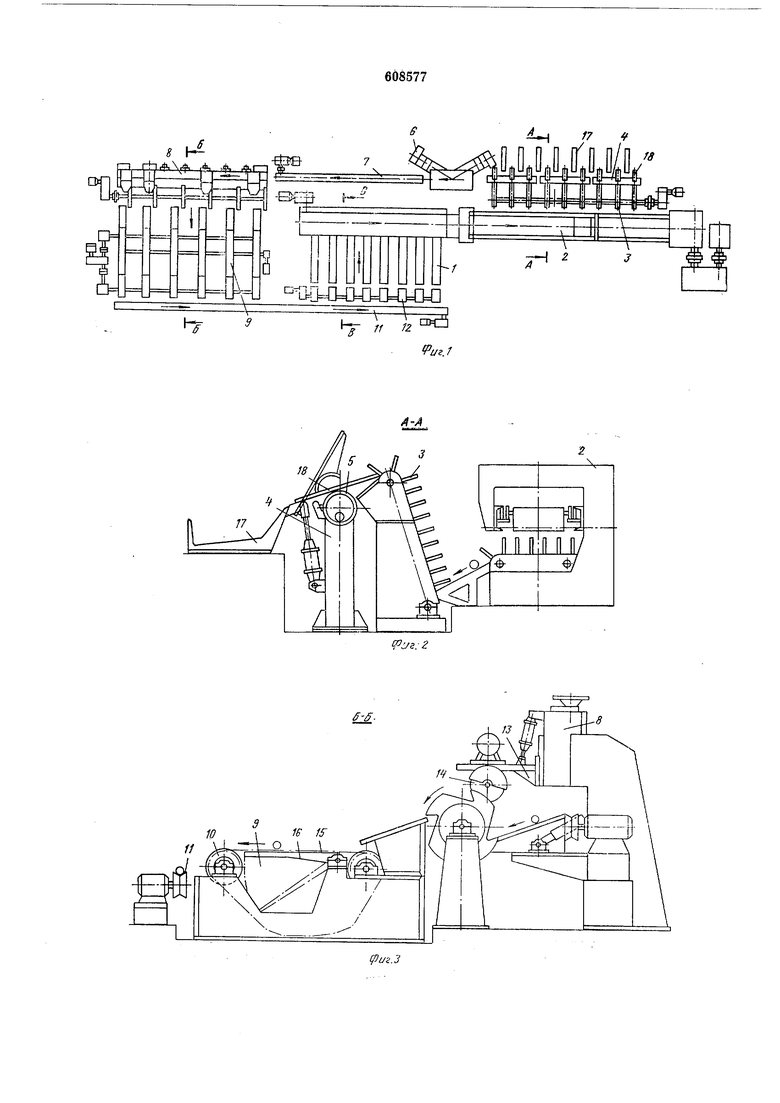
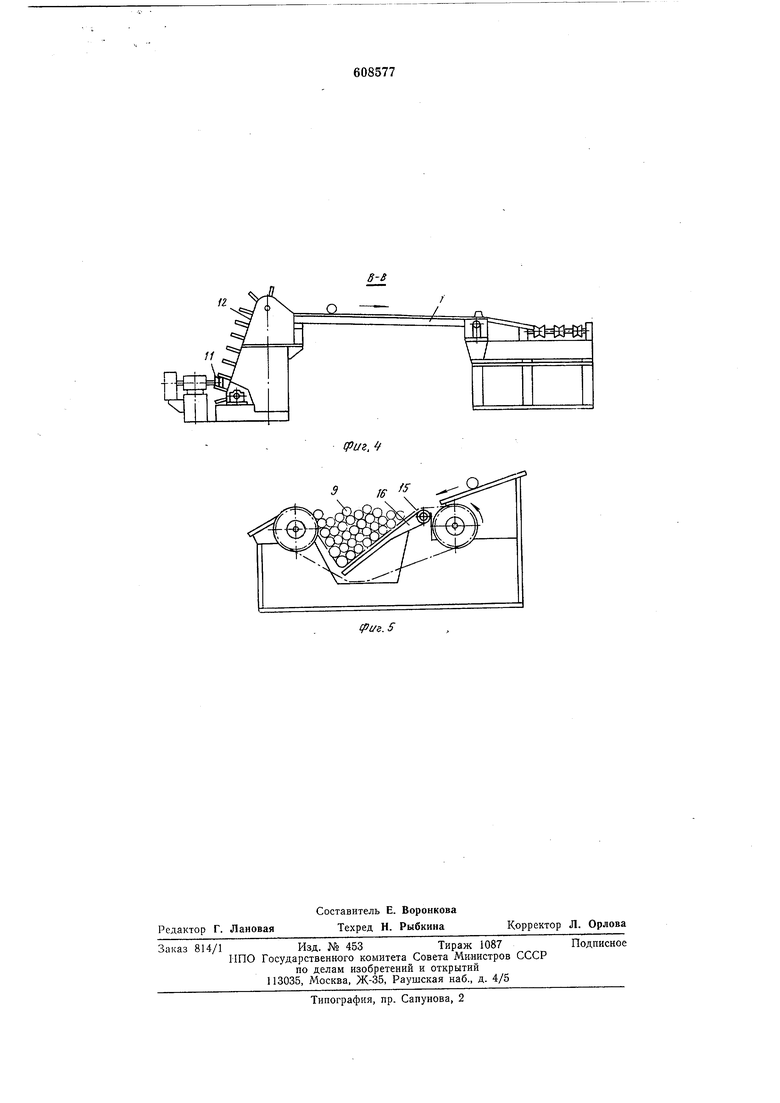
транспортера 10, расположенного между отрезной машиной 8 и разборочным устройством 10. В состав транспортного устройства также входят рольганг 11 и наклонный транспортер 12. Отрезная машина 8 снабжена механизмом пропуска реза, выполненным в виде подвижных в вертикальном направлении кронштейнов 13 с дисковой пилой 14. Горизонтальный транспортер 10 транспортного устройства выполнен в виде цепного транспортера с переменным профилем цепного контура 15. Он снабжен приводными направляющими рычагами 16, которые в наклонном положении совместно с цепным контуром 15 образуют карман приема готовых изделий 9. Линия также снабжена дополнительным карманом 17, расположенным за разъемной проводкой 4 правильной машины 6 с установленным параллельно ее оси. Карман 17 соединен с механизмом 3 поштучной подачи изделий на линию правки посредством наклонных рычагов 18, установленных на крышке 5 разъемной проводки 4. Линия работает следующим образом. Оборудование линии может быть использовано для трех видов работ: для многократного волочения с последующей правкой и резкой; для однократного волочения с последующей правкой и резкой; для волочения без правки и резки изделий. Многократное волочение с последующей правкой и резкой осуществляется следующим образом. Пакет длинномерных изделий поступает на разборочное устройство 1, где производят поштучную разборку и передачу изделий на волочение. После выхода изделий из волочильного стана 2 механизмом 3 поштучной подачи изделия передают на линию правки, затем они поступают в разъемную проводку 4 и в правильную машину 6. Правленные изделия перемещают рольгангом 7 к отрезной машине 8, при этом механизм пропуска реза поднимает в крайнее верхнее положение кронштейны 13 и с ними дисковые пилы 14, обеспечивая свободное поперечное перемещение изделий к горизонтальному транспортеру 10 и к рольгангу 11. При этом рычаг 16 расположен в горизонтальном ноложенни. Далее изделия поступают на наклонный транспортер 12, а оттуда вновь на разборочное устройство 1 и на повторное (многократное) волоченне. После соответствующего числа циклов волочения и правки выполняют последние операции на данной линии: резку на мерные длины и передачу готовых изделий в карманы 9, для чего рычаг 16 занимает наклонное положение, цепной контур провисает и происходит заполнение кармана готовыми изделиями. При однократном волочении, правке и резке операции выполняют в вышеописанной последовательности с той лишь