Изобретение относится к области металлургии, в частности, к полунепрерывной отливке заготовок с вытягиванием их из кристаллизатора вверх.
Известен способ получения заготовок на установках непрерывной разливки, включающий первоначальную подачу жидкого металла снизу в кристаллизатор до установленной затравки, выдержку его в кристаллизаторе и вытягивание затвердевшей корки заготовки из кристаллизатоpа на шаг вытягивания при одновременной подаче следующей порции жидкого металла снизу в кристаллизатор соответственно шагу вытягивания.
В период паузы между вытягиваниями заготовки из кристаллизатора в известном способе рекомендуется осуществлять прием по управлению начальным процессом формирования корки заготовки создать повышенное давление на корку заготовки со стороны жидкого металла.
Недостатком известного способа является то, что начально сформированную корку заготовки из кристаллизатора необходимо вытягивать на шаг вытягивания быстро и соответственно шагу вытягивания необходимо быстро подать в кристаллизатор жидкий металл. Если указанный металл будет подаваться индукционным насосом, например при отливке заготовок из магниевого сплава, то потребуется насос большой производительности, дорогостоящий, требующий повышенных энергозатрат. Можно снизить скорость вытягивания заготовки из кристаллизатора и снизить затраты, связанные с применением менее производительного индукционного насоса, тогда будет иметь место неравномерная толщина формируемой корки заготовки на длине шага вытягивания, что отразится на качестве отливаемой заготовки. Снижение скорости вытягивания при периодической выдаче заготовки из кристаллизатора сказывается отрицательно на качестве поверхности отливаемой заготовки.
Целью предлагаемого изобретения является устранение вышеуказанных недостатков и тем самым улучшение качества отливаемой заготовки и снижение затрат энергии при отливке заготовок.
Поставленная цель достигается тем, что в способе полунепрерывной разливки металлов, включающем первоначальную подачу жидкого металла снизу в кристаллизатор, выдержку его в кристаллизаторе и периодическое вытягивание заготовки из кристаллизатора при одновременной подаче следующей порции жидкого металла в кристаллизатор снизу, первоначальную подачу порции жидкого металла в кристаллизатор осуществляют снизу и сверху в период выдержки производят подачу жидкого металла снизу вверх в объеме, необходимом для заполнения кристаллизатора при вытягивании заготовки на один шаг, а вытягивание заготовки из кристаллизатора осуществляют при одновременной подаче в кристаллизатор жидкого металла сверху и снизу.
Другое отличие заключается в том, что при первоначальной подаче жидкого металла в кристаллизатор снизу и сверху металл в кристаллизатор сверху подают с опережением его подачи снизу.
Следующее отличие заключается в том, что при вытягивании затвердевшей корки заготовки из кристаллизатора на установленный шаг металл в кристаллизатор подают с опережением нижней его подачи над верхней.
Подача металла в кристаллизатор снизу и сверху позволяет быстро заполнить его металлом как первоначально, так и в последующем при периодическом вытягивании затвердевшей корки, причем для указанного быстрого заполнения кристаллизатора, например, магниевым сплавом, не требуется использование индукционного насоса большой производительности, т.к. в период наполнения кристаллизатора металлом насосом снизу может быть подана только 1/4-1/2 часть металла, а остальная часть металла может быть подана сверху. Поскольку время паузы превышает время вытягивания в 2-3 раза, индукционный насос, сравнительно небольшой производительности, успеет в паузу передать снизу вверх достаточное количество металла. Мощность насоса, таким образом, может быть снижена в 2-3 раза.
При первоначальном заполнении кристаллизатора металлом допустимо некоторое опережение подачи той части металла, которая подается сверху. Это исключает начальное фонтанирование металла, подаваемого в кристаллизатор снизу.
Рекомендация иметь опережение подачи жидкого металла снизу, по сравнению с подачей сверху, при очередном вытягивании затвердевшей корки заготовки из кристаллизатора, позволяет исключить раскрытие внутренней поверхности корки заготовки от контакта с жидким металлом и следовательно, исключить ее окисление кислородом, который может иметь место даже если в заготовку будет подаваться инертный газ.
Исключение фонтанирования металла в начальный период заполнения им кристаллизатора позволяет исключить насыщение жидкого металла газом и повысить качество заготовки за счет увеличения плотности.
