Изобретение относится к области металлообработки, а именно к области нанесения покрытий на инструментальные материалы с помощью дугового разряда в атмосфере химически активных газов, и может быть использовано при обработке металлов резанием.
Известен способ упрочнения многолезвийного режущего инструмента, например протяжек, в среде водяного пара при температуре, равной 540-550oС, в течение 20-30 минут. В этом случае в поверхностном слое инструмента образуются окисные пленки, устраняющие такие дефекты, как прижоги. Кроме того, этот способ позволяет устранить карбидную неоднородность в материалах протяжек (см.[1] Пронкин Р.Ф. Протягивание труднообрабатываемых материалов. - М.: Машиностроение, 1978, с.38).
Однако, несмотря на то, что обработка паром приводит к образованию окисных пленок, устранению прижогов и карбидной неоднородности, в процессе резания окисные пленки быстро удаляются с поверхности режущего инструмента. На контактной поверхности инструмента образуется нарост, который приводит к выкрашиванию режущей кромки и ухудшению шероховатости обработанной поверхности.
Известен также способ упрочнения протяжек методом карбонитрации, то есть образования гексагонального нитрида железа (Fe3N, С) в поверхностном слое инструмента (см. [2] С. Н. Полевой, В.Д. Евдокимов. Упрочнение металлов. Справочник. - М.: Машиностроение, 1986, с.113).
Однако недостатком известного способа является тот факт, что карбонитрид железа активно взаимодействует с обрабатываемым материалом, что в конечном итоге приводит к ухудшению шероховатости обрабатываемой поверхности.
Наиболее близким к заявляемому техническому решению по достигаемому результату и технической сущности являются протяжки с покрытием из нитрида титана, нанесенным ионно-плазменным методом (PVD) (см. С.Н. Полевой, В.Д. Евдокимов. Упрочнение металлов. Справочник. - М.: Машиностроение, 1986, с. 120).
В связи с тем, что температура нанесения покрытия, состоящего из нитрида титана, равна 500oС, и температура отпуска быстрорежущей стали равна 500-550oС, то велика вероятность ошибки при контроле температуры (термометр позволяет измерить температуру поверхности, равной диаметру 10 мм, т.е. намного превышающей величину лезвия). Этот факт приводит к тому, что возможны отпуск режущей кромки и снижение режущих свойств инструмента с покрытием.
Задачей заявляемого технического решения является обеспечение стабильности параметров шероховатости поверхностного слоя при длительном сохранении режущей способности инструмента (режущих лезвий).
Поставленная цель достигается путем формирования на черновых зубьях протяжки покрытия, состоящего из TixAl1-xN, где х находится в пределах от 0,7 до 0,5 и толщиной от 2 до 4 мкм, на получистовых зубьях протяжки нанесения покрытия, состоящего из TixAl1-xN, где х=0,1-0,2 толщиной от 2 до 4 мкм, а на калибрующих зубьях протяжки нанесения покрытия, состоящего из ультрадисперсного алмаза (УДА).
Опытным путем установлено, что нанесение покрытия ТixAl1-xN (где х находится в пределах от 0,5 до 0,7) на черновые зубья протяжки позволяет увеличить режущую способность черновых зубьев. Улучшение режущей способности достигается за счет формирования покрытия, имеющего кубическую кристаллическую решетку и микротвердость, равную  . На получистовые зубья протяжки нанесено покрытие, имеющее гексагональную кристаллическую решетку и микротвердость, равную
. На получистовые зубья протяжки нанесено покрытие, имеющее гексагональную кристаллическую решетку и микротвердость, равную  . На калибрующие зубья протяжки нанесено покрытие, состоящее из ультрадисперсного алмаза (УДА). По своему функциональному значению калибрующие зубья протяжки играют выглаживающую роль.
. На калибрующие зубья протяжки нанесено покрытие, состоящее из ультрадисперсного алмаза (УДА). По своему функциональному значению калибрующие зубья протяжки играют выглаживающую роль.
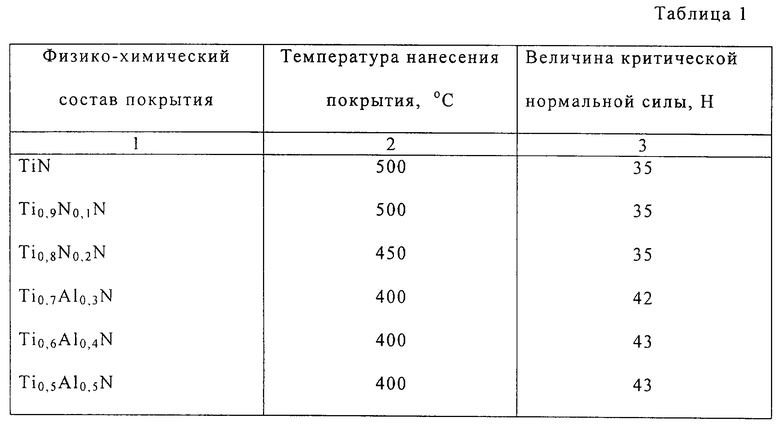
Обоснование заданного физико-химического состава покрытия, состоящего из ТixAl1-xN, где х=0,5-0,9. Для обоснования заданного физико-химического состава покрытия на образцы, изготовленные из быстрорежущей стали Р18, содержащей 18% вольфрама, ~1% углерода, 4% хрома, остальное - железо, было нанесено пять различных составов покрытия на установке "Булат-6" толщиной, равной 6 мкм.
