Изобретение относится к области металлургии, в частности, к полунепрерывной разливке металлов и сплавов.
Известен способ полунепрерывной разливки металлов, включающий подачу жидкого металла в кристаллизатор, формирование в нем корки заготовки, постоянное перемещение кристаллизатора вдоль горизонтальной или наклонной оси отливаемой заготовки с одновременной подачей в него жидкого металла через сформированную заготовку.
Недостатком способа является то, что способ не предусматривает технических приемов при разливке металлов в заготовки в условиях периодического перемещения кристаллизатора вверх.
Наиболее близок к изобретению по своей технической сущности способ полунепрерывной разливки металлов в заготовки, включающий подачу жидкого металла из системы подачи с дополнительной емкостью в кристаллизатор, формирование корки заготовки в нем, периодическое перемещение кристаллизатора вверх на заданный шаг относительно неподвижно формируемой заготовки.
Недостатком способа является то, что способ не предусматривает приемы, обеспечивающие качество отливки заготовки при периодическом перемещении кристаллизатора вверх.
Другим недостатком способа является то, что при перемещении кристаллизатора вверх необходимо перемещать с ним и всю систему подачи металла, т.к. подачу жидкого металла по этому способу осуществляют сверху.
Целью изобретения является повышение стабильности процесса разливки и повышение качества металла.
Поставленная цель достигается тем, что в способе, включающем подачу жидкого металла в кристаллизатор из системы подачи с дополнительной емкостью, формирование корки участка заготовки, периодическое перемещение кристаллизатора вверх на заданный шаг относительно неподвижной формируемой заготовки, при перемещении кристаллизатора вверх в сформированной корке создают усилие сжатия, а жидкий металл задерживают в дополнительной емкости, а после окончания перемещения кристаллизатора жидкий металл подают через ранее сформированный участок заготовки в течение 1/10 1/2 времени паузы между очередными перемещениями кристаллизатора.
Кроме того, при подаче жидкого металла в кристаллизатор над его мениском создают давление газа больше атмосферного.
Подача металла в периодически перемещаемый вверх неподвижный кристаллизатор снизу через ранее сформированный участок заготовки упрощает систему подачи металла, ее не требуется поднимать вместе с кристаллизатором.
Ограничение времени подачи металла в кристаллизатор в пределах 1/10 1/2 времени паузы между очередными перемещениями кристаллизатора вызвано тем, что в оставшееся время паузы в кристаллизаторе можно будет сформировать корку, прочность которой будет достаточной для того, чтобы выдержать сжимающую нагрузку, которая прикладывается к заготовке при перемещении кристаллизатора вверх.
Создание в отливаемой заготовке сжимающих усилий при движении кристаллизатора относительно неподвижной формируемой заготовки практически исключает вероятность прорывов металла в ослабленных местах на стыке между формируемыми участками заготовки, длина которых соответствует шагу перемещения дополнительной емкости.
Для формирования начальной корки заготовки во время подачи в кристаллизатор жидкого металла над его мениском создают давление больше атмосферного. Это создает условия для формирования качественной корки с равномерной толщиной по периметру и высоким качеством наружной поверхности.
