О раб атываегюя деталь
Пин
имст у/гвмт Изобретение относится к обработке металлов резанием и может найти применение при обработке цилиндрических поверхностей вращающимся многолезвийным инструме нтом с сообшеааем ему прямотшейной или круговой тангенциаль ной подачи. Известен способ обработки вращакнци ся многолезвийным инструментом, которому сообщают прямолинейную или круговую тангенциальную подачу flv. Недостатком известного способа явля ется относительно низкое качество обработаююй поверхности, связанное с тем, при достоянной скорости резания иэменяется тогашша среза. Цель изобретения-- повьпиение качества обработки. Согласно способу обработки вращающимся многолезвийным инструментом с сообщением ему прямолинейной или круговой тангенциальной подачи скорость резания выбирают обратно пропорционально толщине среза. При тангешпшльном резании толщина среза непрерывно изменяется, поэтому скорость резания в описьгааемом способе обработки является также переменно .Изменение скорости резания можно осуществить путем изменения частоты вратщения инструмента или обрабать1ваемой детали. Изменение скорости резания в процессе тангенциальной обработки с еопечивает постепенный переход от черновой обработки с максимальным сечением среза через получистовую к чистовой с минимальным сечением среза. На чертеже представлена схема реали зации описываемого способа обработки. Обрабатьгааемой детали сообщают вра щение с частотой Пд. Это вращение опредепяет круговую подачу Инструменту сообщают вращение вокруг его геометрической оси ii н прямолинейную НИИ круговую тангенциальную подачу S Скорость резания определяется относительным движением обрабатываемой детали и инструмента. В начале обработки скорость резанвя должна соответствовать нормативной скорости резания для черновой обрабоч кк. Hanpffiviep, при обрабоггке деталей из конструкционной стали диаметре D 65 мм с односторонним припуском на обработку 1 мм, режущим инструментом ига сплава Т15К6 и круговой подаче 1,О мм/об нормативная скорость реоакия для черновой обработки соответ ствует 5 О м/мин. Приняв частоту враш&ния детали Пд 800 об/мин и наружный диаметр многолезвийного инструмента 70 мм, по формуле , .«оУр,з , )„„ где rt, - частот(а вращения инструмента, об/мин; - диаметр детали, мм; Ид - частота вршнения детали, об/мин} диаметр инструмента, мм; pes скорость резания, м/мин находят частоту вращения инструмента, 16 об/мин. В конце обработки скорости резания должна соответствовать нормативной скорости резания для чистовой обработки. Для рассматриваемого примера эта. скорость равна 1ОО м/мин. По указанной формуле рассчитывают частоту вращения инструмента в конце обработки. Таким образом, изменение скорости резания в соответствии с измененное толщины среза позволяет осуществить переход от черновой через получистовую к чистовой обработке, чяго обеспечивает улучшение качества обработанной поверхности.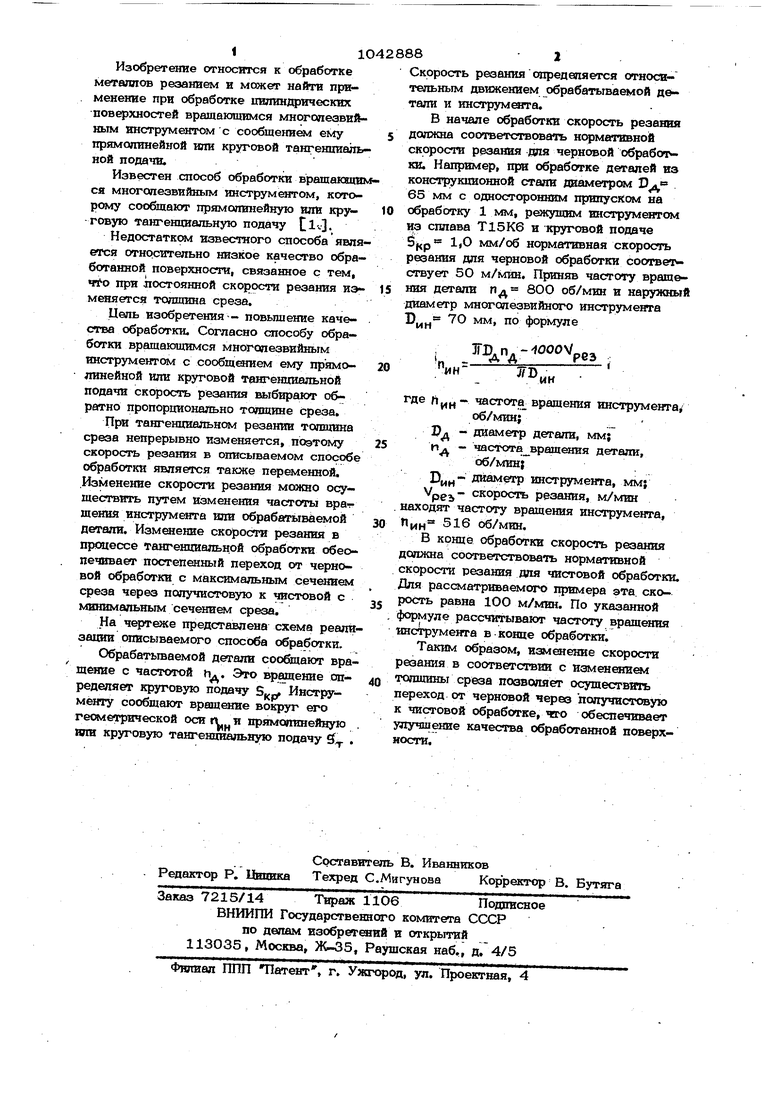
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ШЕРОХОВАТОСТИ R НА ФРЕЗЕРНЫХ СТАНКАХ С ЧПУ ПРИ ПОЛУЧИСТОВОЙ И ЧИСТОВОЙ ОБРАБОТКЕ УГЛЕРОДИСТЫХ, КОНСТРУКЦИОННЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ СБОРНЫМ МНОГОЛЕЗВИЙНЫМ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ ПРИ ТОРЦЕВОМ ФРЕЗЕРОВАНИИ | 2012 |
|
RU2509633C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| Способ тангенциального точения | 1985 |
|
SU1373471A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| СПОСОБ УПРОЧНЕНИЯ МНОГОЛЕЗВИЙНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2203348C2 |
| Способ тангенциального точения | 1982 |
|
SU1144769A1 |
СПСЮСЖ ОБРАБОТКИ, включающий врашенве обрабатываемы оеталв я вращение инструмента с сообщением ему пр51мопинейной или круговой тангенциальной подачи, отличаюшнйся тем, что, с цепью повьшевкя качества обработки, сксфость резания выбирают обратно пропорционально толщине .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ермаков ЮГМ | |||
| Технология и станки тангвшшальнсл о точения | |||
| М., Машиностроение, 1979 | |||
| . | |||