Критерием, удовлетворяющим качественному нанесению покрытия, является величина критически нормальной силы (не менее 42Н), соответствующая оптимальной величине адгезии покрытия, состоящего из TixAl1-xN, нанесенного методом физического осаждения из газовой фазы для условий работы черновых лезвий. Результаты испытаний представлены в таблице 1.
Из данных таблицы 1 следует, что только состав покрытия TixAl1-xN, где х= 0,5-0,7, позволяет получать покрытие при температуре 400oС и с величиной критической нормальной силы, равной 42-43 Н.
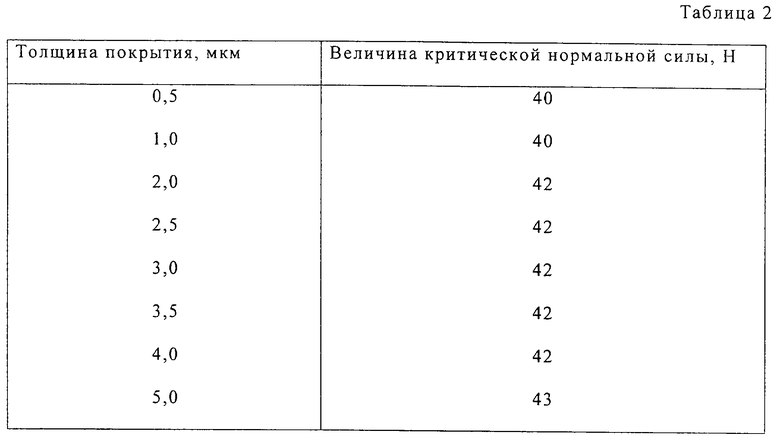
Обоснование толщины покрытия заданного физико-химического состава TixAl1-xN для условий работы черновых лезвий инструмента. Как видно из данных, представленных в таблице 2, при заявляемой толщине от 2 до 4 мкм обеспечивается оптимальная адгезия покрытий.
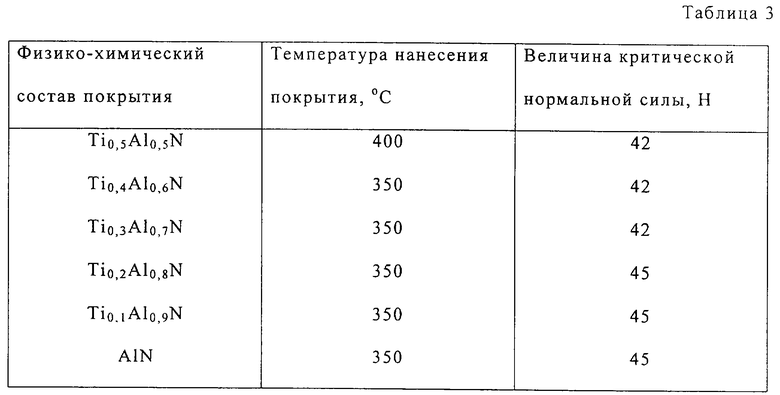
Обоснование заданного физико-химического состава покрытия, состоящего из TixAl1-xN, где х= 0,1-0,2, для получистовых и чистовых лезвий инструмента. Таким образом, как видно из таблицы 3, только состав покрытия TixAl1-xN, где х= 0,1-0,2, позволяет получать покрытие при температуре 350o и с величиной критической нормальной силы, равной 45 H.
Обоснование толщины покрытия заданного физико-химического состава TixAl1-xN, где х= 0,1-0,2, для получистовых и чистовых лезвий инструмента. Как видно из данных, представленных в таблице 4, при заявляемой толщине от 2 до 4 мкм обеспечивается оптимальная адгезия покрытия.