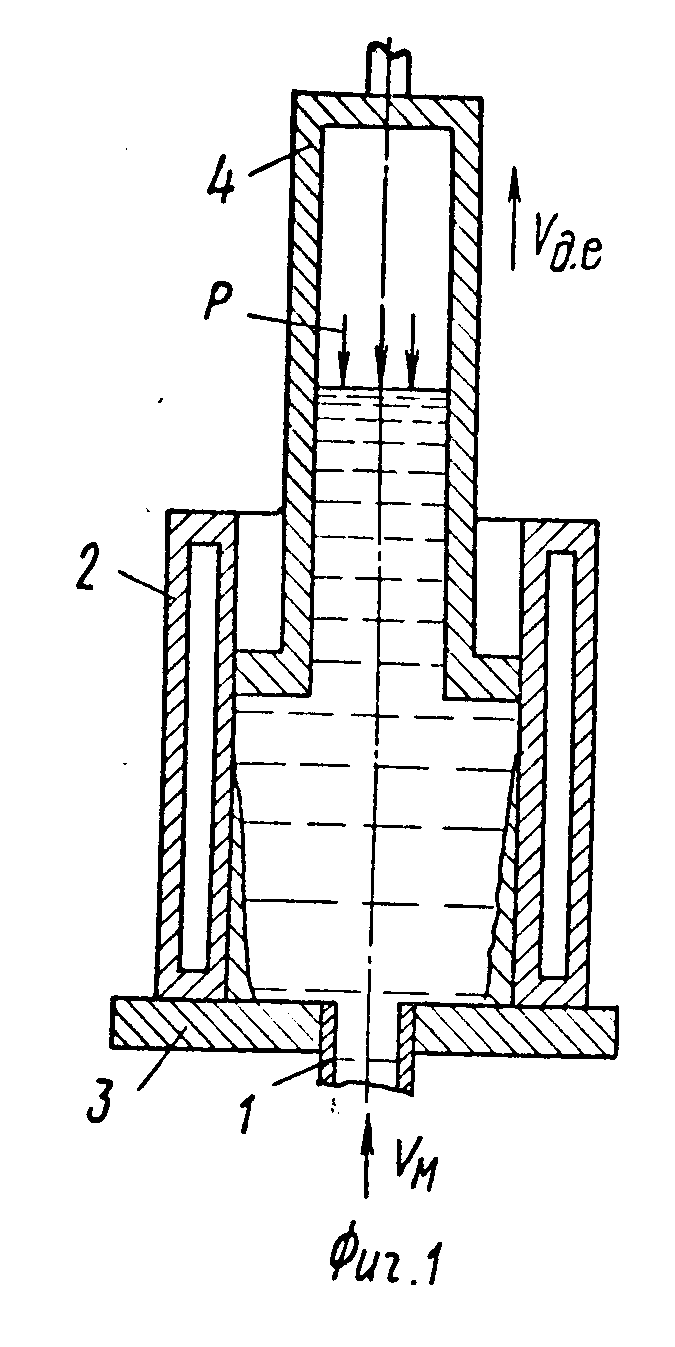
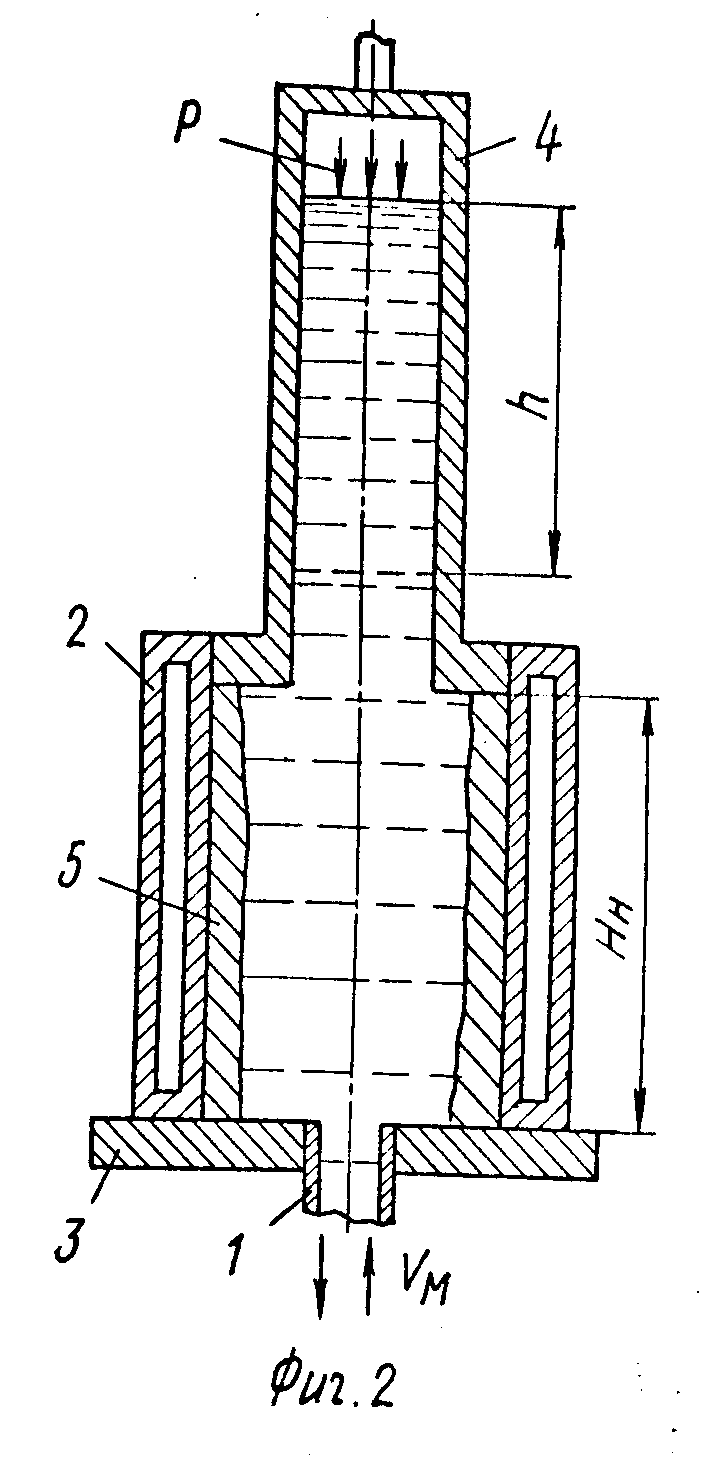
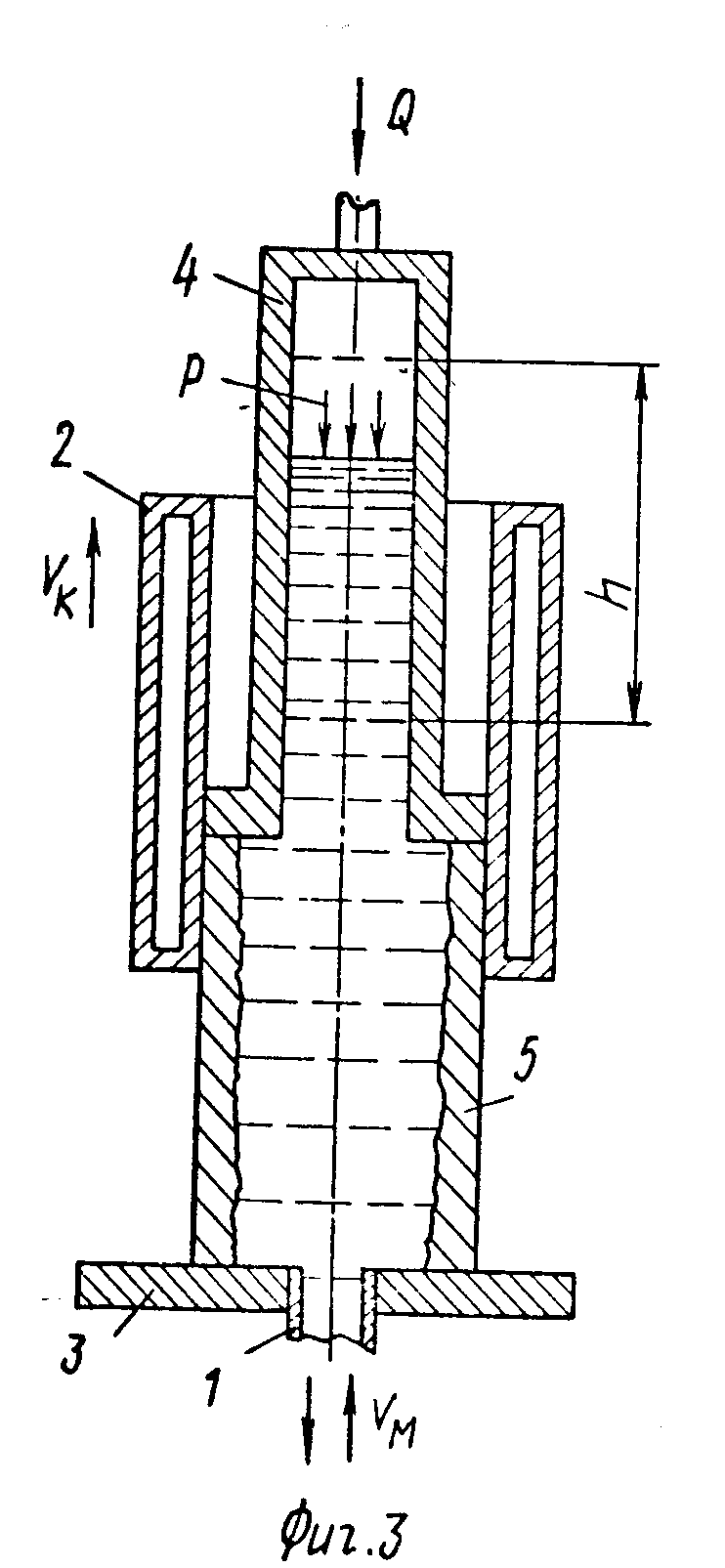
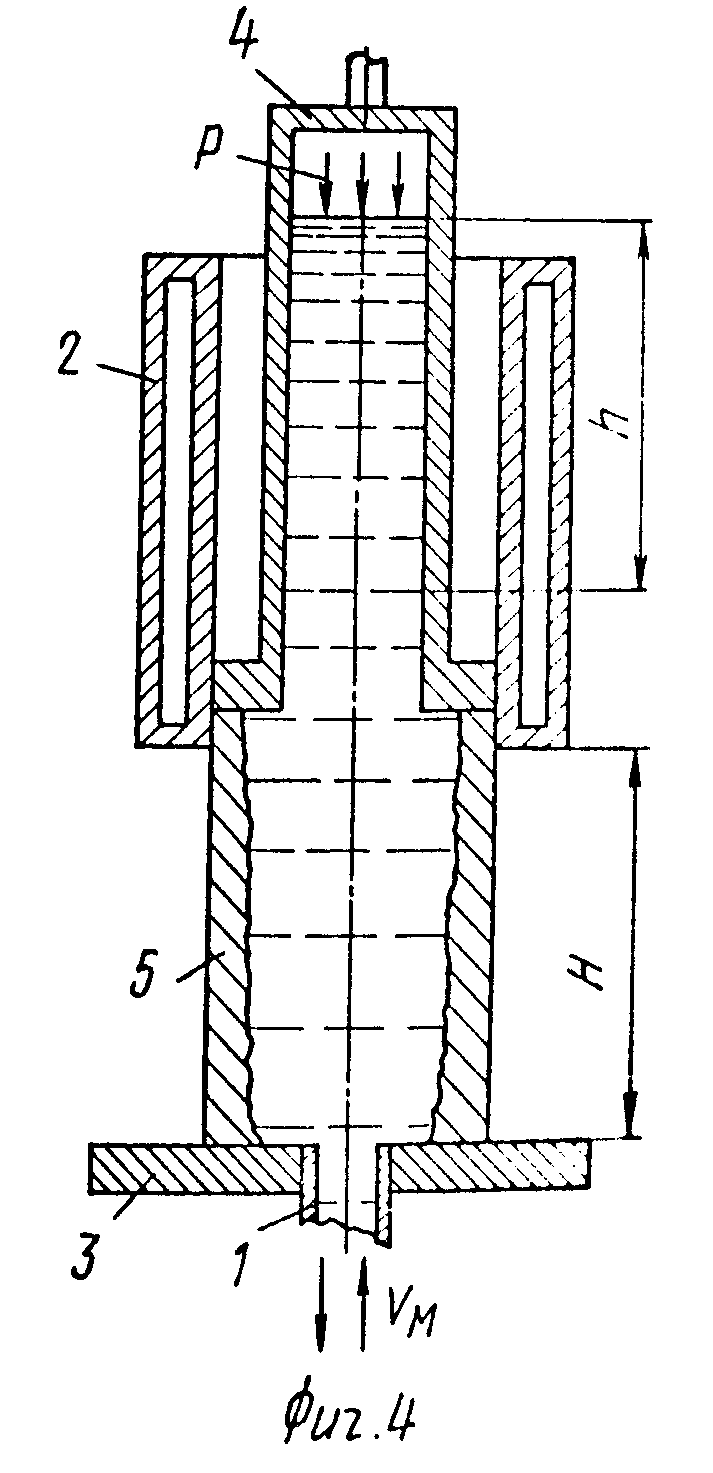
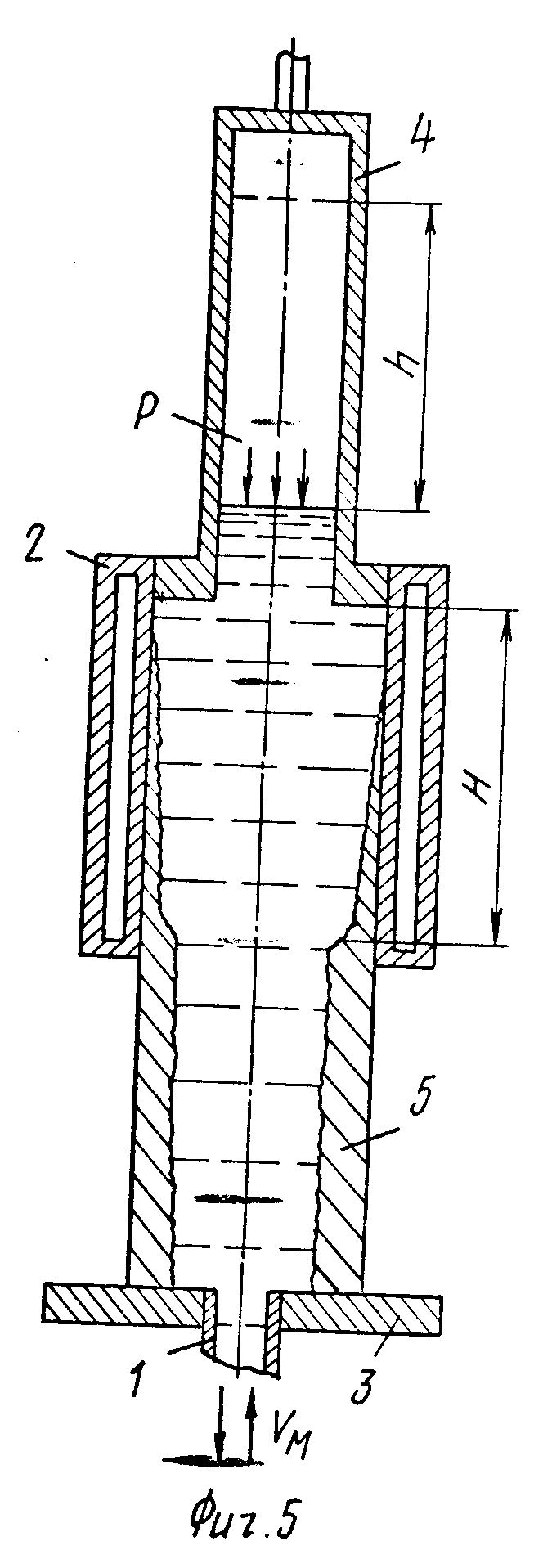
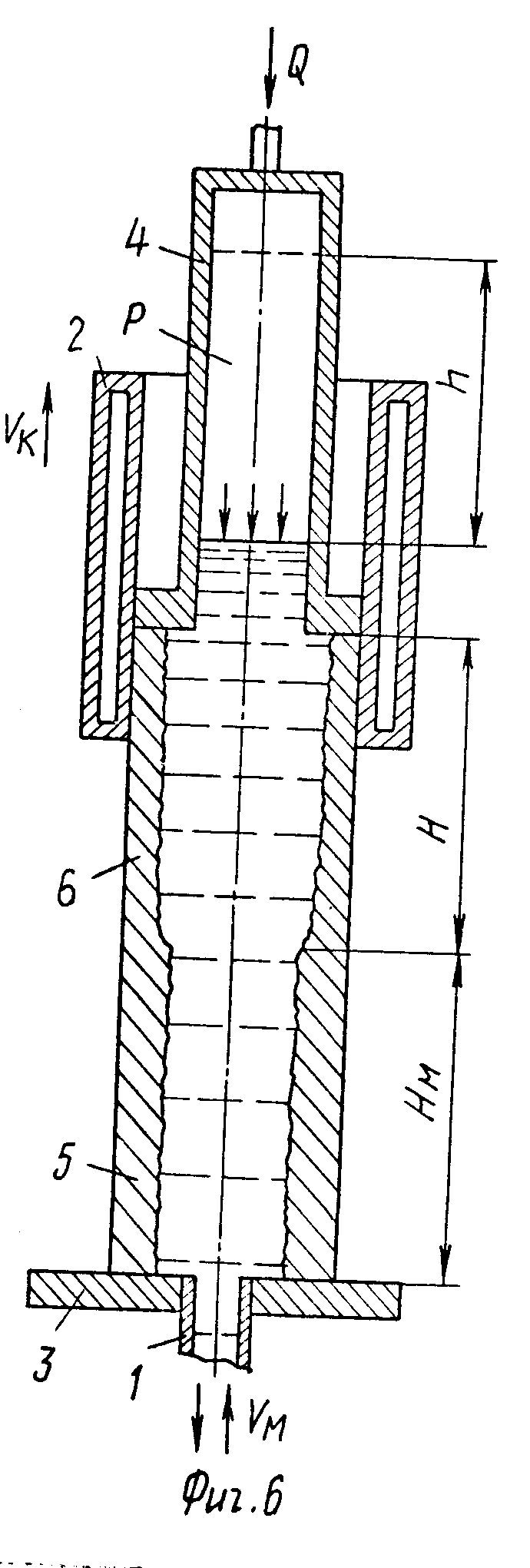
На фиг. 1 показано первоначальное заполнение кристаллизатора жидким металлом при перемещении дополнительной емкости; на фиг. 2 показано верхнее положение дополнительной емкости и формирование корки первого участка заготовки до заданной толщины на длине Нн; на фиг. 3 показан процесс перемещения кристаллизатора вверх относительно формируемого первого участка, когда в корке заготовки обеспечивают сжатие усилием