЩЕГО ЖИДКОСТЬ МАТЕРИАЛА | 1996 |
|
RU2194482C2 |
| Устройство для формования порошка | 1980 |
|
SU919808A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457922C1 |
| Устройство для намотки рулонных материалов | 1982 |
|
SU1180338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 1992 |
|
RU2034362C1 |
| Установка для формования трубчатыхиздЕлий | 1979 |
|
SU804454A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СМЕСЕЙ | 2004 |
|
RU2302336C2 |
| Устройство для формования трубчатых изделий из порошка | 1986 |
|
SU1324761A1 |
1, УСТРОЙСТВО ДЛЯ ЦЕНТ РОБЕЖНОГО ФОРМОВАНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОГО МАТЕРИА.-r....;.:r:;%U v.:v. -r- sTJ ;« ::::i:aiss.sS:sss3Ss:rE -;.одаржаи-бе раз;,Блгаую с ьраиенпй итйоснтельно ее продоль оси. friTJ o-risiKijn e ролики и держа для НИ):, о --- л и ч а ю щ е в с я ГС: с .:- :Ji;ClU lp8HliSl ТеКНОПОГ h , ьозиояс-остйй усАройства, держай.ьи}слне:-1 ь ;зщш располонсениых .г:пе;1ько ц&к-.ральушйоси формы осей, х енных лрКЕОДом для их синхронно;.;длальаог-о перекрещения, .. Устройство по л. 1. о т л и « г: щ г е с i тек. HI-O оно снабжеч и аг попожещгой пара/шелько пентрально .. :ю;: форк.-. pns:.и:;1Кза Спдей зубчатой ной кпойг CiViOKTiitJC&aaKOH с возможное - ппа.; j e:Jef.:emsHV H йдо.ть образукяцей бокос S тью .lOiBepXJiocTH срорг № я поворота в плоо БОЙ ,л -шрпендику гярной образующей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для центробежного прессования изделий | 1973 |
|
SU441102A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1972 |
|
SU422534A1 |