Быстрое заполнение кристаллизатора жидким металлом в объеме, соответствующем шагу вытягивания заготовки из кристаллизатора, позволяет на длине этого шага начинать равномерное формирование корки заготовки, прикладывая к ней повышенное давление, когда она еще только начинает формироваться и сравнительно тонкая. В результате применения такого приема улучшается качество поверхностных слоев заготовки и, в частности, повышается показатель по пластичности. При разливке магний-литиевых сплавов по общепринятой технологии на непрерывнолитых заготовках имеют место пороки в виде наплывов, флюсовых включений, поверхностных трещин, которые приводят к тому, что выход годного нередко составляет 40-50% Если дефектный слиток полностью не бракуется и требуется удалить только поверхностные дефекты, то для заготовок из магнийлитиевых сплавов диаметром, напpимеp, 600 мм приходится снимать поверхностный слой глубиной 30-50 мм. Только это снижает выход годного на 20-50% Предлагаемый способ позволяет избежать указанных выше дефектов.
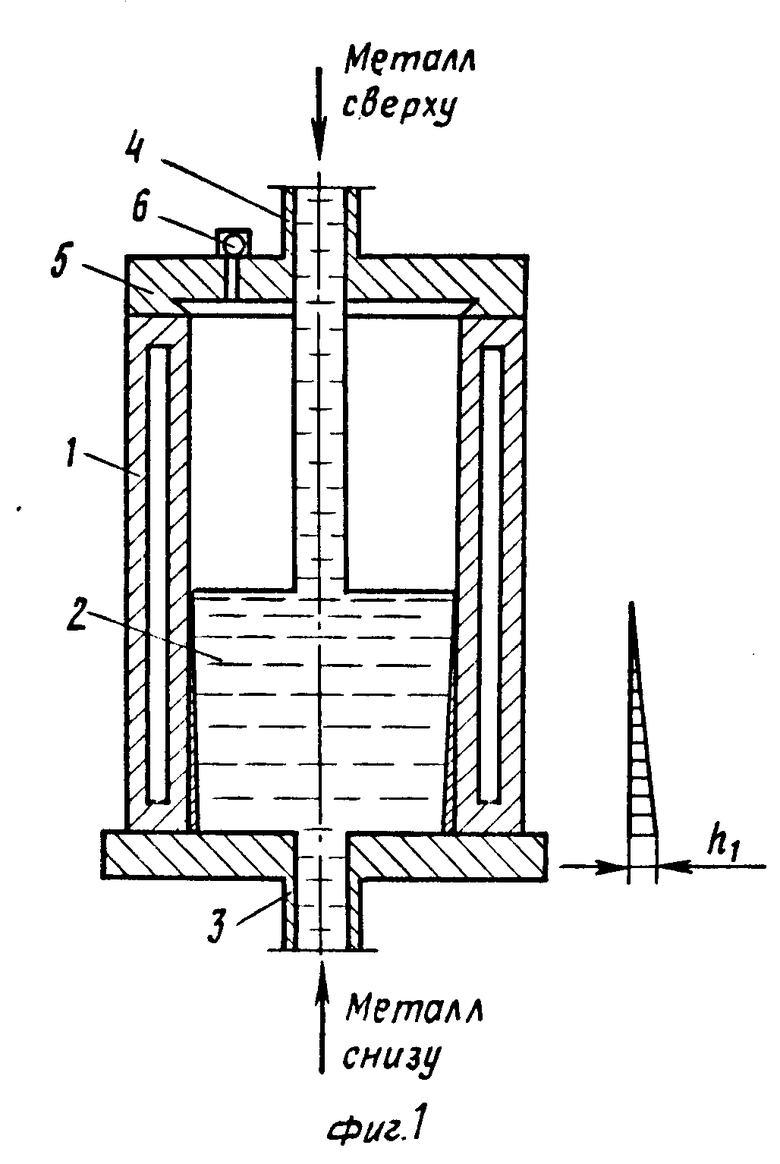
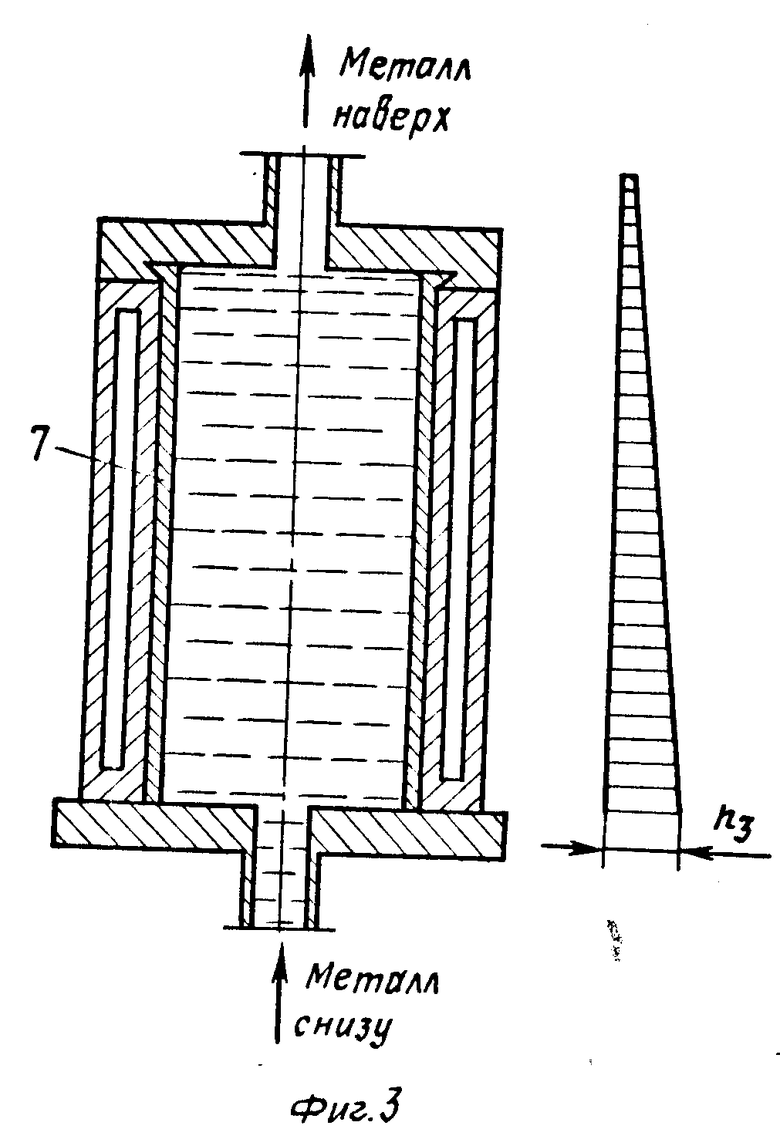
На фиг. 1 показано первоначальное заполнение кристаллизатора металлом и давление подачи жидкого металла h1; на фиг.2 окончание заполнения кристаллизатора металлом и давление подачи h2; на фиг.3 показана передача металла снизу вверх в начальный