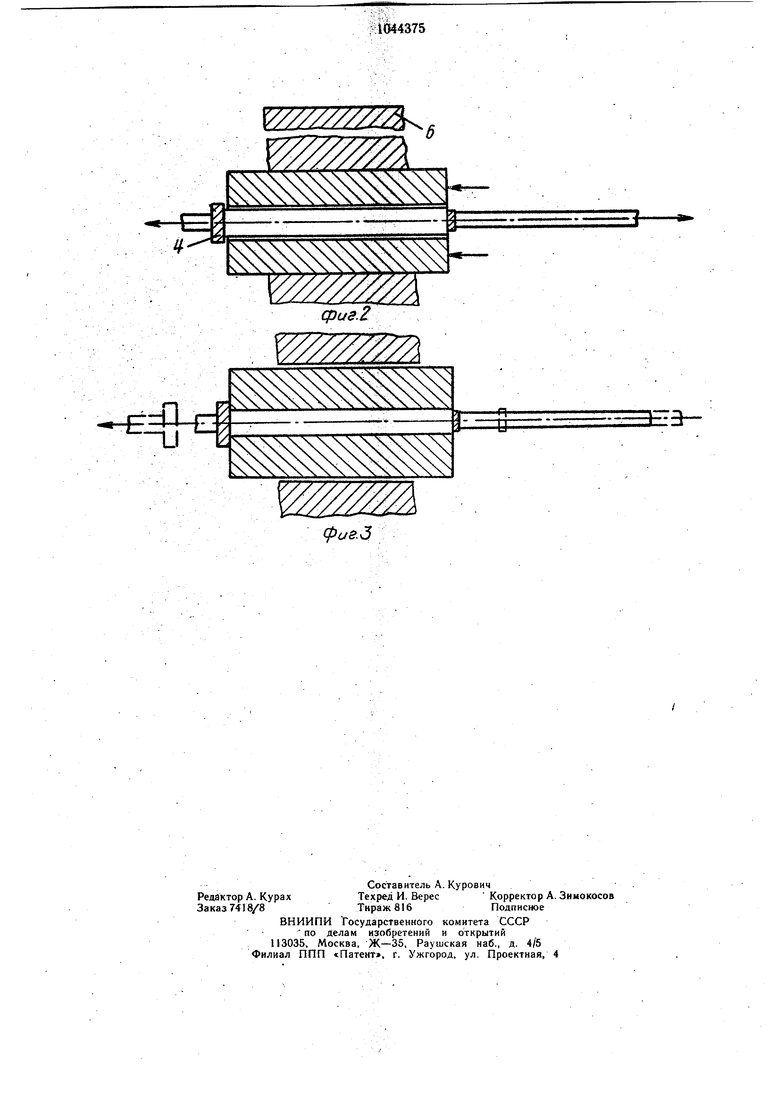
Изобретение относится к обработке металлов давлением, точнее к изготовлению биметаллических изделий, в том числе труб. Известен способ сборки биметаллических заготовок, включающий сборку биметаллической пары из материалов оболочки и вставленного внутрь сердечника |1. Недостатком способа является наличие зазоров между оболочкой и сердечником, что приводит к окислению контактных поверхностей и- ухудшению качества сварки слоев в процессе деформации. Наиболее близким по техничевкой сущности к предлагаемому является способ изготовления биметаллических изделий, при котором осуществляется нагрев материала оболочки до температуры деформации и нанесение оболочки на сердечник, который перед нанесением оболочки подвергают сжатию вдоль продольной оси 2. Недостаток известного способа - наличие зазора между нагретой оболочкой и сердечником, подверженным предварительному напряжению сжатия, в результате чего контактные поверхности оболочки и сердечника подвергаются окислению вследствие невозможности их герметизации перед прессованием. Прессование такой заготовки (с дополнительным нагревом и без. него) часто происходит с расслоением в зоне контакта металлов оболочки, что снижает качество изделий. Известно устройство для сборки биметаллической заготовки, состоящее из узла фиксации оболочки и механизма деформации и осевого перемещения сердечника (3. Недостатком из вестного устройства является невозможность осуществлять на нем деформацию растяжением внутреннего слоя заготовки. Цель изобретения - повышение качества изделий путем улучщения свариваемости слоев. Поставленная достигается тем, чтс; согласно способу сборки биметаллических заготовок, включающему нагрев оболочки и установку в нее сердечника из более прочного материала, сердечник перед установкой в оболочку подвергают продольному растяжению с возбуждением в нем напряжения, равного 0,6-0,8 предела текучести его материала. Кроме TorOj в устройстве для сборки биметаллической заготовки, содержащем узел фиксации и осевого перемещения оболочки и механизм деформации сердечника, указанный механизм снабжен захватами для жесткого соединения его с концами сердечника и силовым приводом для приложения к сердечнику