Изобретение относится к металлообработке, и может быть использовано для обработки длинномерных заготовок, например тонкостенных труб из алюминиевых сплавов и цветных металлов, обычно получаемых при прессовании с большой кривизной.
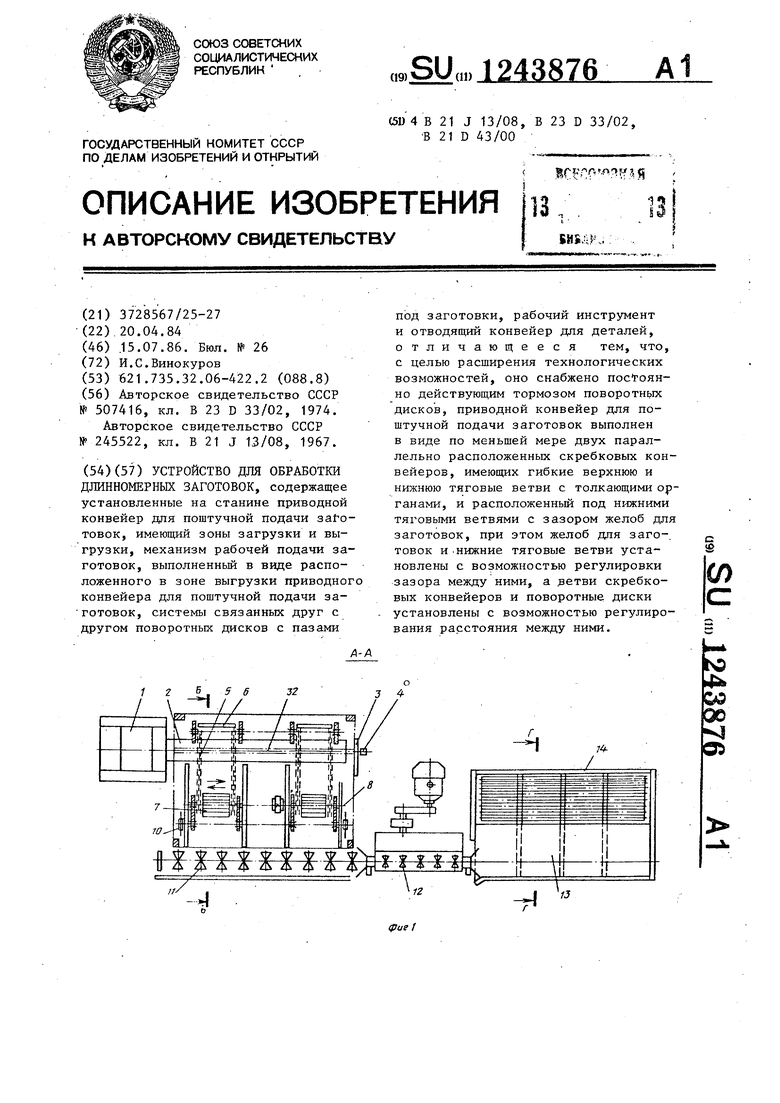
Цель изобретения - расширение технологических возможностей устройства путем его снабжения постоянно действующим тормозом поворотных дисков и выполнения приводного конвейера для поштучной подачи заготовок в виде параллельно расположенных скребковых конвейеров.
