4 4
О
СЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для осадки с кручением | 1985 |
|
SU1315095A1 |
| ВСТАВНОЙ ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО КРЕПЛЕНИЯ В ЭЛЕКТРИЧЕСКИХ МАШИНАХ С РЕЖИМОМ СВЕРЛЕНИЯ И/ИЛИ ПЕРФОРАЦИИ | 1996 |
|
RU2189305C2 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU1000288A1 |
| ИНСТРУМЕНТ ДЛЯ ОСАДКИ С КРУЧЕНИЕМ | 2007 |
|
RU2374026C2 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1058793A1 |
| Штамп для объемной штамповки | 1979 |
|
SU871865A1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU996227A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ЗАГОТОВКИ С ОДНОРОДНОЙ СТРУКТУРОЙ | 2009 |
|
RU2412770C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
ИНСТРУМЕНТ ДЛЯ ОСАДКИ С КРУЧЕНИЕМ, соцержащий верхний и нижний круглые в плане бойки, на р&бочих поверхностях которых выпопнены ребра треугольного ггрофипя, расположенные по спиралям, закрученным в одинаковом направлении вокруг центров рабочих поверхностей бойков, отличающийся тем, что, с цепью снижения энергозатрат за счет уменьшения усилий осацки, расположение ребер на поверхноо ти бойков выполнено по спирали Архим&ца, а закручивание их вокруг центров .бочих поверхностей осуществлено на один виток. СЛ С V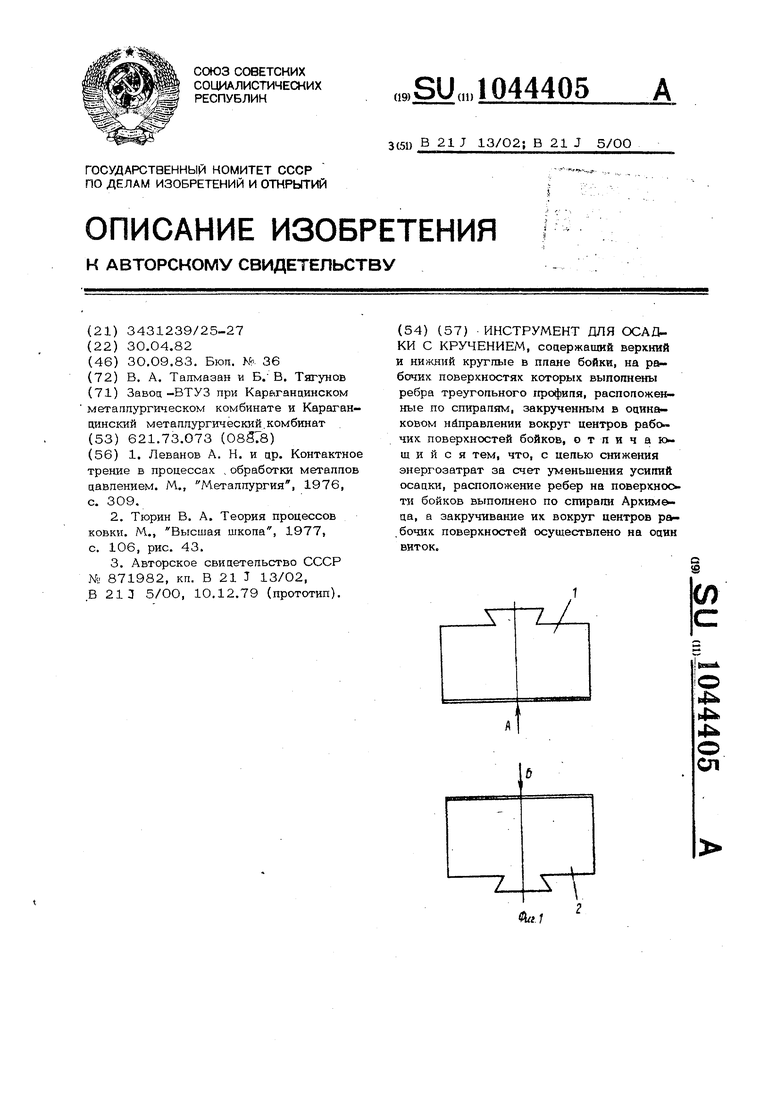
/
А
Изобретение относится к обработке метшшов цавлением, а именно к инструменту цпя осацки заготовок с кручением
Известен инструмент для осащш с. кручением, содержащий верхний и нижни круглые бойки, рабочие поверхности которык вьшопнены с рифлениями тре-
УГОШ:,НОГО профиПЯ 1 j .