растягивающей нагрузt TJПГКГЛТ ШГ rT/4rtj r f tlTi t.tf Г ГШВЯ/АГЫГ 1 ки, причем поперечные размеры одного из -захватов меньше внутреннего размера оболочки. Способ сборки биметаллической заготовки осуществляют следующим образом. Под действием продольной растягивающей нагрузки на сердечник обеспечивают свободное введение сердечника в нагретую до температуры прессования оболочку. После снятия нагрузки сердечник сжимают, устраняя зазор, имеющий место в начальный момент сочленения биметаллической пары. Кроме того, это приводит к увеличению площади контактной поверхности микроиеровностей биметаллической пары и, как следствие, улучшению качества сварки. Усилие растяжения сердечника назначают так, чтобы обеспечить в сердечнике ёозникиовение . напряжений, равных 0,6-0,8 предела текучести, его материала. Иначе . возникает или опасностьразрыва сердечника, или сердечник слабо деформируется и создаваемое после снятия нагрузки напряжение натяга между слоями невелико. Способ сборки биметаллической заготовки может быть осуществлен устройством предлагаемой конструкции. На фиг. 1-3 приведены схемы, поясняюшле предлагаемый способ, и устройство для его осуществления. В предварительно.нагретую до температуры прессования оболочку 1 вводят один из стержней 2 растягивающего механизма с захватами 3 и 4 (не показаны). Габаритные размеры стержня 2 в сечении, перпеиди.кулярном оси перемещения, меньше минимального внутреннего размера оболочки I. Стержни 2 с захватами 3 и 4 жестко соединяют с концами сердечника 5. Под действием растягивающего механизма с усилием, обеспечивающим возбуждение в сердечнике напряжений 0,6-0,8 предела текучести его материала, сердечник 5 подвергают усилию растяжения (фиг. 1). В момент растяжения сердечника 5 на него наносят соосно установленную на одном из растягивающих механизмов оболочку 1 и фиксируют узлом б фиксации оболочки (фиг. 2). Затем снимают нагрузки с растягивающего механизма и сочленение оболочки 1 и сердечника фиксации оболочки и механизм захвата сердечника 5 отводят (фиг. 3). Происходит сочленение биметаллической заготовки. Заготовку извлекают из устройства, она готова к прессованию. Предварите.1ьное растяжение сердечника перед нанесением оболочки на величиу 0,6-0,8 предела текучести материала серечника способствует улучшению свариваемости оболочки И сердечника и, соответственно, качества биметаллических изделий на 18%. i ч г, tOO/