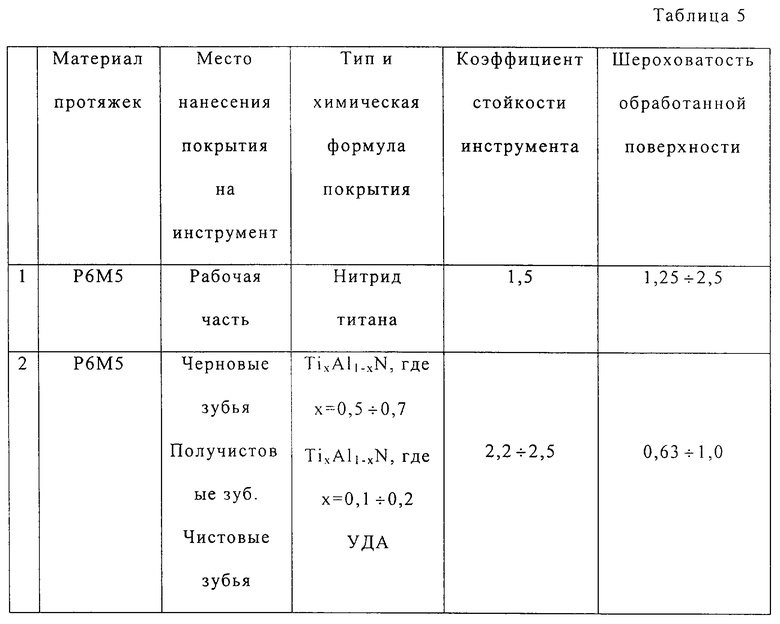
Пример конкретного выполнения. Стойкостные испытания проводились на следующих режимах резания: скорость резания V=4,6 м/мин, подача (подъем) на зуб - Sz мм/зуб: - на черновых зубьях протяжки группового резания Sz=0,19 мм/зуб; - на чистовых зубьях Sz=0,02 мм/зуб. В качестве обрабатываемого материала использовалась нержавеющая сталь 20Х13. Результаты испытаний протяжек, как среднее значение 3-5 дублей, представлены в таблице 5.
Как видно из представленной таблицы 5, протяжки, изготовленные из быстрорежущей стали с покрытием, состоящим из TixAl1-xN, где х=0,5-0,7, на черновых зубьях и покрытием TixAl1-xN, где x=0,1-0,2 на получистовых зубьях, а также покрытия, состоящие из ультрадисперсных алмазов на калибрующих зубьях, позволяет увеличить срок службы в 1,5-1,7 раза по сравнению с инструментом, покрытым нитридом титана.
Использование протяжек с различным покрытием по сравнению с протяжками из нитрида титана обеспечивает следующие преимущества:
1. Позволяет увеличить срок службы протяжек.
2. Длительное сохранение надлежащих режущих свойств позволяет получать качественную поверхность по шероховатости и точность заданных размеров.
Источники информации
1. Пронкин Н. Ф. Протягивание труднообрабатываемых материалов. - М.: Машиностроение, 1978, с. 38.
2. Полевой С.П., Евдокимов В.Д. Упрочнение металлов. Справочник. - М.: Машиностроение, 1986, с. 319.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ | 2000 |
|
RU2188746C2 |
| РОТОРНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СОСУДОВ | 2000 |
|
RU2166385C1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Протяжка | 1980 |
|
SU1220891A1 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| ПЛАСТИНЧАТАЯ РЕГУЛИРУЕМАЯ ГИДРОМАШИНА ДВОЙНОГО ДЕЙСТВИЯ | 1998 |
|
RU2161735C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ | 1995 |
|
RU2090337C1 |
| Протяжка шпоночная со специальной калибрующей частью | 2020 |
|
RU2739430C1 |
| Слоистый инструментальный материал | 1988 |
|
SU1639890A1 |

Изобретение относится к области нанесения покрытий на инструментальные материалы и может быть использовано при обработке металлов резанием. Способ включает нанесение на черновые лезвия ионно-плазменного покрытия, состоящего из TixAl1-xN, где х=0,7÷0,5, толщиной 2÷4 мкм, на получистовые и чистовые лезвия - покрытия из TixAl1-xN, где х=0,1÷0,2, толщиной 2÷4 мкм, на калибрующую часть инструмента (лезвия) нанесение покрытия, состоящего из ультрадисперсного алмаза (УДА) толщиной 1÷2 мкм. Изобретение обеспечивает стабильность параметров шероховатости поверхностного слоя при длительном сохранении режущей способности инструмента. 5 табл.
Способ упрочнения многолезвийного режущего инструмента, включающий нанесение ионно-плазменного покрытия, отличающийся тем, что на черновые лезвия инструмента наносят покрытие, состоящее из TixAl1-xN, где х находится в пределах от 0,7 до 0,5, толщиной от 2 до 4 мкм, на получистовые и чистовые лезвия инструмента наносят покрытие из TixAl1-xN, где х находится в пределах от 0,1 до 0,2, толщиной от 2 до 4 мкм, а на калибрующие лезвия инструмента наносят покрытие, состоящее из ультрадисперсного алмаза (УДА), толщиной, равной 1-2 мкм.
| ПОЛЕВОЙ С.Н | |||
| и др | |||
| Упрочнение металлов | |||
| Справочник | |||
| - М.: Машиностроение, 1986, с.120 | |||
| SU 1506925 А1, 27.04.1999 | |||
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА НА ОСНОВЕ СТАЛИ | 1999 |
|
RU2156831C1 |
| ЭКРАН ДЛЯ ЦВЕТОВОГО СОПРОВОЖДЕНИЯ ПЕРЕДАЧИ | 0 |
|
SU175538A1 |
| СПОСОБ ПОИСКА ТЕЧЕЙ | 1999 |
|
RU2164359C2 |