Недостатком явпяется-то, что рифпеШ1Я препятствуют проскапьаыва1шю бойков относитепьно заготовки и от увелк- в результате этого ее скр5чива-ния способствуют уменьшению усилия осацки. Вместе с тем рифления привоаят к существенному росту сип трения в направлении радиального течения цеформируемого металла. Компенсация этик сил трения требует цопопгмтепьного усилия, что ослабляет эффективность процесса осацки с кручением и ке позволяет использовать все заложе1шые в нем BosMoraiocTH по уменьшению осевого усилия деформирования.
Известен также инструмент цпя осацки с кручением, содержащий верхний и нижний круглые бойки с ппоски 1и рабочими поверхностями 2 .
Поцобная рабочая поверхность- бойков, будучи обработанной с Той или иной шероховатостью, в меньшей степени ч.ем рифпеиая, препятствует радиальному течеш1ю приконтактных споев деформируемого, металла, и с этой точи зрения более предпочтительна. Но в то же время не искточает проскальзывания бойков относительно заготовки, что ослабляет ее скручивание и связанный со скручиванием эффект уме1 ьшения усилия осадки.
Наиболее близким к предлагаемому является инструмент для осацки с кручением, содержащий ;. верхний и нижний круглые в плане бойки, на рабочих поверхлостяк которых выполнены ребра треугольного профиля, расположенные по сгафалям, закрученным в одинаковом направлении вокруг центров рабощих поверхностей 3 J .
Недостатком указанного инструмента является, то, что неизвестно по какой из семейства спиралей слеоует раоподагать на поверхности инструмента ребра, чтобы их сопротивление было минимальным при оса оке заготовки с закручиванием.
Цель изобретения - снижение энергозатрат за счет уменьшения усилий осацки.
Указанная цель достигается те,, что в инструменте цпя осадки с круч€ нием, содержащем) верхний и Тшжний круглые в плане бойки, на рабочих поверкностях которых выполнены ребра треугольного профиля, расположенные по сш1рал51М, закрученным в одинаковом направлении вокруг центров рабочих поверхностей бойков, расположение ребер на повер шости бойков выполнено по спиралям Архимеда, а закручиван}1е их вокруг центров рабочих поверхностей осуществлено на один виток,
При осацке заготовки таким инстру-
ментом и одновременном вращении обоих бойков или одного из них в направлении, противоположном направлению закручивания спиралей, ребра способствуют интенсификации радиального течения приконтактных слоев деформируемого металла, а также исключают прос- скальзывание Зойков относительно заготовки. Все это и позволяет уменьшить усилие осацки.