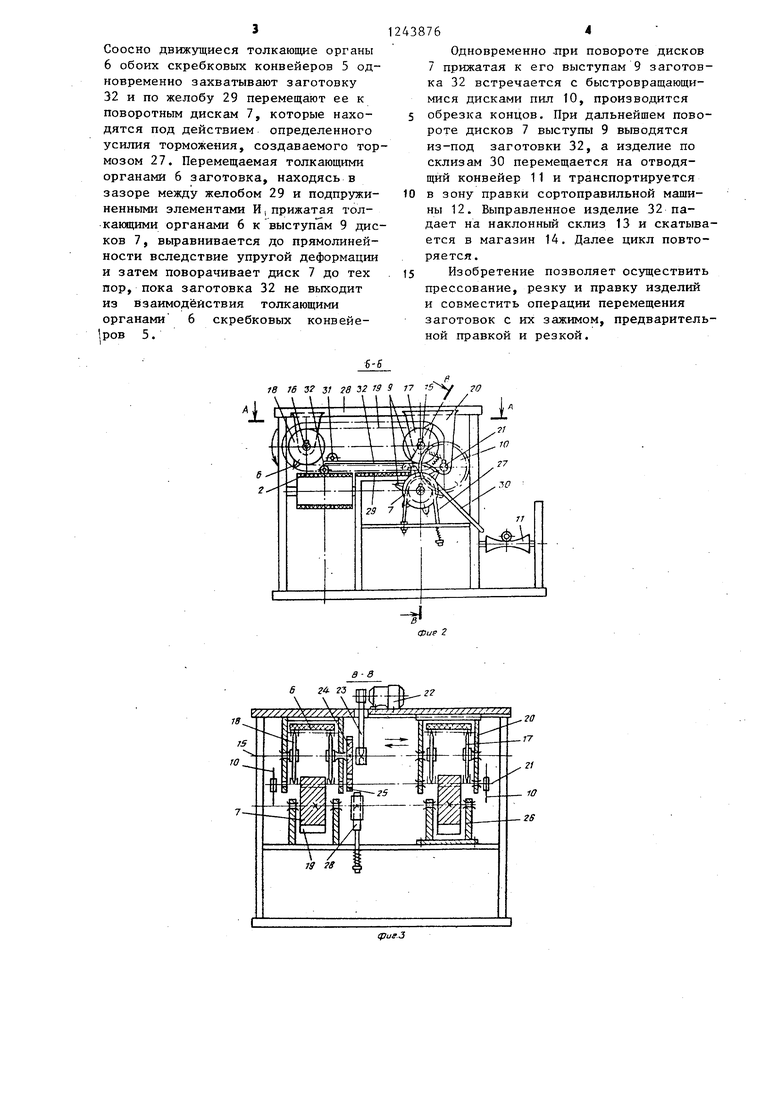
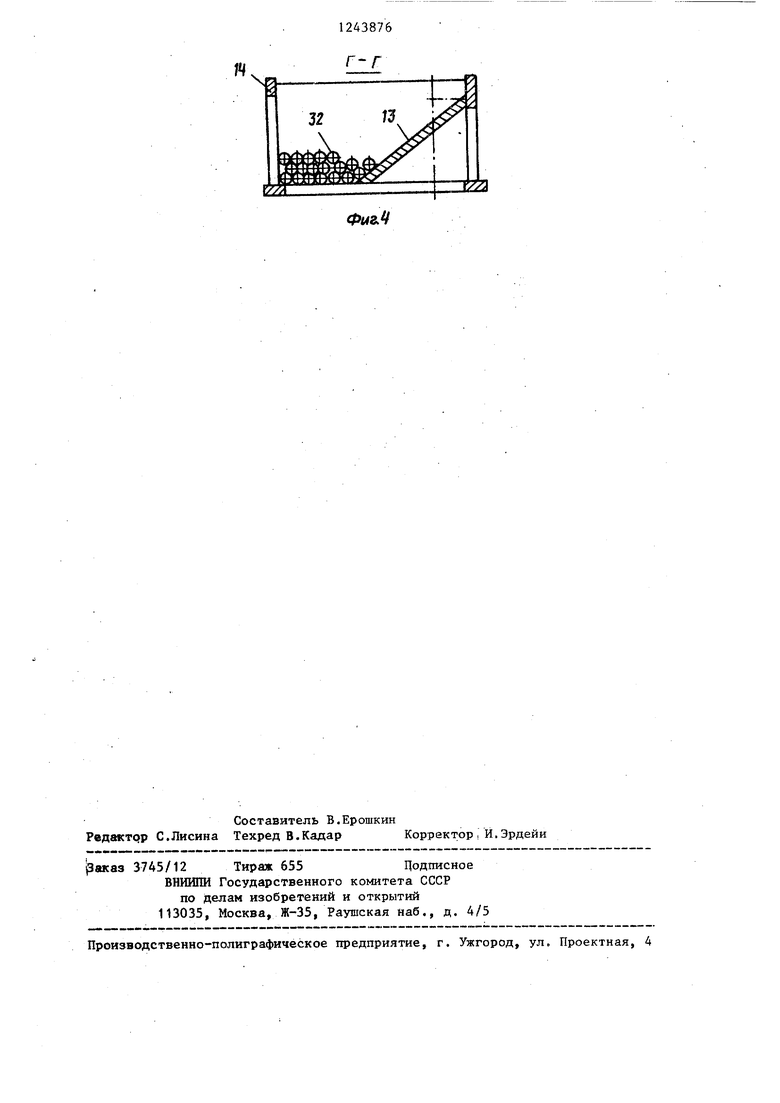
На фиг. 1 схематически показано предлагаемое устройство, план (разрез А-А на фиг. 2); на фиг. 2 - разрез Б-Б на фиг. 1; на фиг. 3 - разрез Б-В на фиг. 2, на фиг. k - разрез Г-Г на фиг. 1,
Устройство для обработки длинномерных заготовок установлено рядом с прессом 1. Устройство содержит приводной конвейер 2 для поштучной подачи заготовок, на котором установлен отклоняющийся упор 3 и конечный выключатель 4. Конвейер 2 выполнен в виде по меньшей мере двух скребковых конвейеров 5 с.тол- каю1цими органами 6 и зонами загрузки и выгрузки, расположенных над поворотными дисками , закрепленными на валу 8 с возможностью взаимодействия выступов 9 дисков 7 с толкающими органами 6 конвейера 5, в конце которого установлены соос- но пилы 10 не менее двух для одновременной резки изделий. За пилами в технологической последовательности расположены отводящий конвейер 11 с сортоправильной машиной 12, приемный склиз 13 и магазин 14 для деталей .