У////////.
W////////A,
сриг.2
Y///////
гЛ
-и
la(pus.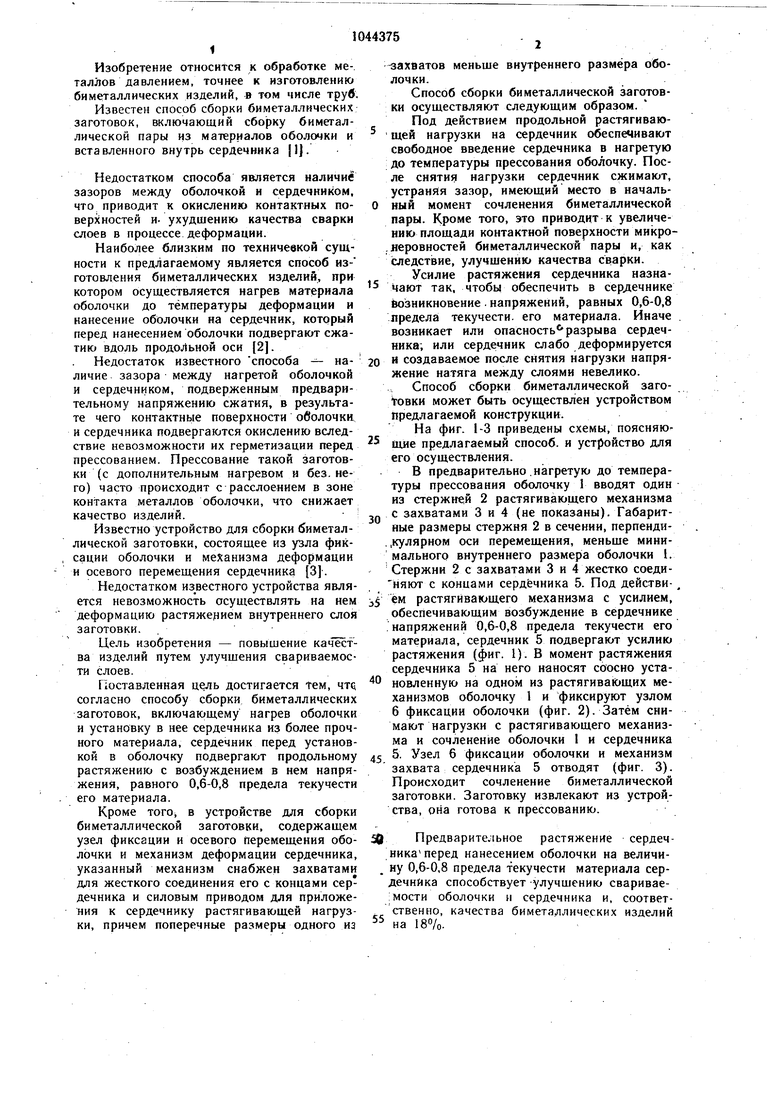
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки биметаллической заготовки | 1983 |
|
SU1301611A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2203975C2 |
| Спооб изготовления биметаллических изделий | 1977 |
|
SU620297A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 1997 |
|
RU2122908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОЖИЛЬНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2014 |
|
RU2558753C1 |
| Заготовка для прессования биметаллических изделий | 1981 |
|
SU995962A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО ШЕСТИГРАННОЙ ФОРМЫ | 2013 |
|
RU2525030C1 |
| Составная заготовка для прессования биметаллических изделий | 1981 |
|
SU988399A1 |
1. Способ сборки биметаллической заготовки, включающий нагрев оболочки и установку в нее сердечника из более прочного материала, отличающийся тем, что, с целью повышения качества изделий путем улучшения свариваемости слоев, перед установкой в оболочку сердечник по-двергают продольному растяжению с возбуждением в нем напряжения равного 0,6-0,8 предела текучести его материала. 2. Устройство для осуществления способа, содержащее узел фиксации и осевого перемещения оболочки и механизм деформации сердечника, отличающееся тем, что указанный механизм снабжен захватами для жесткого соединения его с концами сердец S ника и силовым приводом для приложения к сердечнику растягивающей нагрузки, при(Л чем поперечные размерь одного из захва тов меньше внутреннего размера оболочки.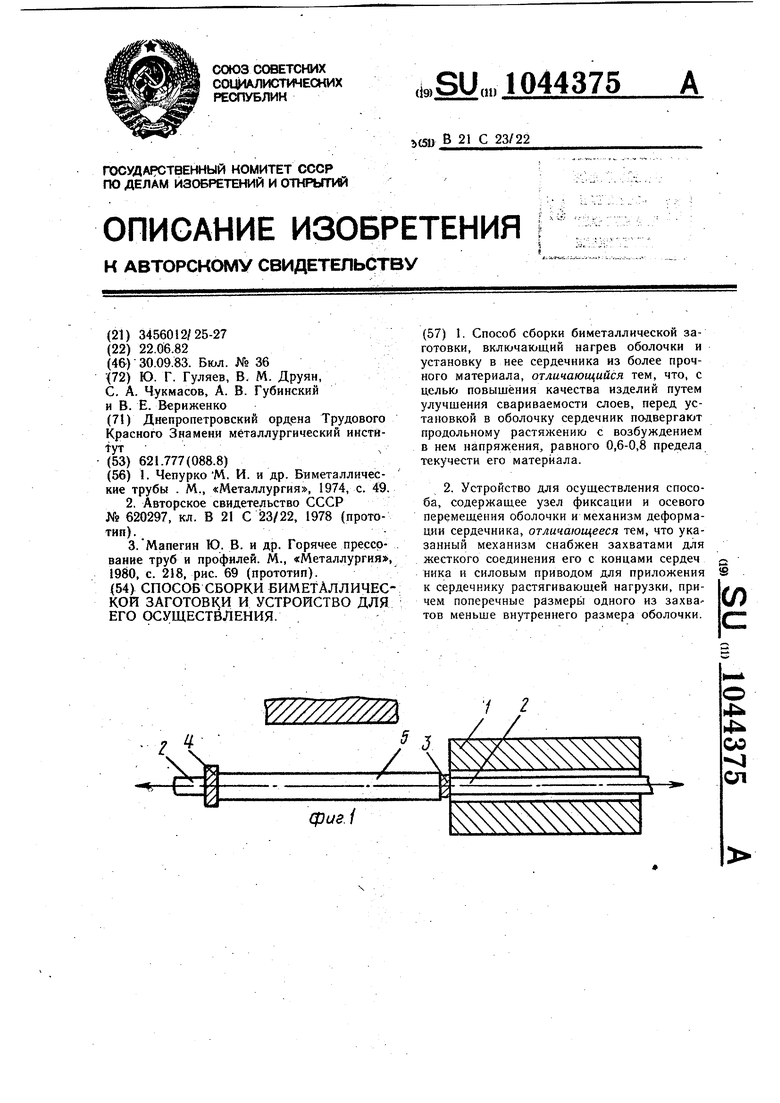
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЧепуркоМ | |||
| И | |||
| и др | |||
| Биметаллические трубы | |||
| М., «Металлургня, 1974, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Спооб изготовления биметаллических изделий | 1977 |
|
SU620297A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| В | |||
| и др | |||
| Горячее прессование труб и профилей | |||
| М., «Металлургия, 1980, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