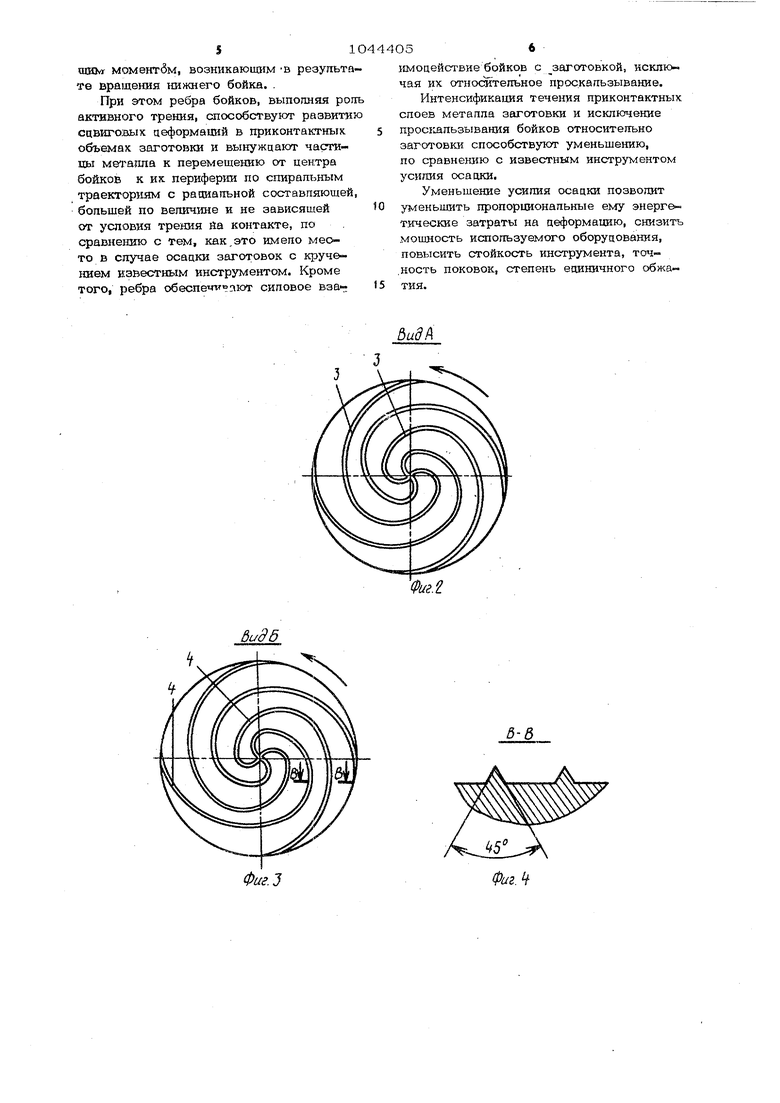
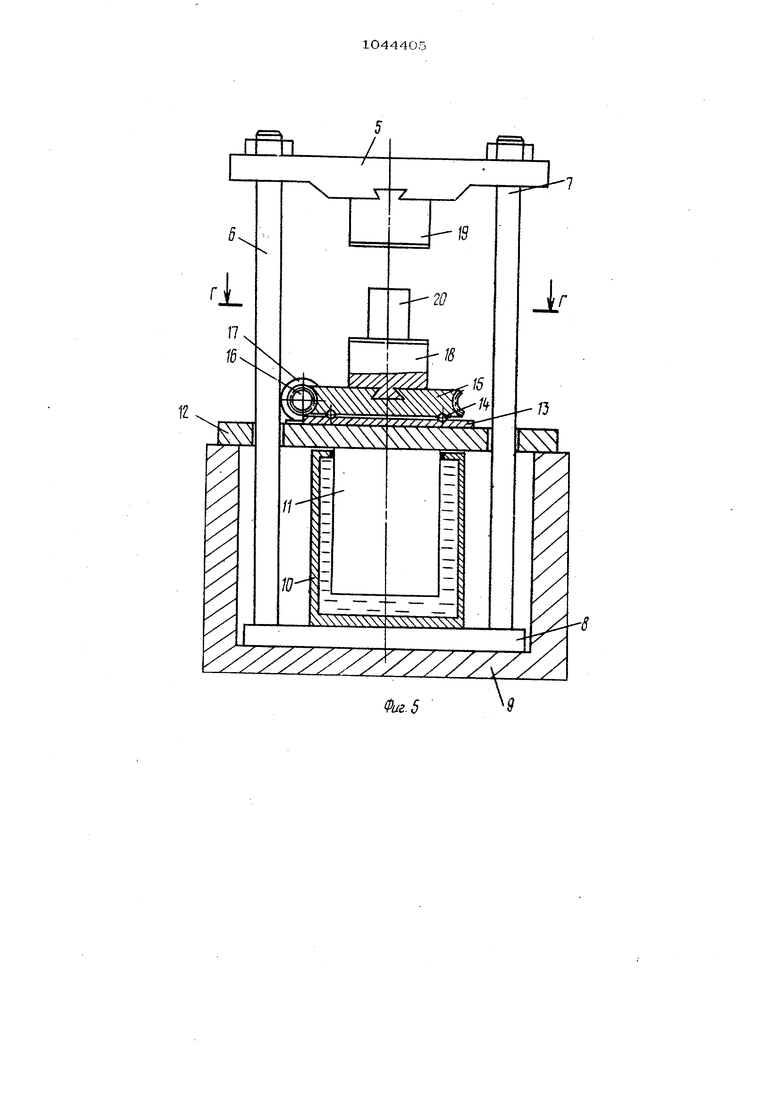
На фиг. 1 изображена схема взаимного расположения бойков, составляющих ин л-румент; на фиг. 2 - вид А на фиг. Ij на фиг. 3 - вид Б на фиг. Ij на .фиг. 4 сечение В-В на фиг. 3; на фиг.5 - гид-
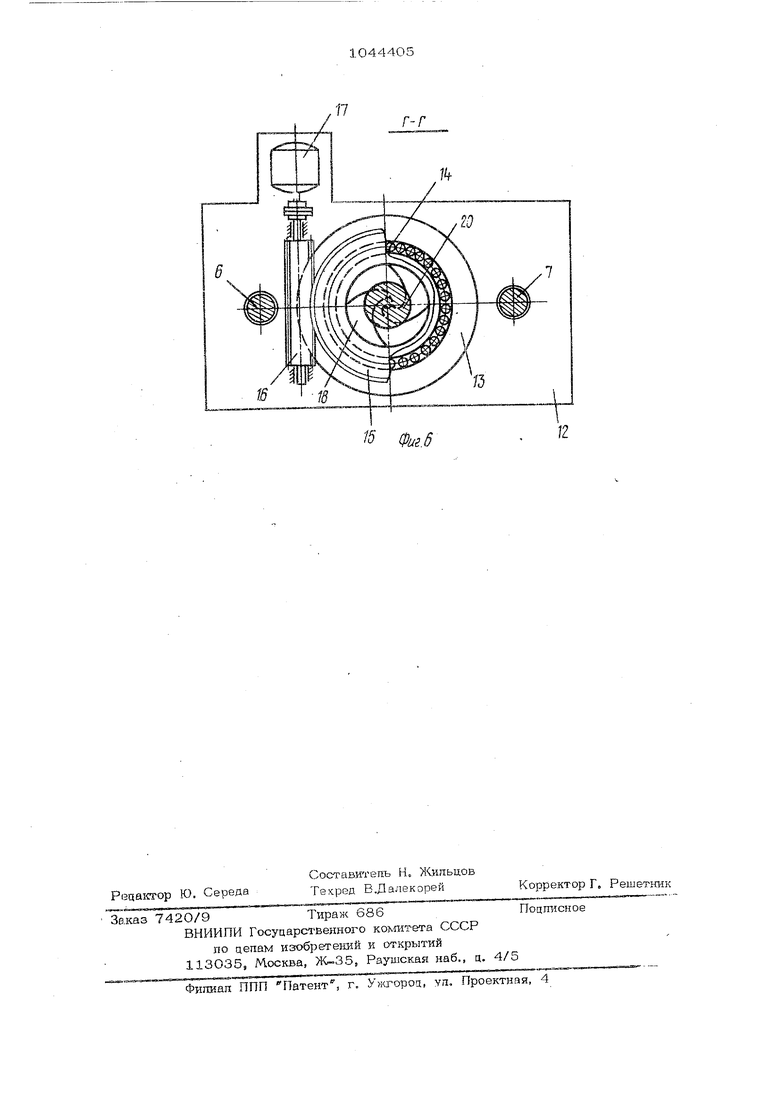
ршзлический пресс (на примере которого поясняется использование инструмента); на фиг. 6 - сечение Г-Г на фиг, 5..
Инструмент -Содержит верхний к НИИ круглые бойки 1 и 2. На рабочих поверхностях бойков выполнены ребра 3 и 4. Р.ебра расположены по спиралям Аркимеда, закрученным на ощт виток. Направление закручивания спиралей выбрано против часовой стрелки, но может
быть выбрано, и по часовой стрелке. Это ке имеет значения. Важно обеспечить правильное враще1ше бойков, т. е. в направлении, противоположном направ лению закручивания спиралей- На фиг. 2 и 3 требуемое направление вращения бойков, при принятом направлении закручивания спиралей, показано стрелками. .В поперечном сечении ребра имеют профиль треугольника, угол при вращении которого равен 45 Ч
Формирование ребер по виткам спирагш Архимеда обусловлено тем, что поцобную форму приобретают первоначально прямые радиальные риски на торцах свинцовых образцов после осацки их; с кручением известным инструментом. А поскольку движение контактирующих с инструментом частиц цеформируемого . метаппа поцчинено усповию наименьш&го сопротивпения, то можно прецпопожит что обнаруженные в опытах искривп&ния рисок на торцак образцов отвечают наименьшим энергетическим затратам на цеформаш1ю, и с этой точки зрения наиболее приемлемы цля копирования с них очертания ребер, что и сцелапи при конструировании предлагаемого инструмедта. Количество ребер и профиль их поперечного -сечения также выбраны по результатам лабораторных экспериментов Для этого осаживают с кручением свинцовые образцы бойками с различным количеством ребер прямоугольного, полу круглого и треутольното профилей, изм ряюг усилие осадки и сравнивают егосусй ем,возникающим при осадке с кручением разцов известными бойками - с плоским и рифлеными рабочими поверхностями. В результате этих опытов установлено, что для существеш ого уменьшения усилия осадки, по сравнению