Q со стороны дополнительной емкости; на фиг. 4 показано верхнее положение кристаллизатора после перемещения его вверх на шаг перемещения Н перед началом перемещения дополнительной емкости, мениск жидкого металла в ней в крайнем верхнем положении; на фиг. 5 показан момент после перемещения дополнительной емкости на шаг перемещения Н, мениск жидкого металла внизу; на фиг. 6 показан момент перемещения кристаллизатора вверх относительно формируемого второго участка заготовки, когда в корке заготовки обеспечивают сжатие усилием Q со стороны дополнительной емкости, ранее сформированная корка первого участка утолщается.
Описание способа приводится на примере полунепрерывной разливки алюминиевого сплава.
Перед началом разливки металла осуществляют подготовительные операции, включающие подогрев металлопровода 1 системы подачи металла, по которым металл будет подаваться в кристаллизатор 2, подсоединение кристаллизатора 2 к опорной плите 3, введение в кристаллизатор 2 дополнительной емкости 4 до опорной плиты 3.
Далее приступают к подаче металла в дополнительную емкость 4. После заполнения дополнительной емкости 4 жидким металлом, начинают ее перемещать со скоростью Vg.e вверх. При этом начинается заполнение кристаллизатора 2 жидким металлом (фиг. 1).
Заполнение кристаллизатора 2 жидким металлом производится как из металлопровода 1, так и из дополнительной емкости 4. Дополнительная емкость 4 перемещается на величину перемещения, значительно меньшую длину кристаллизатора или на максимально возможную величину Нн, как показано на фиг. 2.
Длина корки первого участка 5 заготовки будет соответствовать величине Нн, превышающей длину мерной части заготовки на 4-6 см. Корку первого участка заготовки формируют до заданной толщины в 20-50 мм.
После перемещения дополнительной емкости 4 на величину Нн, через формируемый участок 5 жидкий металл подают в дополнительную емкость 4 до максимального верхнего уровня и далее мениск жидкого металла в дополнительной емкости 4 неоднократно поднимают и опускают в пределах величины h, что обеспечивает постоянное движение жидкого металла относительно формируемой корки участка 5 заготовки.
Затем начинают перемещать кристаллизатор 2 вверх со скоростью перемещения Vк относительно первого участка 5 заготовки (фиг. 3), при этом на формирующуюся корку оказывают усилие сжатия Q через корпус дополнительной емкости. Усилие Q принимают таким, чтобы исключить раскрытие стыка между формируемыми участками и не допустить искажения профиля формирующейся корки заготовки. При этом в дополнительной емкости продолжают поднимать и опускать жидкий металл в пределах величины h.