период формирования корки заготовки в кристаллизаторе и давление подачи h3; на фиг.4 показано формирование корки заготовки в конце паузы между вытягиваниями заготовки из кристаллизатора, когда отсутствует какая-либо подача металла в зону кристаллизатора и имеет место повышенное давление Р на формируемую корку заготовки со стороны жидкого металла; на фиг. 5 показано вытягивание сформированной корки заготовки из кристаллизатора, заполнение кристаллизатора металлом снизу и сверху и давление подачи жидкого металла h5. Под давлением подачи, обозначенным на прилагаемых к фигурам графиках индексом h, понимается давление в жидком металле на входе в кристаллизатор при его поступлении в кристаллизатор.
Описание предлагаемого способа приводится на примере полунепрерывной отливки заготовок из магниевого сплава, подаваемого к установке на разливку с помощью индукционного насоса. Такие насосы для транспортирования жидкого магния имеют широкое распространение.
Перед началом отливки заготовки осуществляют подготовительные операции, включающие установку и уплотнение затравки на кристаллизаторе, подсоединение и разогрев металлопроводов по которым металл будет подаваться в кристаллизатор, заполнение системы подачи металла инертным газом, перемещение части жидкого металла в емкость, из которой он потом будет подаваться в кристаллизатор сверху.