с известными бойками, достаточно выполнить на рабо- чих поверхностях бойков по четыре ребра, при этом в поперечном сечении ребра должны иметь профиль треугольни ка с углом при вершине, равным 45, так как бойки с ребрами такого профиля обеспечивают на 5-6% мельше усилие осацки, чем ёойкк с ребрами других прсфилей. Увеличение на рабочих поверхностях количества ребер с четырех ао шести, а затем цо восьми не способствует даль нейшему существенному уменьшению усилия осацки, так как приводит к ребер в центральной части бойков и образованию практически плоского участка, увеличивающегося в диаметре с увеличением количества ребер. Кроме того, увеличение количества ребер услож няет конструкцию бойков, технологию их изготовления, чистовую обработку рабочих поверхностей, Вышеупом5шутое позволяет заклк чить , что вариант инструмента, содерж щего бойки с четырьмя ребрами треутоп кого профиля на рабочих поверхностях, является оптимальным. Пр ецлагаемый инструмент предназна чен дпя осадки с кручением круглых в плане заготовок и может быть исполь зован на молотах, винтовых кузнечных машинах, а также на гидравлических прессах, снабженных приспособлениями для кручения заготовок в процессе осадки. Пример. Пшравпугческий .пресс включает верхнюю непоцвиногую поперечину 5, которая с помощью колонн 6 И 7 соединена с неподвижной попере чиной 8, установленной на фундаменте 9. На поперечине 8 закреплен гидравлический цилиндр 10, в котором движется плунжер 11, соединенный с подвижной поперечиной 12, имеющей направление по колоннам 6 и 7, Плунжер 11 сообщает движение поперечине 12 в вертикальной плоскости. На поперечине 12 закреппена плита 13 с круговой кана&кой, заполненной шариками 14, На шарики 14 опирается плита 15, также имеющая круговую канавку и выполненная в виде червячного колеса, приводи -юго во вращение червяком 16 от электродвигателя 17. На плите 15 неподвижно закреплен боек 18, другой боек 19 неподвижно закреплен на поперечине 5. Осадку с кручением осуществляют следующим образом. Заготовку 2О, нагретую.