При 1-орячем прессовании изделии иг пенопласта большое количество материала вытекает через зазоры между пуансоном и матрицей, потери материала нри этом достигают 25%. Для уме 1ыиения количества вытекаемого материала уменьн ают зазоры между пуансоном и матрицей, но это требует точной njMiroiH-LH пуансона к матрице, что резко уло) стоимость прессформ и затрудняет их изготовление. Эксплуатация прессформ усложняется в виду невозможности сохранения постоянной ширины зазоров. Кроме того, в нрсссформу ста5ят а.люм1н-111ев ю нрок.тадку, но прокладка пе работает до полного смыкания пуансона с матрицей и масса свободно вытекает и:, прессформы.
Предлагаемый способ герметизации црессформ для прессования пенопластов свободен от перечисленных недостатков и основан на быстром затвердевании пенопластов при охлаждении. В этом и заключается ertj отличие от сушествуюших.
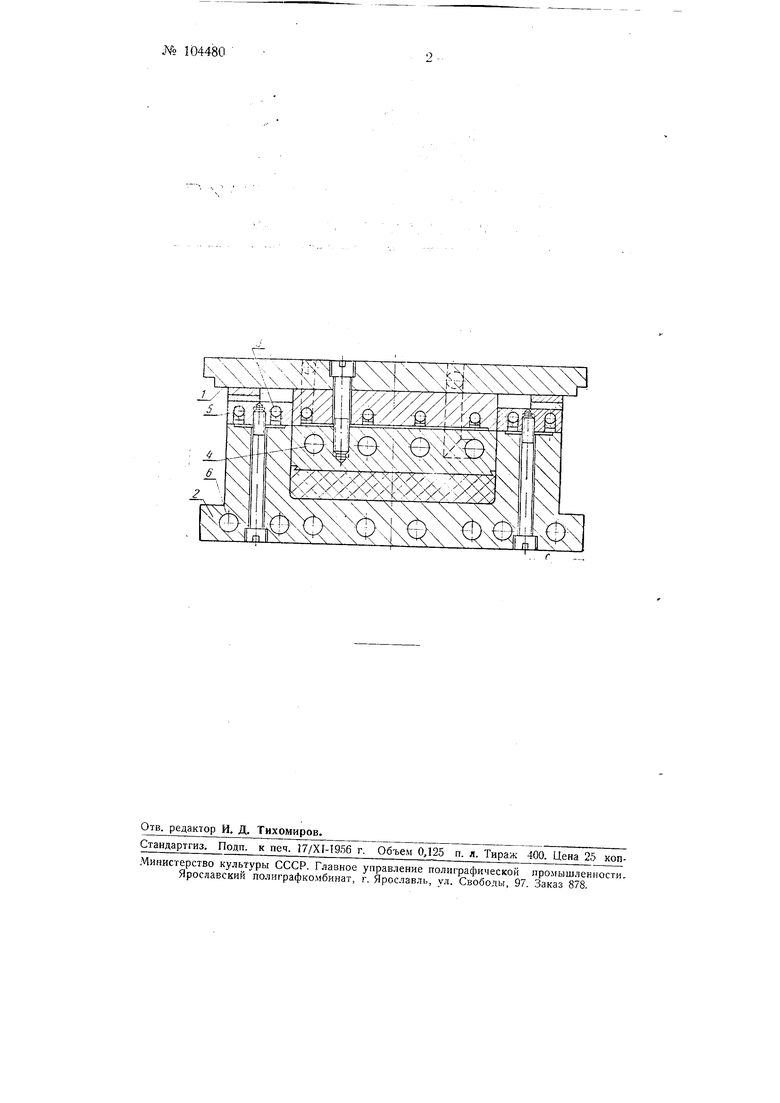
Прессформа, представленная на чоотеже, выпол1- е а в виде пуансона / н матрицы 2. В eepxHeii части пуансона имеются каналы 3 для циркуляции холодной воды, а в нижней части - каналы 4 для парового обогрева. Матрица в верхней части также имеет каналы 5 для охлаж;1ения и каналы 6 для обогрева. Расп; авленная масса, достигнув охлаждаемой зоны, быстро затвердевает и прессфо тма самоуплотняется, т. е. О1;азывается гер.метически закрытой :5атвердевн им в зазорах мате 1иалом.
П р е д м е т и з о б р е т е н и я
1. Способ герметизации прессформ для прессования пенопласта, о т л и ч а ю ш, и и с я тем, что, с целью уменьшения потерь материала, последний в верхней части прессфо1 мы охлаждают. 9 У
способа по п. 1, о т л и чающееся тем, что пуансон и матрица прессформы в верхней части своей имеют каналы д, цнркуляции холодной воды, а в нижней части - каналы для цирк ляции пара.
Xv /3KWC :iX xa