Далее приступают к первоначальному заполнению кристаллизатора 1 металлом 2 сверху и снизу (см. фиг.1). Металл снизу подают через металлопровод 3 и сверху через металлопровод 4, причем подачу заданной порции металла сверху опережают. В связи с этим, в конце времени заполнения металл в кристаллизатор будет поступать только снизу (см. фиг.2) при давлении подачи h2.
По окончании заполнения кристаллизатора металлом происходит его соединение с затравкой 5. Газ из кристаллизатора 1 удаляется через отверстие в затравке, перекрытое клапаном 6.
В начальный период формирования корки 7 через сердцевинную часть заготовки и металлопровод 4, установленный на затравке 5, вверх подают ту часть жидкого металла (см. фиг.3), которая в период вытягивания сформированной корки заготовки будет подана сверху в отливаемую заготовку. На входе в кристаллизатор во время подачи жидкого металла вверх будет создаваться давление h3.
По окончании подачи металла вверх индукционный насос автоматически переходит в режим стопора и в жидком металле в зоне кристаллизатора может быть создано повышенное давление, определяемое величиной Р (см. фиг.4).
После того, как корку заготовки сформируют до заданной толщины, например до 30-60 мм, давление в жидком металле на входе в кристаллизатор снижают до давления подачи h5 и корку 7 заготовки 8 быстро вытягивают из кристаллизатора на шаг вытягивания l, близкий к длину кристаллизатора (см. фиг.5). При этом металл подают снизу и сверху, причем необходимую часть металла снизу подают с опережением, по сравнению с той частью, которая подается сверху. Это позволяет исключить опускание мениска жидкого металла ниже затравки 5 и, следовательно, исключить контакт внутренней поверхности корки с газом.
По окончании вытягивания заготовки на один шаг через кристаллизатор и вытянутую часть заготовки вверх снова подают необходимую часть жидкого металла, в кристаллизаторе формируют корку нового участка заготовки, а ранее сформированную корку увеличивают в толщине.
Далее операции по подаче металла в кристаллизатор, по формированию заготовки и по вытягиванию заготовки из кристаллизатора повторяют до тех пор, пока заготовка будет вытянута до заданной длины.
Затем завершают формирование заготовки до сплошного сечения или, если отливается полая заготовка, до заданной толщины стенки полой заготовки.
Реализация предлагаемого способа разливки позволяет: повысить качество отливаемой заготовки и выход годного, в частности, при разливке магний-литиевых сплавов выход годного может быть увеличен не менее, чем на 20%
в случае использования в системе подачи металла в кристаллизатор электромагнитного насоса, а именно такие насосы в настоящее время широко используются для транспортирования магниевых сплавов, снизить мощность насоса в 2-3 раза;
снизить капитальные и эксплуатационные затраты на устройства, связанные с подачей металла в кристаллизатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875715A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1980 |
|
SU875716A1 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| ЗАТРАВОЧНАЯ ГОЛОВКА ДЛЯ УСТАНОВКИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875717A1 |
| СПОСОБ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ РАЗНОГО УДЕЛЬНОГО ВЕСА В МНОГОСЛОЙНЫЕ ЗАГОТОВКИ | 1982 |
|
SU1089836A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1982 |
|
SU1042238A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1982 |
|
SU1112643A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1982 |
|
SU1023718A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1982 |
|
SU1051808A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |



1. СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий первоначальную подачу жидкого металла в кристаллизатор снизу, выдержку его в кристаллизаторе, периодическое вытягивание заготовки вверх при одновременной подаче следующей порции жидкого металла в кристаллизатор снизу, отличающийся тем, что, с целью улучшения качества заготовки и снижения энергозатрат, первоначальную подачу жидкого металла в кристаллизатор осуществляют снизу и сверху, в период выдержки производят подачу металла снизу вверх в объеме, необходимом для заполнения кристаллизатора при вытягивании заготовки на один шаг, а вытягивание заготовки из кристаллизатора осуществляют при одновременной подаче в кристаллизатор жидкого металла сверху и снизу.
2. Способ по п.1, отличающийся тем, что при первоначальной подаче жидкого металла в кристаллизатор снизу и сверху металл сверху подают с опережением его подачи снизу.
3. Способ по п. 1, отличающийся тем, что при вытягивании заготовки из кристаллизатора на один шаг металл в кристаллизатор подают с опережением нижней его подачи над верхней.
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК НА УСТАНОВКАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 0 |
|
SU265385A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