После перемещения кристаллизатора 2 вверх на заданный шаг Н (фиг. 4) заполнения и заполнения дополнительной емкости 4 жидким металлом до максимального уровня приступают к перемещению дополнительной емкости 4 на заданный шаг Н, заполняя при этом кристаллизатор 2 жидким металлом из дополнительной емкости 4 и металллопровода 1 системы подачи металла и формируя следующий участок 6 заготовки (фиг. 5). После чего вновь перемещают кристаллизатор 2 на шаг Н вверх относительно заготовки со скоростью Vк (фиг. 6).
Операции по подаче жидкого металла в дополнительную емкость и кристаллизатор, по формированию корки участков заготовки и по перемещению кристаллизатора и дополнительной емкости вверх со всеми приемами повторяют до тех пор, пока заготовка не будет отлита до заданной длины.
При формировании заготовки в дополнительной емкости создают избыточное давление Р, вводя в дополнительную емкость сверху инертный газ под давлением, что обеспечивает прижатие формируемой корки к стенкам кристаллизатора и, следовательно, способствует повышению качества отливаемого участка заготовки и в целом повышению качества заготовки.
Пример конкретной отливки заготовки из алюминиевого сплава диаметром 500 мм и длиной 3000 мм выглядит следующим образом.
Первоначальную подачу жидкого металла в дополнительную емкость 4 осуществляют исходя из возможности системы подачи жидкого металла.
Кристаллизатор 2 (см. фиг. 1) заполняют жидким металлом при перемещении дополнительной емкости 4 вверх. Чтобы при перемещении дополнительной емкости вверх у ее нижнего фланца у стенки кристаллизатора на короткое время сохранилась жидкая фаза (на время снятия перегрева жидкого металла, которое, в зависимости от перегрева, может быть 1-2 с) дополнительную емкость необходимо перемещать со скоростью не менее 100 мм/с. Если объем металла в дополнительной емкости будет составлять примерно половину от объема металла, который необходимо подать в кристаллизатор при перемещении дополнительной емкости на установленный шаг Н, то, например, при Н 1000 мм металл в кристаллизатор необходимо будет подавать в течение 10 с, причем половина его должна поступать из дополнительной емкости 4, а другая половина из системы подачи жидкого металла через металлопровод 1 (см. фиг. 1).
После перемещения дополнительной емкости на шаг перемещения, исходя из принятых выше условий, в течение примерно 10 с жидкий металл подают в дополнительную емкость 4 и наполняют ее до верхнего уровня. В кристаллизаторе, в это время, начинает формироваться первый участок 5 корки заготовки (см. фиг. 2). Целесообразно далее осуществить несколько опусканий и подъемов жидкого металла в дополнительной емкости в пределах высоты h. Число подъемов и опусканий жидкого металла в дополнительной емкости должно быть из условия 10-15 в минуту.
Согласно формуле предлагаемого изобретения последующее перемещение кристаллизатора может быть осуществлено через промежуток времени не менее 10 с. Следовательно минимальная пауза между перемещениями кристаллизатора может быть 20 с, что вполне приемлемо для отдельных случаев разливки металлов. За это время толщина корки участка заготовки будет по всей длине не менее 10 мм. Фактически время указанной паузы будет больше, т.к. корку до перемещения кристаллизатора рекомендуется формировать до толщины 20-40 мм, следовательно время паузы будет 40-80 с.
Скорость перемещения кристаллизатора необходимо иметь не менее 200-250 мм/с. В данном примере, следовательно, время перемещения кристаллизатора на шаг перемещения будет 4-5 с. Такая скорость перемещения кристаллизатора позволяет быстро ввести в действие охлаждаемые элементы устройства вторичного охлаждения и не допустить разогрева освобождаемой от кристаллизатора корки заготовки.
При перемещении кристаллизатора к корке 5 со стороны дополнительной емкости 4 прикладывают усилие Q (см. фиг. 3), которое должна выдержать корка в своем наиболее слабом сечении, например в верхней части. Если толщина корки будет 4 см, а несущей способностью будет обладать часть корки, например, толщиной в 2 см, то при ее средней прочности в 2,0 кг/см2, усилие Q будет примерно 600 кг.
Далее скоростные и временные режимы подачи металла в кристаллизатор и перемещений дополнительной емкости 4 и кристаллизатора 2 повторяют до тех пор, пока заготовку не начнут формировать установленной длины, например, 3000 мм.
Технико-экономические преимущества предлагаемого способа.
