(54) СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО ЭЛЕКТРОПРОВОДНИКА | 2001 |
|
RU2216804C2 |
| Способ сборки биметаллической заготовки и устройство для его осуществления | 1982 |
|
SU1044375A1 |
| Способ изготовления плакированных полых профилей | 1974 |
|
SU505149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| Способ изготовления сталеалюминиевой проволоки | 1982 |
|
SU1066694A1 |
| КОМПОЗИЦИОННЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220852C2 |
| Способ изготовления биметаллических изделий | 1982 |
|
SU1037989A1 |
| Цилиндрическая сборная заготовка для прессования многослойных изделий | 1974 |
|
SU515545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2111810C1 |
| СПОСОБ ПРЕССОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ПОЛУФАБРИКАТОВ | 1969 |
|
SU238507A1 |
Изобретение относится к обработке метavTлoв давлением п может быть использовано при изготовлении биметаллических прутков и труб прессованием.
Известен способ получения биметаллически.х изделий, состояши.ч из мягкой оболочки и твердого сердечника, путем заливки твердого металла жидким 1.
Однако компоненты в этом способе схватываются путем диффузионных процессов, что не позволяет получить полное и прочное металлическое сцепление по всей контактной поверхности слоев (для обеспечения качественного сцепления слоев помимо высокой температуры иагрева необходимы большие удельные давления на контактирующих поверхностях и сдвиг этих поверхностей для разрушения окисных пленок).
Известен также способ получения биметаллических полуфабрикатов, при котором осуш.ествляют нагрев материала оболочки до температуры деформации, нанесение оболочки на сердечник из более прочного, материала и совместное прессование оболочки и сердечника через матрицу 2.
Недостатком этого способа является недостаточно прочное металлическое сцепление слоев при наложении мягкой пластичной ооолочки на сердечник с малым отношением плошади поперечного сечения к его периметру. В этом случае дорн приходится устанавливать от матрицы на расстоянии, ранном толщине с.юя оболочки. Однако это ие обеспечивает создания максимальных сдвиговых деформаций на границе раздела слоев металла, в результате чего поверхность окисленных слоев металла полностью не разрушается и не происходит получения iipoMiiort) металлического сцепления сердечника с оболочкой.
Для повышения качества изделий путем улучшения свариваемости оболочки с сердечником перед прессованием сердечник подвергают продольной сжимающей нагрузке.
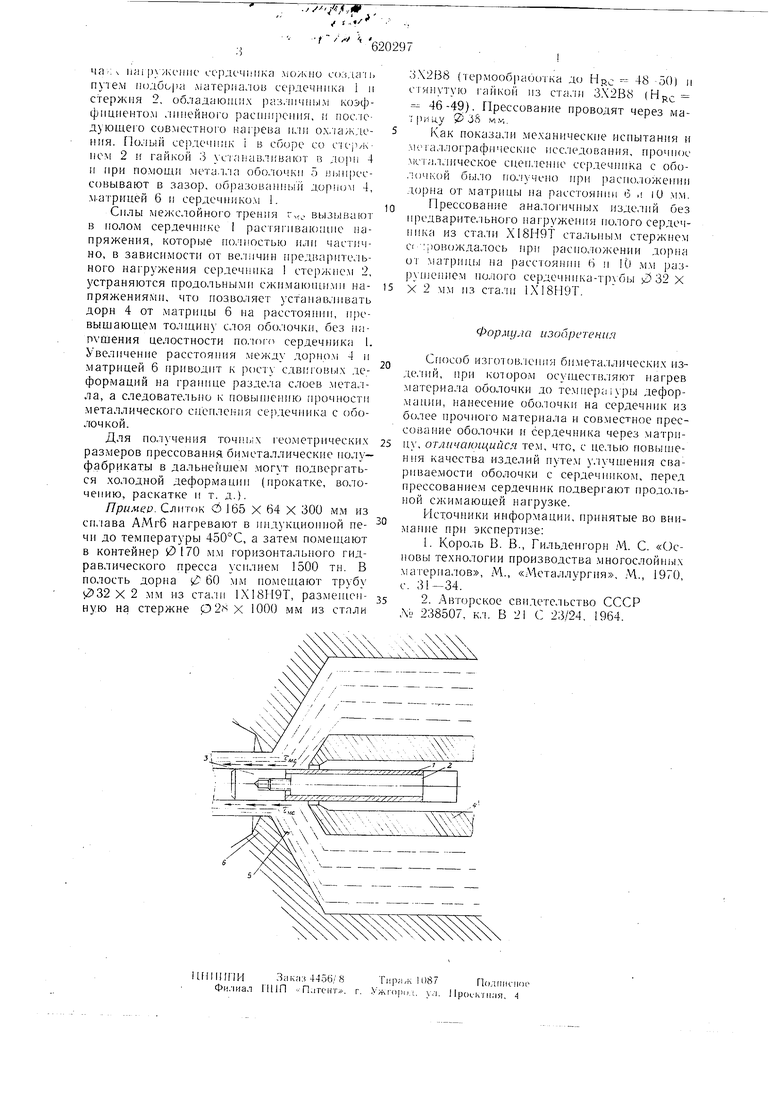
На чертеже данасхема получения биметаллических труб на -кабельном прессе.
Полый сердечник 1 помещают на стержень 2 из материала., более прочного, чем материал сердечника. При помощи гайки 3 сердечник 1 повергают продольной сжимаюшей нагрузке. Д.тя достижения более высоких сжимающих напряжений в сердечнике 1 стержень 2 перед сборкой с сердечником 1 нагревается до TeNniepaTypbi 50-400°С, а затем в сборе с сердечником охлаждаетсядо комнатной температуры. В отдельных слу