разницей, что после первого волочильного прохода пилы 14 занимают нижнее положение, а горизонтальный транспортер 10 используют как карман приема готовых изделий. При использовании волочильного стана как отдельно стоящего изделия после волочения передают механизмом 3 поштучной подачи на наклонные рычаги 18, по которым они скатываются в дополнительные карманы 17. В случае, если изделия задерживаются на наклонной поверхности, то рычаг 18, поднимаясь в верхнее положение, продвигает изделие в карманы. Формула изобретения 1.Линия волочения, правки и резки длинномерных изделий, включающая последовательно расположенные разборочное устройство, волочильный стан, механизм поштучной подачи изделий на линию правки, разъемную проводку с шарнирной крышкой, правильную машину, транспортный рольганг, отрезную машину и карманы приема готовых изделий, отличающаяся тем, что, с целью повышения производительности при многократном волочении изделий без промежуточного реза, линия снабжена, расположенным между отрезной машиной и разборочным устройством транспортным устройством, выполненным в виде горизонтального транспортера, рольганга и наклонного транспортера, а отрезная машина снабжена механизмом пропуска реза. 2.Линия по п. 1, отличающаяся тем, что, с целью уменьшения габаритов линии по ширине, карман приема готовых изделий расположен под горизонтальным транспортером транспортного устройства, выполненным в виде цепного транспортера с переменным профилем цепного контура, и снабжен приводными направляющими рычагами. 3.Линия по п. 1, отличающаяся тем, что, с целью использования волочильного стана как отдельно стоящего, линия снабжена дополнительным карманом, расположенным за разъемной проводкой правильной машины параллельно ее оси и соединенным с механизмой пощтучной подачи изделий на линию правки посредством наклонных рычагов, установленных на крышке разъемной проводки.
17 f
D.olD/JJ/D/
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия изготовления изделий | 1989 |
|
SU1785454A3 |
| ЦЕПНОЙ ВОЛОЧИЛЬНЫЙ СТАН | 1969 |
|
SU239908A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Непрерывный волочильный стан | 1978 |
|
SU801929A1 |
| Приемно-разборочное устройство | 1974 |
|
SU526408A1 |
| УСТРОЙСТВО для УБОРКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С многониточного СТАНА ПОСЛЕ ВОЛОЧЕНИЯ | 1966 |
|
SU179726A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Линия для отделки труб из бухты | 1986 |
|
SU1362521A1 |
| Стан для волочения труб на оправке | 1976 |
|
SU655456A1 |
а
9гг ff