В качестве базового объекта для сравнения принимаем способ полунепрерывной разливки алюминийлитиевого сплава с удельным весом 2,4 кг/см3 в круглые заготовки диаметром 400 мм и длиной 300 мм. Указанные заготовки отливаются на установке полунепрерывной разливки, находящейся на одном из предприятий.
Алюминийлитиевый сплав относится к числу тех, которые разливаются с большой осторожностью и под слоем флюса. Скорость разливки сплава в указанные заготовки, как правило, не превышает 15 мм/мин.
Из-за наличия флюса заготовки отливаются с весьма низким качеством поверхности. Каждая отлитая заготовка проходит механообработку, в процессе которой с ее поверхности снимают слой металла толщиной до 6 см (в зависимости от диаметра заготовки). С заготовки диаметром 400 мм, например, снимают слой металла толщиной до 5 см. Только это снижает выход годного более чем на 50%
Отдельные заготовки разрушаются после их отливки из-за больших внутренних напряжений, что также снижает выход годного.
В целом выход годного (по данным завода) при разливке алюминийлитиевого сплава составляет 30-35% При переработке отходов литий теряется.
Предлагаемый способ позволяет отливать заготовки из алюминийлитиевых сплавов при их подаче на разливку закрытым способом. Отпадает надобность в применении флюса. Устраняются причины образования механообработки.
Поскольку отливка заготовки осуществляется при наличии так называемых "стыков" между формируемыми в кристаллизаторе участками, длина которых соответствует, как правило, длине отделяемой затем заготовки, то в указанных "стыках" между участками в заготовке возможно ослабление прочности по сечению. При наличии больших внутренних напряжений в заготовке, после ее отливки и остывании, что характерно для данного сплава, тенденция к разрушению из-за этих напряжений будет проявляться относительно ослабленных сечений, что не является нежелательным, т.к. по этому месту в дальнейшем будет происходить разделение заготовки.
Реализуемая по предлагаемому способу технология позволяет получить выход годного не менее 70%
Сохранение 35-40% разливаемого алюминийлитиевого сплава устраняет безвозвратные потери лития в объеме 0,048-0,055 м3 на каждом м3 сплава.
Экономия достигается также за счет уменьшения затрат на передел отходов и на уменьшение объема механообработки заготовки.
Заготовки длиной 3000 мм и диаметром 400 мм можно по предлагаемому способу отлить примерно за 1 ч. По существующей на предприятии технологии такую заготовку отливают не менее чем за 3 ч.
Разливка алюминийлитиевого сплава по предлагаемой технологии значительно улучшает условия труда персонала, обслуживающего установку для разливки. Процесс разливки может быть полностью автоматизирован.
По предлагаемому способу возможно и экономически выгодна разливка других сплавов, в том числе в многослойные заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1982 |
|
SU1023718A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1982 |
|
SU1112643A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1982 |
|
SU1051808A1 |
| Способ полунепрерывной разливки металла и установка для его осуществления | 1982 |
|
SU1069933A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875714A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875715A1 |
| ЗАТРАВОЧНАЯ ГОЛОВКА ДЛЯ УСТАНОВКИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875717A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1980 |
|
SU875716A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК | 1985 |
|
SU1280754A1 |
| МАШИНА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1983 |
|
SU1802461A1 |
1. СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ, включающий подачу жидкого металла в кристаллизатор из системы подачи с дополнительной емкостью, формирование корки участка заготовки, периодическое перемещение кристаллизатора вверх на заданный шаг относительно неподвижной формируемой заготовки, отличающийся тем, что, с целью повышения стабильности процесса и повышения качества металла, при перемещении кристаллизатора вверх в сформированной корке создают усилие сжатия, а жидкий металл задерживают в дополнительной емкости, а после окончания перемещения кристаллизатора жидкий металл подают через ранее сформированный участок заготовки в течение 1/10 - 1/2 времени паузы между очередными перемещениями кристаллизатора.
2. Способ по п. 1, отличающийся тем, что при подаче жидкого металла в кристаллизатор над его мениском создают давление газа больше атмосферного.
| Патент США N 3680624, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Э.Германн | |||
| Непрерывное литье | |||
| М., Металлургиздат, 1961, с.156-157, рис | |||
| ИГРУШКА С ПЛАВАЮЩЕЙ ФИГУРОЙ | 1922 |
|
SU451A1 |