до ковочной температуры, устанавливают на нижний боек 18, совмещая ее с осью вращения бойка, после чего включают цилиндр 1О на ход. Под воздействием плунжера 11 поперечила 12, а вместе с ней и другие подвижные части пресса, включая боек 18 с размещенной на ней заготовкой 2О, перемещаются вертикально вверх, навстречу бойку 19. По мере подъема поперечины 12 происходит соприкосновение заготовки с бойком 19, а затем внедрение ребер обоих бойков в тело заготовки. По доотижении этого момента, фиксируемого визуально, включают электродвигатель 17, который через червяк 16 переедает вре щение плите 15 к закрепленному на ней бойку 18. Направление враще шя бойка 18 выбирают противоположным направлению закручивания его ребер. Вращая боек 18, продолжают сближать его с бойком 19, осаживая заготовку 20 до требуемой высоты. После этого отключают электродвигатель 17 и гидравлический цилиндр 10, обеспечивая вытеонение рабочей жидкости из его полости. При этом движение части пресса поц действием собственного веса опускаются в нижнее исходное положение, вая условия для удаления осажденной заготовки с бойка 18. При осадке в описанных условиях заготовка подвергается комбинированному нагружению: осевой силой и крут5 onovr моментбм, возникаюиаш В результате вращения нижнего бойка. .
При этом ребра бойков, выпогшяя роль аютивного трения, способствуют развитию сцвиговык цеформаций в приконтактнык объемах заготовки и вынужцают частицы металла к перемещению от центра бойков к их периферии по спирашзным траекториям с расшапьной составляющей, большей по величине и не зависящей от условия трения йа контакте, по сравне1шю с тем, как,это имело место в случае осадки заготовок с к эуч©нием известным инструментом. Кроме того, ребра обеспечгтедют силовое вза}а оцействие бойков с заготовкой, ксклю чая их относительное проскальзывание.
Интенсификация течения приконтактных слоев металла заготовки и исключение прос 1альзывания бойков относительно заготовки способствуют уменьшению, по сравнению с известным инструментом усилия осадки.
Уменьшение усилия осацки позволит уменьшить пропорциональные ему энергетические затраты на деформацию, снизить мошность используемого оборудования, повысить стойкость инструмента, точ.ность поковок, степень единичного обжатия.
дадб
Фиг.З
В-5
Фиг. Цtz
,l
Г-Г
5 Фш.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Леванов А | |||
| Н | |||
| и цр | |||
| Контактное трение в процессах ,обработки метаппов цавпением | |||
| М., Металпургия, 1976, с | |||
| Переставная шейка для вала | 1921 |
|
SU309A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| А | |||
| Теория процессов ковки | |||
| М., Высшая шкопа, 1977, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