to
15
20
25
30
На кронштейнах 20 с ведущими приводными звездочками 17 обеих скребковых конвейеров 5 в подшипниковых опорах смонтирован приводной .вал 21 с жестко закрепленными на нем дисковыми пилами 10. Приводной вал 21 выполнен составным из двух частей (не показаны), соединенных между собой с помощью шлицевого или шпоночного соединения с возможностью перемещения одной части относительно другой при настройке. Вращение от привода 22 через ременную передачу 23 передается ведущему валу 15 скребковых конвейеров 5, а от него через зубчатые шестерни 24 и 25 - приводному валу 21, с пилами 10.
Один из поворотных дисков 7 закреплен жестко на валу 8, установленном в подшипниках, а другой - подвижно на валу 8 с возможностью перемещения вдоль его оси вместе с кронштейном 26. На валу смонтирован тормоз 27, Например ленточный, с регулируемым усилием торможения в зависимости от жесткости обрабатываемых изделий.
Кронштейны подвижной секции скребкового транспортера крепятся к верхней части станины 28 устройства под- вижн.о, например, с помощью ласточкиного хвоста, а кронштейн 26 подвижной секции барабана - упора крепится к нижней части станины также подвиж-.
32 но, например, ремещаемых по
I
с помощью болтов, пе- пазам в станине.
40
Приводной конвейер снабжен желобом 29 для заготовок со склизом 30. Над желобом 29 шарнирно закреплены на оси 31 регулируемые подпружиненные элементы. Необходимый зазор между ними и желобом устанавливается в зависимости от диаметра обрабатьша- емых изделий. Скорость скребковых Скребковые конвейеры 5 имеют веду- конвейеров 5 и сортоправильнрй машищий 15 и ведомый 16 валы, на которых установлены ведущие 17 и ведомые 18 звездочки скребковых конвейеров с помощью подвижного соединения, например шлицевого или шпоночного, с возможностью перемещения вдоль их осей для настройки на нужньш размер изделия. Звездочки 17 и 18 смонтированы попарно на соответствующих валах на некотором расстоянии одна от другой и соединены между собой гибкими тяговыми ветвями 19, которыми прикреплены.
5
0
5
0
На кронштейнах 20 с ведущими приводными звездочками 17 обеих скребковых конвейеров 5 в подшипниковых опорах смонтирован приводной .вал 21 с жестко закрепленными на нем дисковыми пилами 10. Приводной вал 21 выполнен составным из двух частей (не показаны), соединенных между собой с помощью шлицевого или шпоночного соединения с возможностью перемещения одной части относительно другой при настройке. Вращение от привода 22 через ременную передачу 23 передается ведущему валу 15 скребковых конвейеров 5, а от него через зубчатые шестерни 24 и 25 - приводному валу 21, с пилами 10.
Один из поворотных дисков 7 закреплен жестко на валу 8, установленном в подшипниках, а другой - подвижно на валу 8 с возможностью перемещения вдоль его оси вместе с кронштейном 26. На валу смонтирован тормоз 27, Например ленточный, с регулируемым усилием торможения в зависимости от жесткости обрабатываемых изделий.
Кронштейны подвижной секции скребкового транспортера крепятся к верхней части станины 28 устройства под- вижн.о, например, с помощью ласточкиного хвоста, а кронштейн 26 подвижной секции барабана - упора крепится к нижней части станины также подвиж-.
но, например, ремещаемых по
I
с помощью болтов, пе- пазам в станине.
ны 12 с отводящим конвейером 11 согласована со скоростью работы пресса известными средствами, например с помощью электромагнитной муфты, получающей команду на включение от конечного выключателя.
Устройство работает следующим образом.
Заготовка 32 приводньш конвейером: 2 перемещается к отклоняющемуся упору 3 и через конечный выключатель 4 подает электрический импульс на включение скребкового конвейера 5.
Соосно движущиеся толкающие органы 6 обоих скребковых конвейеров 5 одновременно захватывают заготовку 32 и по желобу 29 перемещают ее к поворотным дискам 7, которые находятся под действием определенного усилия торможения, создаваемого тормозом 27. Перемещаемая толкающими органами 6 заготовка, находясь в зазоре между желобом 29 и подпружиненными элементами И,прижатая толкающими органами 6 к выступам 9 дисков 7, вьфавнивается до прямолинейности вследствие упругой деформации и затем поворачивает диск 7 до тех пор, пока заготовка 32 не выходит из взаимодействия толкающими органами 6 скребковых конвейе- IpoB 5.
2438764
Одновременно лри повороте дисков 7 прижатая к его выступам 9 заготовка 32 встречается с быстровращающи- мися дисками пил 10, производится 5 обрезка концов. При дальнейшем повороте дисков 7 выступы 9 вьшодятся из-под заготовки 32, а изделие по склизам 30 перемещается на отводящий конвейер 11 и транспортируется в зону правки сортоправильной машины 12. Выправленное изделие 32 падает на наклонный склиз 13 и скатывается в магазин 14, Далее цикл повторяется.
Изобретение позволяет осуществить прессование, резку и правку изделий и совместить операции перемещения заготовок с их зажимом, предварительной правкой и резкой.
10
15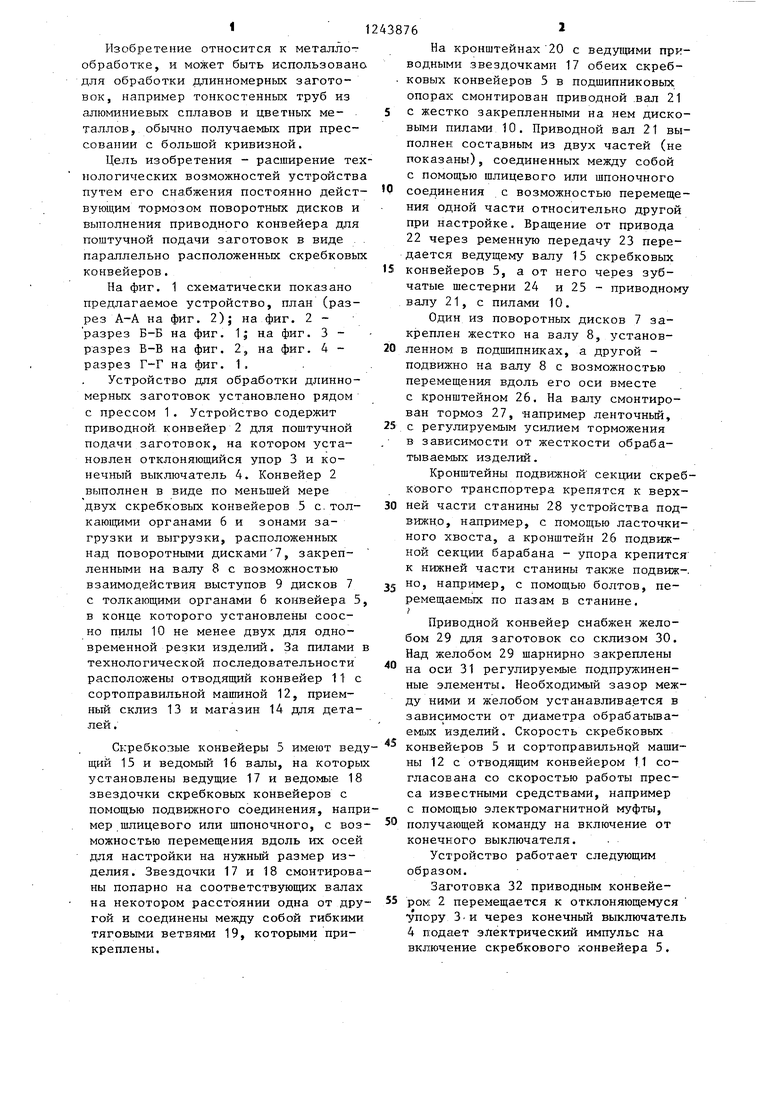
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Механизированная линия для правки проката | 1975 |
|
SU513755A1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
70
1В 16 -32 3/ гй зг я /7 5
-У- I I 1 ,; // .
70
6 4 гз
18
w
и
Фиг.4
| Роторное устройство для подачи заготовок типа труб на позицию резки | 1974 |
|
SU507416A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХЗАГОТОВОК | 0 |
|
SU245522A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
